

Goods
-
Posts
1,174 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by Goods
-
Is the 4.5” the bore diameter or the outside diameter? You may want to contact Eaton to see what motor size they recommend for that pump. If they system was modified, the current motor could be overkill or to weak... David
-

What did you do in the shop today?
Goods replied to Mark Ling's topic in Blacksmithing, General Discussion
I like that use of expanded metal for the punch holder. Creative reuse... David -
What did you do in the shop today?
Goods replied to Mark Ling's topic in Blacksmithing, General Discussion
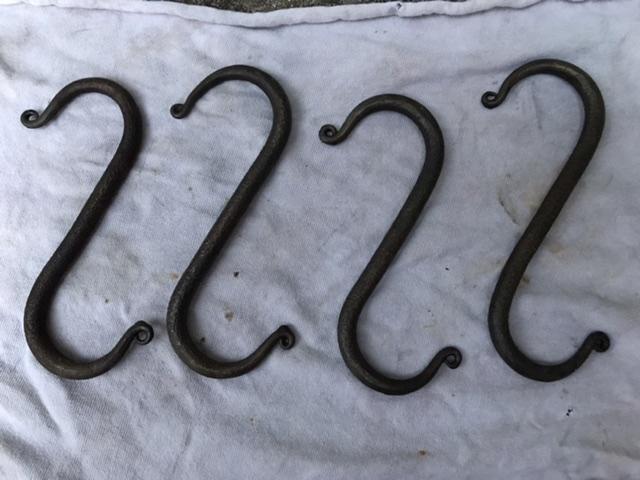
Not today, but yesterday. I finished up a tomahawk and made a few s hooks for a neighbor from some very old pitted 3/8” round. Also, not picture, but I welded up a bending jig with some angle iron, and little 1/2” square stock to use a set of flea market 1/2” drive sockets. Worked well after re-welding one of the 1/2” studs. Funny, my forge welding is now better than my MiG welding. (Of course that doesn’t really say much.) Hawk is not really what I planned. It is just rough filed, leaving some deep scratches. I was checking for hardness after the tempering and had to file pretty far before getting to the hard layers. Then, just got carried away and had to see the edge polished and etched. The 1095 I had for the bit seemed a bit thin so I wrapped in piece of 1/16” thick band saw blade (originally 8” wide blade!) and welded that up before welding in as a bit. Looks like I lost some to scale, but what’s left stand out well. Over all pretty pleased. I was able to get it welded without fighting with it, and I’m getting better about moving the metal where I want it without too many corrections. Handle needs work yet, but I think I’m going to let the rough scratches there. Looks go in a “get ‘er done” kind of way. I even forgot to touch mark it... David

-
Frosty, I noticed in the first picture of the post when zoomed in that there’s a bright spot on both MiG tips. It could just be light from the forge, but when light is coming through so is heat. Couldn’t tell if it was hot or not from the picture. Maybe just an odd ball observation... David
-
Just an observation, and something I’ve never noticed before, but it looks like you are getting some very hot spots on the MiG tips in the T burners. Could it be that the when the higher forge temperature is achieved, it starts over heating the MiG tips increasing the diameter throwing the mix ratio off. The result being a delayed drop in efficiency and forge temperature? I can’t remember ever seeing a hot spot inside a T burner. (I’m a solid fuel user...) David
-
Building a new space - any advice welcomed
Goods replied to Goods's topic in Building, Designing a Shop
Going slow, which I find frustrating! Now going with a 200A service for the shop. It’s basically the easiest way for me. House has a 200A service and the next step up is 400A with separate 200A feeds. So, one for the for the house and one to the shop. (If I really wanted, I could do 3ph on my property, but not in a hurry to spend another $10K. Much lower than most due to having high voltage 3ph on the pole within 100ft of the new building,) Decided the in floor heating is the way to go, at least for me. I’ll make sure I know exactly where the lines are! Hold up is getting zoning approval. Current garage is maybe 30” from the property line but need 9.9ft on the side by code on my property and maybe pushing it for the 22ft clearance to the back out the property. So survey, site plan, and design all going to the planning commission. Sound like it will work out fine, but the surveyors ran into issues with finding and property makers in the neighborhood (long story there), and bad weather. Not enough time now for the notice period before the August meeting. So, no more progress until the end of September when the next meeting will be held. Waiting (almost patiently), David -
If it’s only slightly magnetic, probably 300 series, not harden able. But I would check with a quench and file test to be sure... If it hardens looking more into the 400 series or something else altogether and may take a lot more caution. David
-
How to get started black smithing ?
Goods replied to Jacob1's topic in Blacksmithing, General Discussion
It may be best for you to start with long stock, so no tongs are needed. After that it comes down to money or skill level. Tongs can be difficult and frustrating for beginners. You could look into twist tongs and the are plans for those in the blueprint section. Tong blanks are also a good option for beginners. Honestly, when I am at other blacksmith’s shops, one thing I pay close attention to is there tong collection and many are purchased. When things clear up, find a local hammer-in and ask for help making tongs. That’s the best way to learn, but the video link here can help also. I personally believe it is a good skill to have. (Even though most of mine are self made and crudely functional.) David (ps, if you have a welder available, welding a hand on works out great in many cases. Of course for some things that can be a pain...) -
What did you do in the shop today?
Goods replied to Mark Ling's topic in Blacksmithing, General Discussion
Fraser, the hot cut is not a bad idea, but forging the remains into a stake anvil/hardy bic (not due if I’m using the right terminology) would be another use. Heck, most of the shape is already there. If there’s not enough mass to set a stable shoulder, you could weld a mild steel shoulder onto it. David -
how to forge a normal cross
Goods replied to LeMarechal's topic in Blacksmithing, General Discussion
I had to wait till I was home to get this picture, but I saw this will thumbing through to books that were gifted to me. When I saw this post I thought it could be an interesting option for making a cross. From “Werk Ind Werkzeug fed Kunstchmieds” by Otto Schmirler. David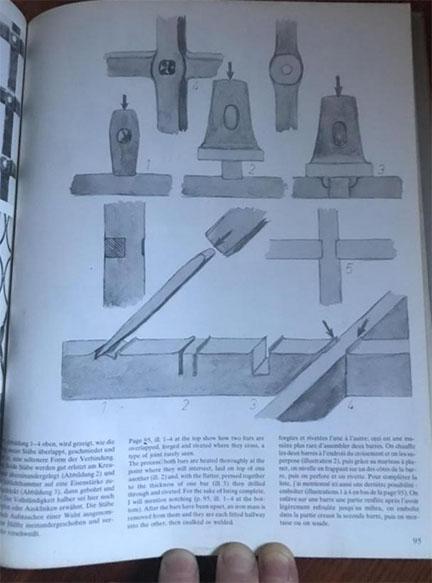
-
My forge and anvil stand
Goods replied to Tracemaster's topic in Stands for Anvils, Swage Blocks, etc
Tracemaster, None of us are in your shoes, but there are a lot of flaws in this design. We all have ant the best for you. Every post here has been to try to help, and I wish you were near by... If you truly are working within a situation with real limitations, built it. It’s going to have lots of problems, but at least you can get started. The main thing is that you stay safe! Wear you PPE, including good shoes and no synthetics. One good injury, and at best your forging privileges will be revoked. Worse, you could be maimed permanently. If you setup starts getting shakes, STOP until you can upgrade it! Finally, look up an organization near you, and get to a hammer-in. The smiths there will make sure you’re not making dangerous nubbie mistakes. (Where are you going to get you steel to forge?) Safety first! David -
Finally, had a chance to meet up with one of the smiths in our IBA chapter. He was holding some blacksmithing books for me. Aside from just really enjoying the visit (no metal working this time), I’m overjoyed with the collection he saved for me! They survived a shop fire and some are in pretty bad shape, but from what I have thumbed through so far, these book are going to be an amazing resource. Couldn’t thank him enough. I did feel a good that, although I can’t make our meetup this weekend, he is going to bring two die guide posts to our iron in a hat for me. They could be used as is, or as a source of two 2” diameter by 10” section of 1045. David

-
I bet you had fun stacking those, makes a great image. There’s a 101lbs mouse hole at a local antique mall that there asking $495 for, if I could talk them down to to $250, I may buy it. Never know, maybe I’ll end up making my own stack some day. Right now, been focused on getting the new building rolling. I haven’t done any forging in a month, maybe tomorrow. Keep up the good work! I’ve enjoyed watching you progress, and honestly it has made me a little envious. Between work and household responsibilities, I just can’t seem to send the time at the forge the way I would like. Enjoy, David
-
I have not done much work with this myself, but have been a bit confused. I have read the slot punch width being 1/2 the drifted circumference and that makes very good sense to me, but reading Mark Aspry’s(sp?) book there was something about the slot punch shouldn’t be more the 1/8” larger than the diameter. Something about the drift can only push. What am I missing aside from shop time? David
-
If you want to use it square to the anvil, you don’t have to upset that stock. You could make the shank twice the need length, then fold it over, forging to fit. Just a thought, David
-
Sorry, I wasn’t referring to the pressure the cylinder can withstand, but what flow it was ported for. The chart I referred to recommends 0.425” diameter minimum for 11GPM, so I would assume the ports and fittings on the cylinder should be about the same. Just something to consider, David
-
Oh, for the flow you looking for, I would definitely recommend 1/2” lines, but will the cylinder support that?
-
There is the possibility that the cylinder ports are to small for the desired flow rate also. It not uncommon for us to drill out cylinders port to improve machine cycle times at work. (Usually pneumatic cylinders thought.) Anyone ever consider putting an accumulator in the system. You could size the accumulator to the same size as the cylinder and pump GPM would be almost meaningless. Just need enough time to recharge the accumulator between cycles. David
-
I used a tall 8” stump/limb for mine. Cut a slot in the bottom for a 2x4, then used 2-2x4s as diagonal braces down to the base 2x4. Lag bolted everything to a 4’x4’ sheet of 3/4 plywood. Very stable, except in the direction perpendicular to the jaws.
-
Threads not done yet. It’s still laying on the ground!
-
Pallet Wrapper: Anyone Familiar w/ Its Mechanics?
Goods replied to Red Shed Forge's topic in Machinery General Discussions
I could take a lot of effort to get that running “good”, even if the motor is the only part that needs replaced. It looks like some of the previous repairs are not the best. Also on the resale market, I wouldn’t expect much more than half the original price, so be careful about putting much cash into it. That price may not be too far off through, depends how well it runs and how fast you want to move it. Not trying to scare you off, just make sure you know what you could be getting into. David -
I would make the trip to look at it for two reasons. First, the anvil cost bubble hasn’t burst yet, so 3/# is not bad. Second, if this happens to be an estate sale from a blacksmith, you never know what else could sweeten the deal. David
-
Pallet Wrapper: Anyone Familiar w/ Its Mechanics?
Goods replied to Red Shed Forge's topic in Machinery General Discussions
These are not built particularly stout, our logistics group is always tearing them up. (Not that they’re easy on any equipment!) Power hammer is definitely out of the question. It could be a good steel resource, but you may be able to get some cash on the resale market if you can get it running well at a low cost. That’s if it worth you time. Just my two cents, David (looks like Thomas types faster than me) -
Show Me Your Antique Drill Press
Goods replied to Brenton's topic in Drills, Post drills, Mag drills, etc
Jennifer, are you referring to the tool rest on the grinder or the actual guard. Too much gap on a tool rest is dangerous, and removing it can be much safer if it is not needed. The guard well that’s another story. (not trying to comment on your actions, but meant for the general reader, and I agree about personal responsibility completely.) On the bench grinder note, I managed to take a large portion of flesh of my finger Sunday. It was a momentary lapse of attention. Got distracted and reached to the switch to turn off the grinder while not looking and fed my finger straight into the stone. Completely my fault... Always know where you hands are around any type of powered equipment! I got lucky, could have been worse. David -
How to identify Steel vs. Cast Iron Anvils
Goods replied to a topic in Anvils, Swage Blocks, and Mandrels
You may want to look a the thread “Justin’s Smithing Progression”. He just came across similar weights and the was some discussion on uses. If you have two, with some work, you could end up with both an anvil and a rotary swage. David