jlpservicesinc
-
Posts
5,782 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by jlpservicesinc
-
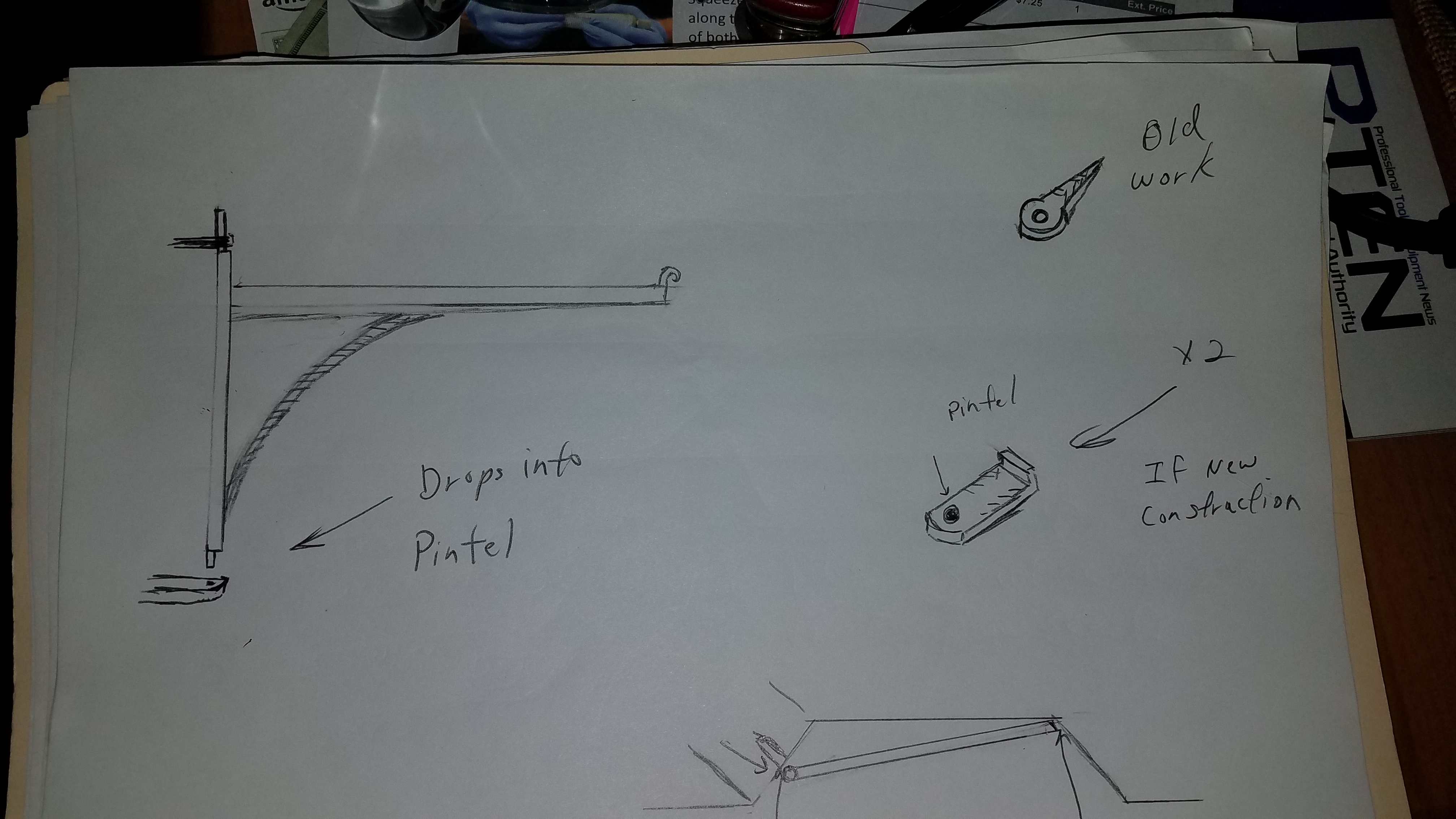
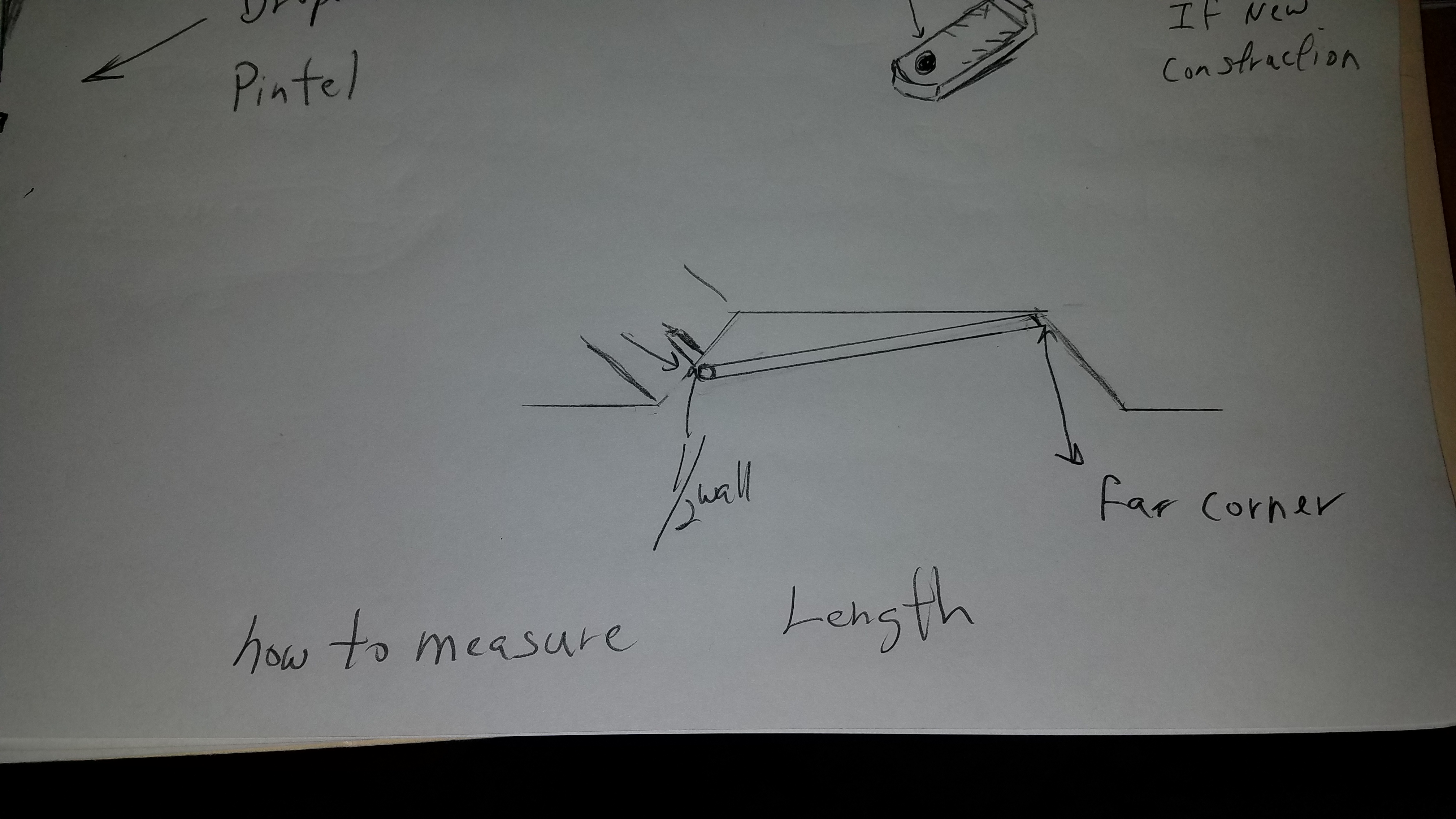
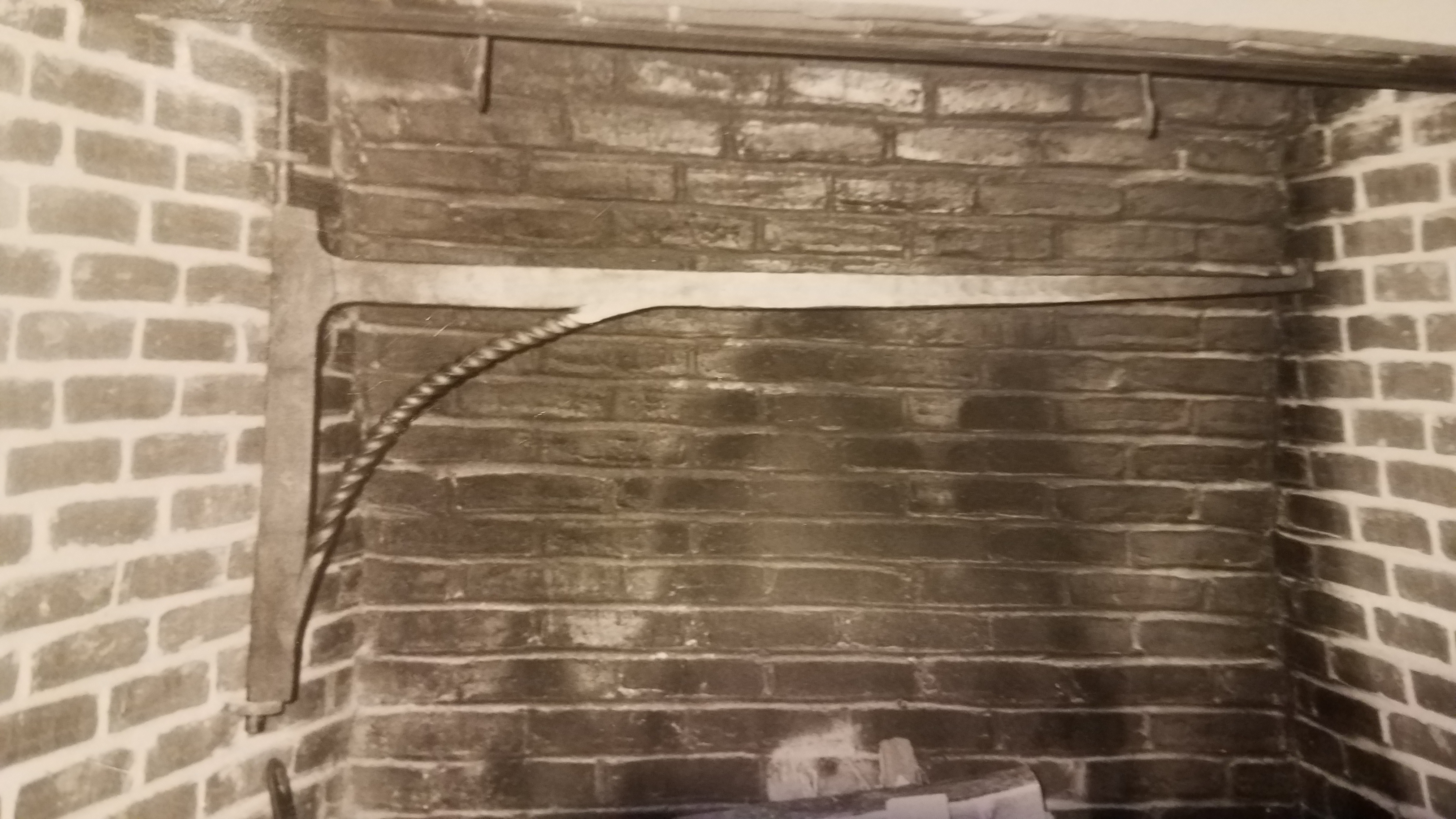
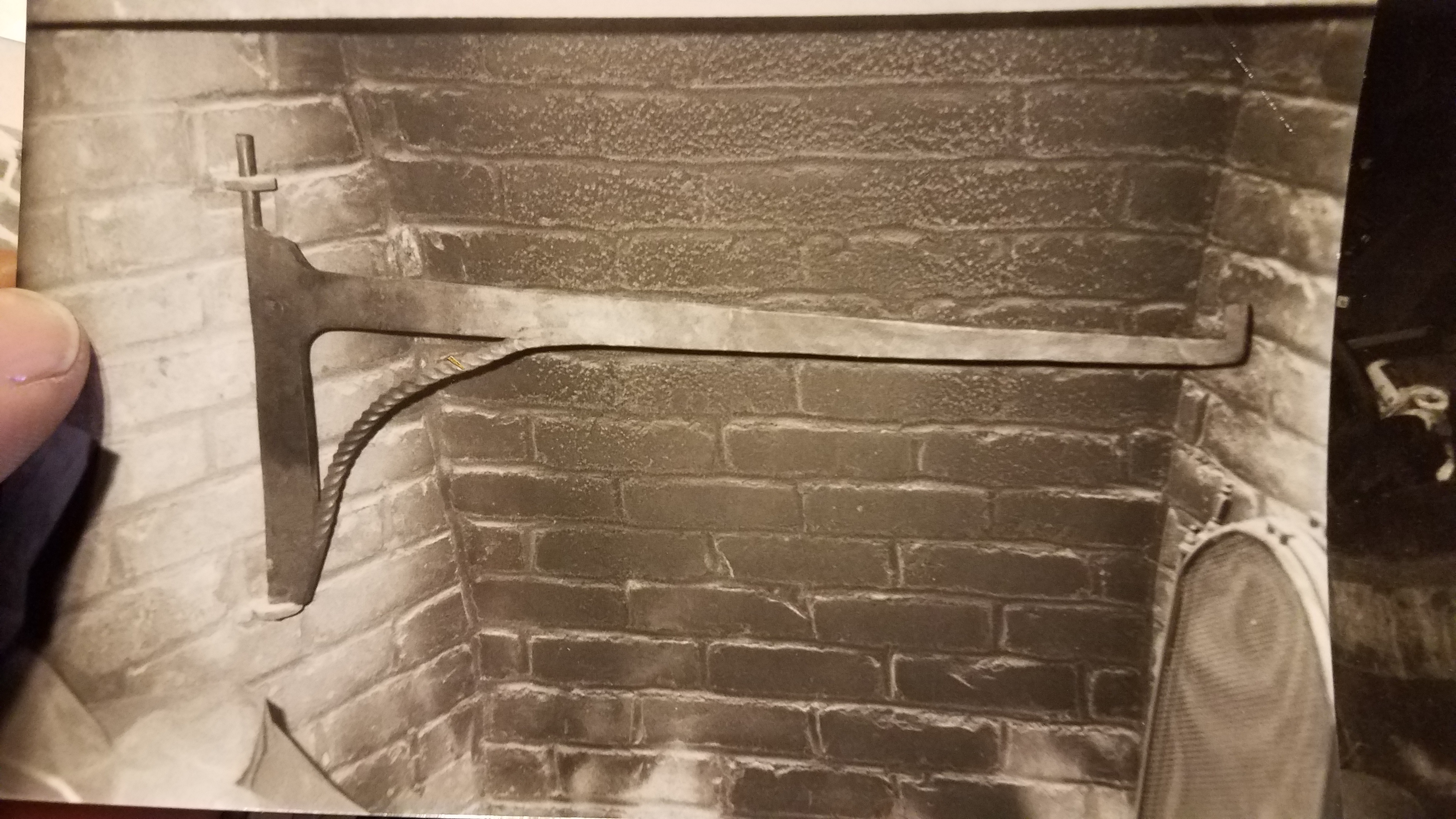
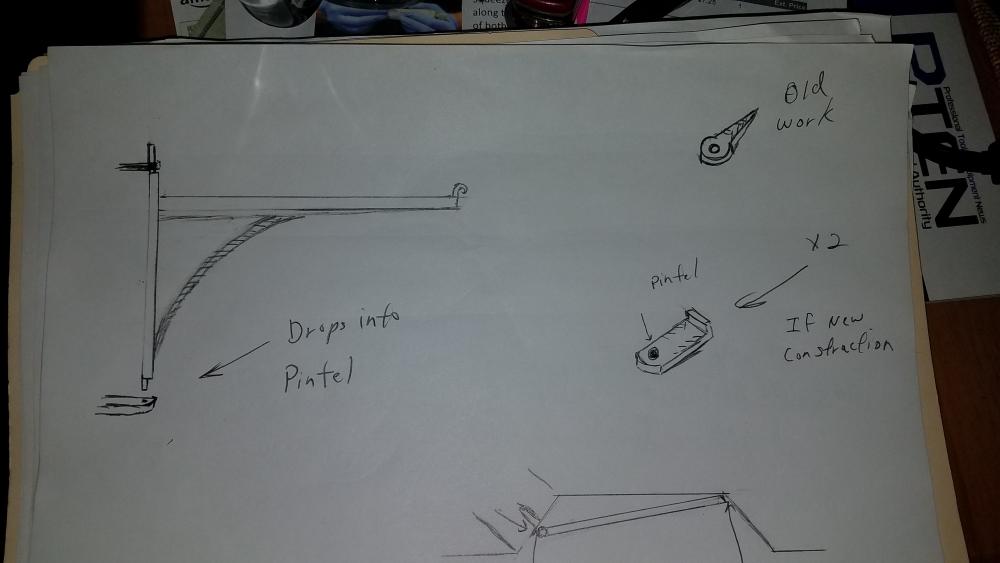
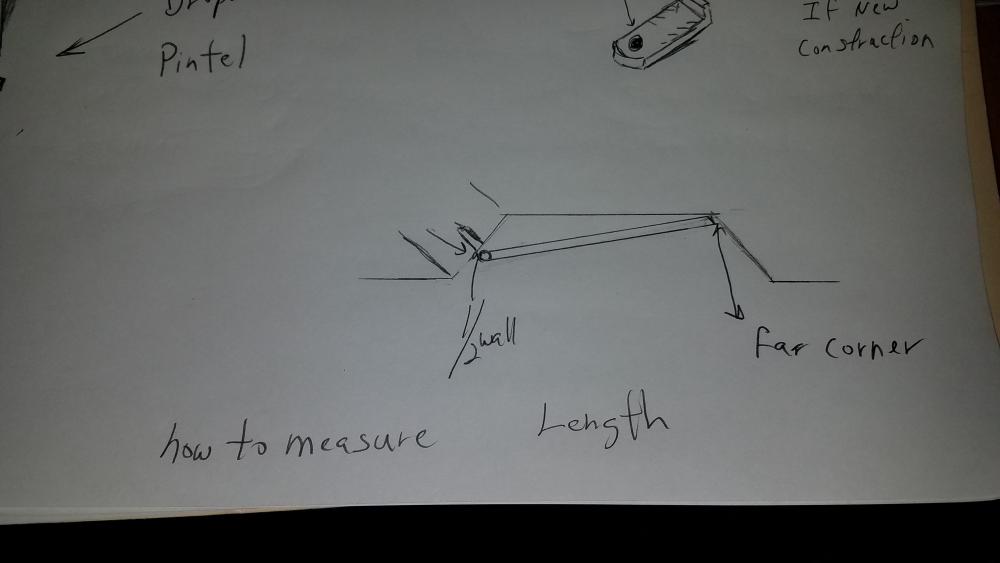
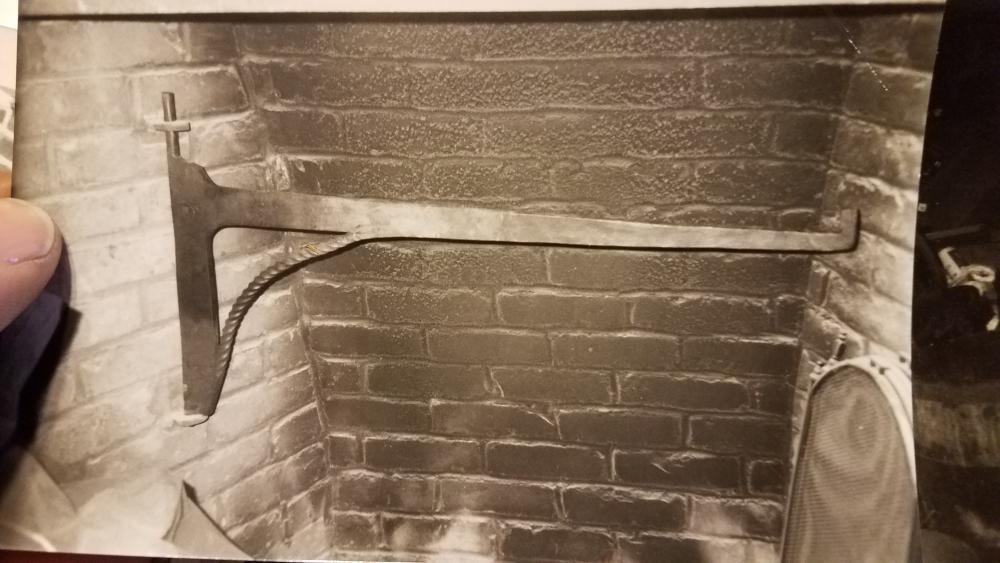
Here are a few pictures of how they are setup.. The length of crane is ideally from 1/2 the distance on one wall to the opposite far corner.. The top pin is longer than the bottom pin and is slid up into the top pintel and then drops into the bottom one.. the first real picture is a 48" crane, next is a 36" crane, next are pictures of putting together the 48" crane. these were made back in the early 90's..



-
The fan looks great.. Not sure if the motor will be up to the task if it was a box fan motor and had a blade attached to it.. It won't get much cooling without the air blowing over it, and with the added resistance of bearings from the shaft and such.. I had an industrial smoke remover made by Buffalo it had a squirrel cage blower mounted inside an enclosure with a TEFC motor.. Even said Dust proof and explosion proof on it.. Sadly it went to scrap with some other high value items before I had a chance to move all my equipment..
-
Looks like you have been paying attention.. Looks like a great forge congrats.. Nice build..
-
Nice..
-
Sorry it should have read.. Try to make the scarfs shorter.. Not sure if this is appropriate or not (let me know) here is the latest video and funny.. it's on chain making.. The intro shows 2 links.. These are 1/2".. I do find smaller sizes are harder to keep material in the weld joint.. Once you get up to 1/2" the weld usually has more than ample material to keep it full width pretty easily.. https://youtu.be/uS0CqaXwNNc
-
Thumbs up Frosty..
-
This argument has gone on since Material removal methods came on the scene and wrought iron was still a key player..When it had a section cut out of the side of a bar, it would peel off.. Not a great thing.. While technically a properly forged product will have an increase in ability to withstand pressure if it is applied across the grain structure (sideways).. There are not a lot of people doing proper forgings.. I know I will catch fire for saying this.. I'm not saying there aren't a lot of great smiths or great products forged out there. What I'm saying is a lot of forgings now have disrupted grain flow.. I'm just as guilty since i don't work with Wrought iron enough anymore and get sloppy because modern steels can be worked all crazy like and still have a working product.. I go back to wrought iron and how it has to be forged, punched, cut, slotted etc, etc because of the inherent grain structure which is totally visible while being forged and if you go against that grain structure it will yell at you.. Most steels today are cast before rolling and if rolled will have a defined grain structure in the bar..(Casting will also setup a defined grain structure) It's part of the process.. If forged properly it will keep that grain structure in a straight pattern. Straight relative to the central grain structure.. If you have ever worked a large section of steel and have seen the inside portion stay where it is and the outside edge of the steel cup over the center.. Well this is creating a grain slip and will show a grain structure at the part between the fast moving and the slow moving materials like a glacier moving over the earth.. One of the key reasons the Japanese forged their blades the way they did is the materials were of poor quality.. The repeated welding and hammering refined the metal so it became a usable product with known qualities.. People are still doing it today with vintage type smelting furnaces.. The steel that comes out would be useless without refinement.. In the old days it was all about producing better steels for better weapons.. Wootz,etc, etc.. and then the largest change is when cast iron could be changed to steel. It made steel super cheap to produce.. One could argue the extra performance of correctly forged vs ground/stock removal would that performance ever be recognized physically by someone if it reaches that limit.. More than likely not.. I can say.. That it's only when items are pushed to the extreme that the margin of one vs the other might be realized.. The extremes or in a laboratory environment where they can test the difference would be more than likely the only tell tale signs.. For all the Nin-gu I used to make I used to test everything to my body weight and intended purpose.. Everything only had the needed strength for it to work 100% for me.. Someone with bad technique or weighed more the item would fail.. I can tell you the items that were forged could be made smaller than the items that were machined..
-

What constitutes a "bad" client
jlpservicesinc replied to rockstar.esq's topic in The Business Side of Blacksmithing
The largest job I have ever taken on was 10,000.00.. It went very well as the client gave me the base line drawings and then suggested modifications which would enhance what they wanted.. They were fantastic.. On that same note, Honesty vs dishonesty or what makes a bad client can be a tough subject.. Namely because I believe most clients try to be as honest as they can be.. As a professional I was expected to have all the answers or be able to find them in a timely fashion.. On really large jobs where there are multiples of contractors it can be really tough to get on the same page and if you are paid for a certain time frame/ dead line and a contractor messes that up the Owner is usually happy because it can mean not meeting a deadline and they think it's the world for them even if the fault is someone else.. Had a few of those.. I don't miss these kinds of jobs.. It can be very frustrating.. To have to go over 200pages of revised plans is crazy.. 1 time sure, 2 times maybe for revisions.. So, for me it comes down to Merit.. Do I need the paycheck? Do I need to keep X employee's employed? Is there another way to handle the situation? General Manager? I personally got fed up with it all and the reason I quite.. It was a slow death and it was my own fault.. Business was good but my attitude started getting really bad.. I was burnt out. I've worked for some great engineers and architects over the years and it was wonderful.. Plans, payment schedule, correct measurements.. Just perfect.. One guy did 5 revisions.. I'd just get it done and get another revision though I would call him and let him know it was finished.. The guys who said they are all potential clients is correct.. I also think part of the job is educating the client slightly.. I started requesting preliminary drawings before I even arrived on scene.. Lots of times the client was allowed 1 revision and then it cost extra.. If it was a bidding job it came down to how badly I wanted to job and what profit margin was acceptable and what location? Big question " Will this job get me another in a location I want to be"? Maybe I went about it the wrong way as I gave it up.. So, look forwards to hear how this plays out.. -
Your scarfs are to long and the welded part of the link should be thicker in width.. But you certainly have the idea down.. Thanks..
-
3/8" 1018 HR X 7.5" long.


-
For some reason this thread keeps calling my attention.. Today it dawned on me what the difference is when I was welding some 7/16 round 1018 CR to some A36.. At first I was frustrated.. Though the materials were completely clean and I could see clean/clear steel under the flux they would not weld at the temp I usually weld 1018 at all day.. So I had to up the temp on the A36 and it welded just fine.. So, while it was an Epiphany moment in the essence of this topic/thread it also made me realize that probably the largest part about not being a Newbie is the ability to figure out a problem in a timely fashion to get the job done.. When I had first started and even for the first few years I would have given up that day after mashing 5 or 6 parts and came back to it, time and time again until it worked.. (no YOUtube back then) So instead of taking weeks it only took about 15minutes extra to figure it out.. Oh, and instead of going for the tack and it not welding right away, I used to mash it instead of figuring out what was wrong and why it didn't stick.. I used to mash the hell out of a bad forge weld tack.. LOL..
-
Your EVO Tools..
-
The cycle times are very slow.. If you wanted to modify it so there was another power pack to increase cycle times it would work.. I have an air powered 50ton unit and while it is great for pressing stuff as a forging device it's just way to slow.. Now If I had my power pack hooked up it would be fast enough..
-
True dat..
-
A personal friend who had watched me work for years stopped by a few years back.. I was in the middle of working on something and the person said " I've been watching for years and You keep asking if I want to try it but have always refused because I didn't want to look foolish, but now no one is around would you mind if I try it"? I said sure.. Finished up what I was doing.. and I made a couple of nails explaining as I went along.. The person set about to make the nail.. It went very well.. As the person finished up and things were being put away I was given a hug then told " Now I can see why you are so happy all the time. You get to take your anger out on the metal"!!!! For me 2 things have come to pass which freed me up.. One of the biggest ones and the reason I quite professional smithing was I was dependent on doing quality work to my standards as a starving artist. While I was making ok money and had a new job or order every week I used to work my butt off to make the 60.00 per hour I charged back in the late 80's and 90's.. This lead to not feeling appreciated for the skill set I had acquired over a 20+ year learning curve (self taught) and each contract it was a hassle to get the 60 per hour (back then it seemed like good money but when you figured in expenses, insurances, etc, etc.. it was a struggle.. Every job was quoted so If I came in under time I made extra money and if over time I loss money per hour.. I learned to work very quickly and this made it look easy.. Anyhow, getting off track. So, once I no longer worked full time as a blacksmith and started making a decent pay check elsewhere it freed me up to once again explore blacksmithing and have passion for it the way I did when I was 10.. Only now I'm old as fart and with working hard physically for the last 40 years I have my aches and pains. Though still pretty good.. And 2.. I feel as though now I have something to contribute and don't need to be compensated.. The ability to give is what I would call it.. ( back when I was coming up, any of the local blacksmithing businesses would stop working as soon as you would walk in the door).. Literally would walk away from the forge.. Trade secrets.. While it doesn't really address the title of this thread.. I think more and more the line between beginner, advanced can be very blurry.. professional not so much, as I would consider a professional making a paycheck and having a full time shop.. I also think as a professional the giving back process is more difficult because of the time constraints.. Where being a beginner or advanced there seems to be more time to question, research, and share results.. Also as a professional the standards of what is being shared has to be to the 999999999''sssss.. (nines) or else we feel it's not worth sharing.. IE (proud moments).. The videos I have been making lately I leave the bloopers and blunders in.. Something I would have never dreamed of 15 or 20 years ago because it wasn't considered professional, though it happens to everyone.. Great job on the tools by the way..
-
Thanks for the clarification.. I was just posting what I had read some 30+ years ago.. Nice to have updated info.. Makes sense though since who would straighten an eye once punched.. Not eye..
-
It can be a pretty good question in the right context.. I was a professional smith (making a living at it for 8 years +).. I stopped working as a smith because I had writers block.. I was still doing small jobs for myself but had stopped doing anything that was paying job for 3 years.. I then started to pick up work again on a reluctant nature.. It was only 3 years ago that I started to get more serious again.. In the 10years that I took off and moved away from the blacksmith scene there had been a lot of changes, (youtube, facebook, google+, but youtube first and foremost).. The internet has opened doors for the learning of blacksmithing which I had never dreamed.. Anyhow, While my brain has forgotten more than I know about blacksmithing now, and I also know how to make just about anything as I was a trade blacksmith vs artist blacksmith.. Never one for art.. vs useable items.. Anyhow, It was suggested I might be asked to judge a competition on blacksmithing.. Beginner, Advanced and professional.. I had to turn down even the suggestion of it as unless I can do it I'm not one to judge it.. Though I might possess all the steps and knowledge and can still swing a hammer.. In my mind I am a beginner of sorts... Until I can get back up to speed with both thought and execution of technique I am a beginner.. I figure it will take a year to get things back in line but the quality of work now finish wise is pretty outstanding and with this major resurgence there are a lot of people turning out quality work.. My work now is sloppy, and slower.. Both qualities of which I am not fond of.. So, a beginner..
-
Congrats on getting through.. Sizable stock for a beginner.. FYI,, Hand hammers (all of them) had straight eyes and they actually had ears welded to the inside of the eye... These thin strips were then nailed through holes onto the wooden handle thus secured the handle to the head.. The story goes a Man named David Maydole was the first person to use an oval eye that was tapered top and bottom and side to side, Whether that is true or not I don't know.. I can tell you that ideally a hammers eye does not need to be drifted once punched large enough if punched from both sides with a round punch.. Just forge back in the sides and it will create an oval eye both in length and from top to bottom... The slotting punch style of Brazeal minimizes this eye egging out of the sides as you are really slotting it vs a round punch.. It's a modified slotting punch.. This allows for enough spacing to get a drift in to both drift the eye and forge the sides of the hammer.. Also, if you are working by yourself the Brazeal style rounding hammer can be a lot of work by yourself.. Also FYI.. Most top tools or handled punches in a vintage blacksmith shop were left overs from Wagon repairs.. the top tools were left with straight sides so as the handles wore you would just stick them in farther.. Mistaken hit, snapped a handle big deal just grab a spoke out of the burn pile and good to go.. Anyhow, so far looking good.. Have you figured out what your favorite hammer weight is yet?
-
Does metal care how it gets hot?
jlpservicesinc replied to Glenn's topic in Blacksmithing, General Discussion
Well since we are all over the place on this one.. Let me add.. Metal does care. Well it depends on what kind of metal.. HSS don't like sulfur or phosphorus when being heated in a coal forge. As for a coal forge.. It has 3 zones based on how much air is being pumped in, These 3 different zones change within the fire depth as the amount of air goes up or down. Unless the fire is high enough that nearly all the O2 is burnt up before it can find the steel/alloys being heated.. Carbonizing. When I have the Bituminous fire setup for forge welding and I'm in the groove the 1018, A36, can be a nice white color and won't throw sparks until it is removed from the fire.. Then it will start to sparkle as if it is over heated.. Because the steel is in a neutral atmospere it won't give off the carbon atoms till it has more oxygen... So with that being said.. Pretty much any carbon fuel source can have Decarb, neutral or Carbonizing flame.. A/O torch, Gas forge (with choke), coal forge, wood forge, oil forge.. It just depends on the air to fuel ratio.. Do the steels care.. Heck yah.. Some do, most do.. For most applications I would agree that I think people care and engineers care even more.. There are so many variables when forging iron/steel by hand that if it was just one way or the other we as humans would have never made it out of the pond.. How many of us on here actually agree there is a right or wrong way to forge something.. I mean excluding rookie mistakes or forging errors all together.. The whole process of war and making better weapons has driven from bog iron to carbonized wrought irons. to mass produced super alloys.. Ok well 4140's.. The forging process either by hand or by machine has stayed consistent for 1000's of years.. When I say consistent I'm saying that it's still done in air.. (barring super alloys) Anyhow. the point of external vs internal temperature was a great one.. Induction heating in a neutral environment would be pretty cool as there could be a vacuum like in space and it wouldn't matter. Or would it???? Thanks.. Just taking up space.. -
If you are doing one size rod.. all you need is 1 die with 3 stations (dies sunk) on it.. One for roughout, 2nd for punch and 3rd for flash.. You could get away with a 2 station die but you would need to figure out proper flow dynamics to do this and it would mean a larger hammer to do more work at one blow.. How much money does the company have to invest in new tooling? A 3 station die on a large enough drop hammer would take less then a minute. 3 Hits and it would be finished.. Maybe 5 seconds total per end.. One of the problems with this kind of operation is the extra investment in tooling, furnaces, and man power.. What are the cycle times from start to finish now? What size are the bars? Key factor missing.. There is no way to hand forge for production as fast as closed dies..
-
For high performance sway bars most are hollow tube with heim joints on the ends or TIG welded assemblies. If your are looking because you have broken one.. Just go to the scrappers and pull one.. Ideally we all need more information to give you the best information..
-
There are many excellent how to's on the subject.. As pointed out there are lots of things you can make without the use of tongs, but more power to you in making them.. My first pair of tongs was made from 3/4" stock and it took me foreva and a day.. The jaw cracked because of a cold shut.. But it was a step in the right direction..
-
Here in the North East its pretty slim pickings unless you are near a Manufacturer, or weld shop that does volume work.. Scrap now goes for what every they can charge because there really isn't my industry now and certianly not much good stuff going to scrap.. If you go to a metal supplier/metal dealer you might be able to get cutoffs for decent money..
-
Need to be careful with any used Springs that have been pulled off a vehicle/trailer as most have micro cracks.. If you heat it to orange and watch it the cracks will start showing up as darker lines..
-
That was a great deal.. Congrats.. I have a Hardie beak, hot chisel, and several punches and 2 handled punches made from jack hammer bits.. Great steel to work with. One of the best things about being a blacksmith and having an understanding about steels is the ability to figure out how to use a steel suitably for a certain kind of use.. ( in the old days every steel was mystery steel) A file if hardened and tempered properly can be made into,, A knife, draw knife, punch, hammer, chisel, Hot chisel, bolt header, spring, frizzen, etc, etc... Each item will need a different temper and each could use a different quench media if you really want to maximize use.. -------------------------------------------------------------------------------------------------------------------------------------------------------------- Here's where I sound like a complete jerk: I always do but thats besides the point.. " Go buy your steel so you know what it is" is perfect if you need a consistent, easy, by the book process with instruction written out for you.. Especially if you have salt bath's, Heat treat ovens.. etc, etc.. If you are needing a heat resistant steel for deep hot punching or are doing reselling like a knife maker, or selling tooling, " Then go buy the material as this will expedite the process and you can guarantee a certain result consistently offering a product with the qualities you require." I know many production guys who follow the directions by the letter and end up with a very decent product.. Then I know a few guys who go the extra mile and still test each batch of steel they get so they know for a fact that this batch can be tempered a little harder or softer and it will hold a better edge.. Jerk hat off: ------------------------------------------------------------------------------------------------------------------------------------------------------------------------ I use mystery metal all the time for tools.. I have 2 Farrier hammers that got used daily with thousand of nails driven, and clips knocked back that are still in excellent shape, and will last 2, 3 or 4 more generations made from mystery metal, I also have dedicated material H13, 4140, D2, A2 and HSS, and 5160.. But for 95% of my tools they are all mystery metal.. If you sample and test enough materials it only takes a few minutes longer to sample it to figure out what the material needs for heat treat, what hardening media and then figure out the correct temper.. Mind you I'm old school and poor as dirt when learning the trade, so if I need a punch I grab a coil spring uncoil it and 15minutes later I have a punch.. to everyone's Horror I also don't have a big tub of oil in the shop so harden everything in water, yup I harden oil hardening steel in water.. I'll even harden 4140 in water depending on cross section and required use.. (video on "Nail header making," was hardened in water).. In 38 years of working this way I've had maybe 3 hot punches that have crumpled from water cracks.. I also have cold chisels designed for special purposes out of 1095 hardened in water with no temper at all.. "I use them for cutting hinge joints and to my dismay a Blacksmith friend came over while I wasn't in the shop and broke 2 of them trying to use them like regular cold chisels.. He looked at me and said they were defective.. LOL.. I was like Dude, you broke my hinge chisels.. (Hinge chisels the guy retorted) .They had very long tapers with very thin cutting edges.. Anyhow.. Learning to figure out what a material is good for by testing has always been a blacksmiths gift.. If used properly it can offer you many tooling options.. And while a lot of engineers will argue the point that this steel is no good for this and you should use this instead, blah, blah, blah.. This because they are correct.. For the most part since the steel would have been tested to offer advantages here and not so much there.. I used to love the old flyers on different steel alloy types.. It would show a good, better and best with the steels listed and then have: Hammering, forming, forging, cold work, etc, etc.. Most the steels would overlap, but there would be that one "Best for" under each steel.. How many production facilities would carry all the different steels for each "Best for".... -------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- Just remember you have to understand the process of Heat treating to get to a desired result or be willing to have a lot of failures and maybe even some injuries as hitting a file with a hammer is not recommended... any hardened material can have the potential to explode when hit and create injury you or on lookers if not taken care of properly so PPG is essential.. --------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- If you are a newbie find some guidance, local guild, meet or group.. ABANA is a great resource to find local chapters.. But then again if you are a newbie working 1.125 high carbon steel is not going to be fun anyhow.. I can remember when working 3/4" Sq 1018HR stock during tong making was nearly impossible..... As a blacksmith you have a whole world that is open to you... The correct forging steps, hardening and heat treating. tools, hardware, Wrought iron, low, medium, high carbon steels, alloy steels, Corten, Aluminum, bronze, copper, The only limits are what you place on it..