jlpservicesinc
-
Posts
5,772 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by jlpservicesinc
-
Well, had me a flat on the old Kubota B6000.. I had no tire irons (aka spoons) to change it out with.. So I set about to make a few spoons... I made 3 of them.. One was made from some medium carbon scrap round hanging around and the other 2 were made from some 4140 rectangular bar I had.. Little story here.. I also have some HSS (high speed steel(used for forged lathe bits, band saw guides and hot punches) ) hanging around in nearly the same cross sections as the 4140. I ended up making one whole spoon out of the HSS before I realized it was HSS.. Wasn't till I went to forge the hooked back section and the material refused to move at an light red heat and it dented the face of the hammer that I figured it out.. Sorry for the ramble..
.png.bdd81eb01ac29c1f9ab87d2444b2a3a9.png)
.png.0a0ffd90dfeb4e53039631013778f9e7.png)
.png.a5b50168312f45c8565a7495a7b53036.png)
.png.b78287dc8880acafcf3ba2854e19d423.png)
.png.676d06200a246e1350c38bd0ad8b62ae.png)
.png.a0b9a0ef329e371be23d3afb1562e0da.png)
.png.894fa196fe0891c4d6bbf7ca8e19e104.png)
-
 philosophically I'm still a beginner.. Been at it over 40 years.. for me I took 8 years off (full time farrier now) so would consider myself a knowledgeable beginner but no way can I do what I could 8 years ago.( was a professional iron pounder for 12 years). It takes me a good 2 days of forge work before I start to feel like things are clicking in again mentally, and it takes a good 3 days of 8hrs of being at the anvil before I start to get a hammer arm back..
philosophically I'm still a beginner.. Been at it over 40 years.. for me I took 8 years off (full time farrier now) so would consider myself a knowledgeable beginner but no way can I do what I could 8 years ago.( was a professional iron pounder for 12 years). It takes me a good 2 days of forge work before I start to feel like things are clicking in again mentally, and it takes a good 3 days of 8hrs of being at the anvil before I start to get a hammer arm back.. -
Here is a hoof knife I forged out a few months ago.. It is completely hand made and finished (ie no electric tools or grinders) except for the 2 holes drilled and the slot cut.. Started life as a mower blade.. Was forged out to the right thickness and width vs cut out.. Custom job all the way.. The blade descends instead of being parallel with the handle (IE out of plain).. This should give a little better wrist angle.. Short blade with short club foot handle.. Tiger maple handle linseed oil finish then machine oil.. I usually like to dress them up more but it was just so cold out in the shop and I needed a new knife for tomorrow..



-
Fantastic scoop.. Did you have to talk the guy down? LOL>.
-
Last winter the tub was frozen solid.. On one day I was able to get out there and work.. Was around 32F but was nice and sunny... Took about 4hrs of working and using the ice like water before I had about 2" of water on the top that was usable.. I can work easily with 1 hammer, an ALO and a fire source that will heat the metal.. but without the water I'm just miserable for more than anything than making a nail.. .. In a shop that gets down to freezing at night but warms up to above freezing during the day.. Just sticking a 4X4 wood log in can be enough if you work in there everyday..
-
The NEBA group has been rebuilding anvil faces for years.. I've seen some of the work that has gotten done and it's first rate.. They offer an anvil rebuilding class each winter and for the money it's well worth it.. They do pre and post heat.. If I had an anvil with damage like that I would have no problem taking it to NEB for a one on with the gang..
-
It's funny I just stumbled onto this thread.. I missed an opportunity back in the 90's to get a vintage turn of the century commercially made bolt makers vise.. it was designed a lot like the Arizona plans shown.. It was foot operated and the dies sat in a rectangular slot.. One side held in position with a set screw the other side had a yolk like function for the return and a solid pusher block behind for closing.. The dies were held up by a 2 leg arrangement.. Both sides were solidly mounted in place on a common U arrangement.. In operation you would drop the rod down the throat of the dies and it would hit a height adjustable stop, then you would clamp down on the foot lever, upset the head and when you removed pressure off the foot lever it would return the foot lever to it's upward position via a spring and the newly formed bolt would drop to the floor.. There must have been around 4 or 5" of travel between the dies.. and the dies went to about 1.5" round.. all the dies were there in excellent used condition as was a hand operated threading machine.. Huge hand cranked affair with gear drive and floating die holder.. There was also screw making dies at this same place.. I had gone there once and noticed the machines sitting in an old barn.. before cell phones with cameras and GPS being handy.. Sadly I was there as a new apprentice and when I asked my boss to ask the people if they wanted to sell it, He told me to go jump in a lake.. A few months later I went back to find the place to ask on my own and the barn that had the equipment in it was gone.. Had been destroyed to make room for another barn..
-
Nice work.. Looking forwards to the finished results.. Today it's just about possible to weld anything together,, Gas weld, mig, tig, spray arc, etc etc.. The variety of rods,, Etc etc.. It really just becomes a time frame or knowing someone who knows the right rod or wire to get the objects to stick together.. There are tig rods for cast iron now.. Filler wire/welding rods have come a really long ways..
-
Treadle hammer mechanics?
jlpservicesinc replied to Blister Fingers's topic in Power Hammers, Treadle Hammers, Olivers
Everybody here has lots of insight and information as to what the experiences are/were.. I also wanted to build a foot hammer and in the way back looked at all viable methods for doing that.. My fabrication skills were not as good as they are now nor did I have the machinery to cut, size etc etc to get to a reasonable working prototype.. Today though is a different time frame and while a foot hammer is in no way a power hammer, foot hammers in general were used for a good many years by lots of smiths.. There are a few key things which I have discovered as well.. At some point in the future I might share the project if it turns out to have any merit as I need or want a foot hammer in the demo trailer.. 3 key things.. direct pressure from foot treadle to hammer shaft or cam so there is nearly 0 free play so you get an accurate feed back.. an assist return spring on the full up so there is all ready pressure on the head at the time of the downward stroke again.. (these need to be balanced with ones own natural rhythms).. Ideally with center pivot.. If you do a patent search many foot hammers will come up.. i like one design in particular.. I just got a new to me laptop running so will have to find the files again.. So, one big one: One has to understand the limitations a foot operated hammer has... It's a poor substitute for a striker or a power hammer but it can be very handy if designed and setup correctly.. -
Striking anvil questions
jlpservicesinc replied to Mark BullCreek's topic in Anvils, Swage Blocks, and Mandrels
It really comes down to what it is you want to forge.. the larger the stock the larger the anvil. While cast steel or forged steel anvils do offer a slight advantage theoretically. I have seen a number of steel Hay Budden anvils with the tail knocked off as well as Eagle anvils and a slue of others.. It does seem that in this regards they all fared about the same wrought iron vs steel vs cast steel.. Ideally, as long as you use the center of the mass (anvil body) and forge here you will limit the heavy blows on the tail or horn of the anvil.. I do have a preference for European double horn designs with the hardie hole towards the horn as there is more mass there and will be far less likely to snap the middle of the anvil off.. As for tools and where to start.. forge, anvil, vise, hammer.. with only these 4 items you can pretty much make everything else.. And for anvils.. Any anvil like object will work.. Glenn's suggestion for striking height is good, but also consider who is doing the striking.. A striker who is good and learned can use an anvil or ALO up to about 3 or even 5" from standard height and do an excellent job, where someone with little skill will have a hard time with 1" variance and getting the hammer to land full face contact.. As i have gotten older and started to look at the older forged anvils be it European or american.. I realize now how unique each one is as they are hand made so have a lot more love for them.. I used to routinely make hardie tools in my 1917 Hay budden using 16lbs sledge.. Not anymore.. Number one rule.. Just have fun.. -
Thanks for the reply.. I have an old Mankel forced air gas forge.. Back in the day it was maybe the best forge around and would reach welding temps but that was bck in the 90's.. Might have to dig it out again..
-
The handle sizes were correct for the size vise when new.. A leg vise is a tool like any other and they do wear.. I tighten the vise for what ever the job requires.. But on that same token a 4" vise will not sustain the same force as an 8" vise.. But as for saving wear and tear on the screw threads the more load applied the great the pressure gets distributed to the rest of the threads.. You will usually find on fulled screwed boxes that the first few threads take a beating and then the rest are in better shape.. Lots of the vises have brazed in threads from coiled wire.. While it works very well it's not as accurate as machined and even the machined (tapped) boxes will show similar wear.. A really good vise will have a threaded box that is more than 2" in length.. A cheaper vise sometimes will only have a few threads in the box.. If you ever notice the threads on most vises are worn where they get used the most, yet the vise fully opens and closes.. Anyhow, Because the jaws on smaller vises are usually narrower the amount of pressure per square inch is more focused vs a thicker jaw of a wider vise.. Anyhow, in 38 years I have never found the need for a cheater pipe to hold something being forged. I have seen many a bent handle.. In all the the vises I have if the handle is bent and there is slop in the hole I install the next size rod that will fit in the hole without modification of the screw boss where the handle goes thru.. I'm also no light weight and on a regular basis on my 5" and up vises clamp the vise down with full body weight on the handle.. I will also once tight give the handle a kick with the foot/boot if I need to in a fast time frame.. Proper oiling or greasing will lead to a much longer life span even with heavy use.. When was the last time anybody cleaned and lubed the threads and box on their vise????? Nice job on the handle.. if there was extra room I would have upsized the handle.. Spring steel is a bad idea.. but cold rolled is a good idea.. Lots of the handles were made from mild steel even in the olden days.. Wrought iron bent way to easily..
-
Naturally Aspirated Ribbon Burner. Photo heavy.
jlpservicesinc replied to Frosty's topic in Ribbon Burners
Brilliant work there Frosty.. Just excellent..... -
Both nice builds.. When I fully mature I'll get involved in making a ribbon gas forge.. Frosty, from the looks in the last picture it looks like 2 main streams per burner????? How many ports did you put in? Backhertz: the crayons are brilliant..
-
Blokman, while you are super sexy standing near that anvil.. some more of the anvil would be nice.. Love the historical pictures also. Foundryman,, That's where they made it.. The building sank as they forged it out.. So, glad there are still some of these giant hand forged anvils around.
-
What was the job that you turned down?
jlpservicesinc replied to Glenn's topic in Blacksmithing, General Discussion
It only takes one.. My award winning personality is the big seller. -
Pictures are always a welcome site.. Lots easier to see.. I'm not Lucky, but your gonna need more than 3/4" of blast to do any kind of work.. A wood forge has to be stacked deep.. If you have enough 3/4" holes it would work.. figure out the area with the opening that is there in the firepot.. it's probably 3" round or 2.5" round Guessing.. That forge was made by Buffalo forge of Canada.. That was there brand name up there.. You guys actually got a few items that weren't available in the states.. Kind of neat..
-
What was the job that you turned down?
jlpservicesinc replied to Glenn's topic in Blacksmithing, General Discussion
The more you charge.. the more you are worth..??????????? At least that is how one class of citizenship sees it.. Strange world where the quality of work does not equate.... -
I have an 8".. It is a wonderful vise.. I paid a pretty penny for mine but happy I did.. 203lbs is what the 8" weighs.. It's a beast to move around.. Congrats on finding yours.. Larger sizes are harder to come by and certainly more expensive so if you paid under 200.00 it was a bargain.. go back and get the mount..
-
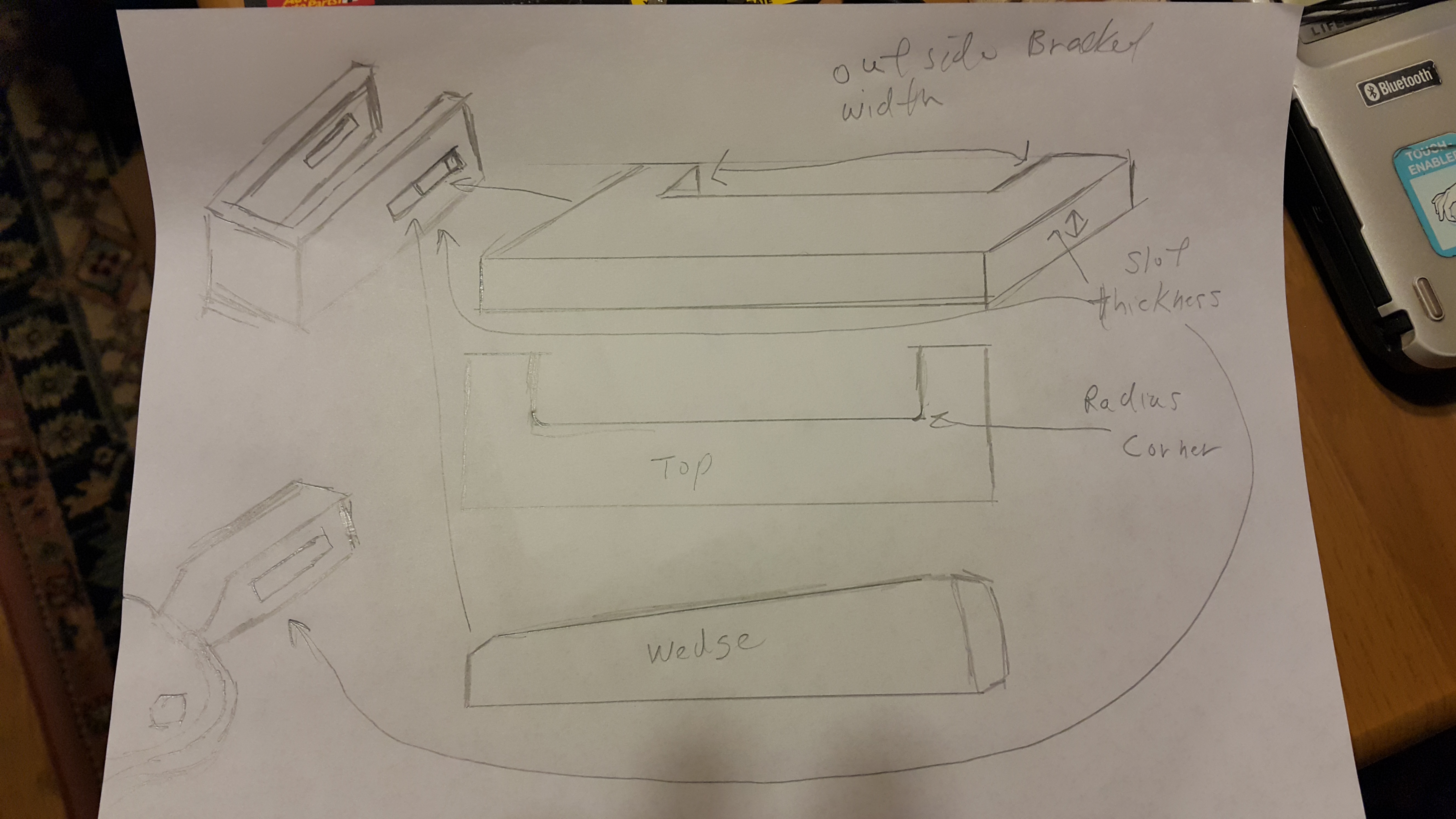
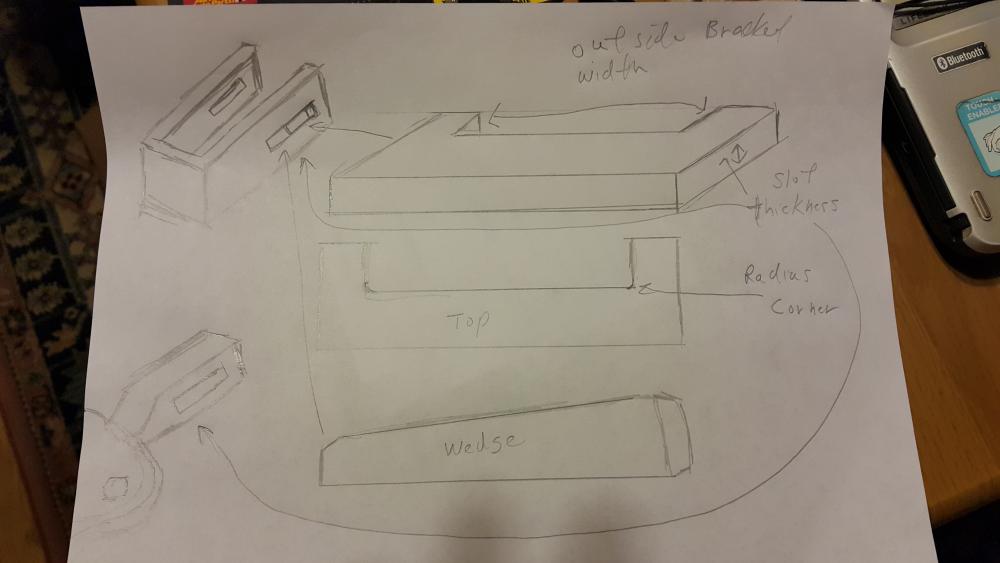
Here you go.. The ears go towards the mounting bracket and the wedge goes closest to the vise. Make sure your ears are plenty strong.. Especially on an 8" vise.. Nice find and good price.. Would like to see more pictures.. Maybe some detail shots of the screw, jaws, etc, etc.. looks like you need a new bolt? Is the bolt hole tapered?
-
Well Said Robert..
-
I knew a guy who forged in a teepee back in the 80's and 90's.. The winters got to much for him so he moved into a regular shop. he made his own clothes, shoes, hats.. He was an excellent knife maker including swords and such as well.. Charlie Lappen Brilliant guy.. He also used Anthracite coal to forge with.. His forge looked like a small wheelbarrow lined with cement and salt.. Made some really nice stuff.. He used a 5" bench grinder for finishing all his blades.. Really just amazing..
-
only if over tightened.. Only if it's jammed in very hard.. I have machines and lathes with Morse taperes.. I know how they work.. and only if badly fitted to begin with.. A taper has the adjustment all ready built in vs having to figure it out.. If you are an engineering type and it's all about the numbers than fitting by feel may not be your thing.. I know someone that unless you can read it to 0.00001 it's not accurate.. That great for him.. I am happy to 1/32nd of an inch.. Like I have all ready mentioned forging a bolt to shape is not a big deal even when working to tight tolerances.. I think you are overly concerned with what or what doesn't the bolt do.. It works together as a whole unit.. Even if you use a straight bolt like many of this vises did.. It's the taper in the bosses that distributes the pressure across many sq" vs just on the bolt.. Not a problem.. Have you had the vise apart yet? Check all parts for known wear.. Don't make assumptions as to what is worn or not.. If the front jaw is higher the back jaw might be bent.. This can be corrected by first filing or burring the high side till it just about sits where it belongs then ream it then put a morse taper ream through it or pick a ream with the degree you want.. Or just drill it straight if it has a straight bolt all ready.. If the cheeks are not making contact with the reciever grooves, check the distance and then measure the difference in jaw height.. someone might of drilled the hole all ready and did a terrible job making the jaws out of plane as well as the contact surface of the cheeks..
-
Okay, so the stress is the same if you want to get into equations. The force applied is the force applied and can be exponetially equated to difference loads, thicknesses.. etc, etc.. . What is not the same is the area in contact.. a tapered bolt offers more contact than a straight bolt.. Also for it to bind there would have to be no lubricant and forced in dramatically.. LOL.. fun right.. If you have to shim your vise.. The question becomes why? And how much of a shim in area are you actually putting in contact with the vise arm that is helping to eliminate the play you are associating with torquing when threading a bolt? is it a big shim in area so offering more area to the vise jaw arm? The arm only has so much width or thickness.. Or is it a shim 13mm wide at each side of the bolt? Is there that much play because the vises bolt, or cheeks are worn or because it's rusted and the material is gone.. Each one of these pays into the next.. on any of the vises I have shown you. You wouldn't be able to fit even a 0.0001 shim into the joint unless there was something drastically wrong..Like a bent bolt or a completely egged out pivot hole, or a front jaw being bent downwards from abuse and then you would still need a egged out pivot hole.. Post some pictures of the vises worn surfaces and lets see exactly what the problem is.
-
You are saying the basic same information.. Only one clarification.. The tapered bolt only holds the the jaws in alignment by keeping pressure of the bottom boss/pivot in contact with the cheek when there is no load and the jaws are nearly shut.. the bolt only holds the jaws straight while in the nearly closed position to about 1.5 -2" out..(nothing said about a load or force) After that it's the taper of the cheek plates that holds the jaws straight.. If you want to talk about loads take a vise as in the pictures and it will make sense.. Tighten the nut as you move the jaws you will see the results.. Rust has nothing to do with it.. I high lighted your example above.. You are also talking about Torquing forces verses hammer forces or linear forces.. 2 total different forces and this I was not referring to at all nor mentioned.. A blacksmith leg vise will always have twist in it if you are threading a round rod.. it is deforming to offset the forces you are putting into it, It's not really designed for the greatest jaw stiffness in a torsional use environment.. It's designed to be pounded on and the reason all the pieces are designed the way they are.. Those same torsion forces come into play when holding anything off center of the jaws..in a small vise you can see the amount of torque being applied as the off side jaw moveds towards the stable jaw very easily.. Larger vises have less deviation because of the larger mass.. a Torsion rod in a car twists to create a load at either end of it's attachment points an this is supposed to help recenter the car body mass.. so it bends then once the car is level again.. so is the rod.. A leg vise has very long members in relation to jaw and then screw distances and then pivot.. that 2FT of torsion rod.. You will get twisting in the front jaw no matter what you do.. it's like a torsion rod in a cars suspension.. You can tighten the joint all you want and it will still torque.. It's how it's designed.. The only way you can get little or no torque movement is a very short jaw profile with very short pivot like in a machinist vise.. Your looking at this from a very different perspective.. What you see is a different picture of what I'm showing because of perspective.. I'm showing how the vise jaws stay in alignment with forces being applied in hammering which are downward or backwards (towards the rear jaw) for the most part.. What I took away is : You are looking at twisting motion.. Ain't no way you are going to get them to stay straight to much torque load out at the very end of a long member.. You'd have to redesign the whole thing if you want to overcome torque loads.. Buy a very high quality machinist vise and you will be all set... . Apples, oranges.. Pineapples.. No wonder why it doesn't make any sense.. Your looking at how to stabilize the jaws against torque instead of straight downward force.. So, because you are looking at this all torquey.. It is the exact opposite.. because the bottom boss and the cheeks are a taper.. As you twist the rod in the jaws the vise front jaw will want to torque as its' not only over coming your twisting forces but also now you have a wedged cam going on at the bottom. . Basically your are wedging the jaw at the boss and this will actually cause a loosening of the area and the bolt will have little effect other than holding the cheeks together and keeping the jaw from rising.. In this situation a straight sided wall would be best, (not wedging) but then you would end up with all the load when hamming on the vise going into the bolt unless you had a german vise where this load is shed partially by the cheeks and the guides bosses on the jaw... Just put a wood wedge in a vise and tighten it slowly.. the wedge will raise.. or put it in a vise and just twist it with your hand.. it will raise as well... or a cold hardie. Even a better example.. If the twisting of the jaws is really what your looking at eliminating they a high quality machinist vise will solve your problem.. Most old time shops had a leg vise and a machinist vise for the exact reason you are talking about... Even the big 8" Columbian vise which weighs 230lbs and the moving jaws leg 2.5"X 1.5" twists when I'm threading 3/4" rods. If a free world, with free thought.. You can do all you want to.. I'm merely showing how these things were made.. If shimming works for you.. Go for it. Personally I go and fix what is wrong and then I also account for the limitations of the equipment I am using and adjust to get the desired results.. I tap and thread rods in the foot vise all the time and find the twisting of little consequence other than having to realize there are other counter forces at play.. If it's the tapered bolt, don't use one.. there is a reason this stuff works.. I'm not the designer or the engineer.. I'm just a user who shared what they know.. In the end you can do what ever you would like.. It's all good.. Right or wrong makes no difference as it's all perspectives which change with time...