Frank Turley
Members
-
Joined
-
Last visited
Everything posted by Frank Turley
-
As Will Rogers once said about real estate, "They ain't makin' any new land."
-
Anvil lookin' good. KInda' looks like a Trenton, 200+ pounds.
-
Wish I could be there to see what you're talking about. When a weld puddle solidifies (freezes) it gets a dendritic crystalline structure and often elongated grains. Much other stuff happens too deep for me, but google weld puddle solidification and read. The solid is no longer exactly the same as the parent metal and it will sometimes crack or open up when hot forging is attempted. Sometimes you will luck out like Perry Mason. I've welded mild steel with haywire filler rod, and I was able to forge the weld area without breakage.
-
Could be a drop forge parting line,
-
Horseshoeing can be interesting if you can later on, specialize. For instance, you can focus on horse shows where your customer may be showing 3 & 5 Gaited or Tennessee Walking horses. Show Morgans is another one. Hunters and jumpers are fairly popular. Dressage is a good one. Harness track shoeing is where some shoes are hand forged. Shoeing horses for the race track where jockeys sit aboard, is called plating and done with boo coo aluminum ready-made shoes. Some shoers get well known doing therapeutic work by forging specialty shoes and braces for the veterinarians. The old joke is "It takes a strong back and a weak mind," but don't you believe it.
-
I've seen a couple of occasions where the owner has his gyp rope or lunge line in use and he or she has the horse go more in one circular direction than the other. In both cases, the person was facing the horse's near side and the horse was going counter-clockwise moreso than going clockwise. It was kind of an unconscious thing where the person didn't realize they were favoring and spending more time on one side than the other.
-
Another fire which I recently posted in the Prayer section. Johathan Nedbor of High Falls, NY, lost his shop and house to fire on April 23. Jonathan is a friend and professional smith who has specialized in Dutch Colonial architectural hardware. He developed Black Magic welding flux which he was marketing. He is active in the Northeast Blacksmiths' Group. His daughter is in charge of raising funds so he can hopefully, rebuild.
-
-
Talented New York state blacksmith, Jonathan Nedbor, lost his shop and house to a fire on April 23rd. His daughter has requested monetary link removed. Jonathan is a professional who has specialized in Dutch Colonial architectural hardware. He developed Black Magic welding flux. He is active in the Northeast Blacksmiths group. It would be nice if he could rebuild.
-
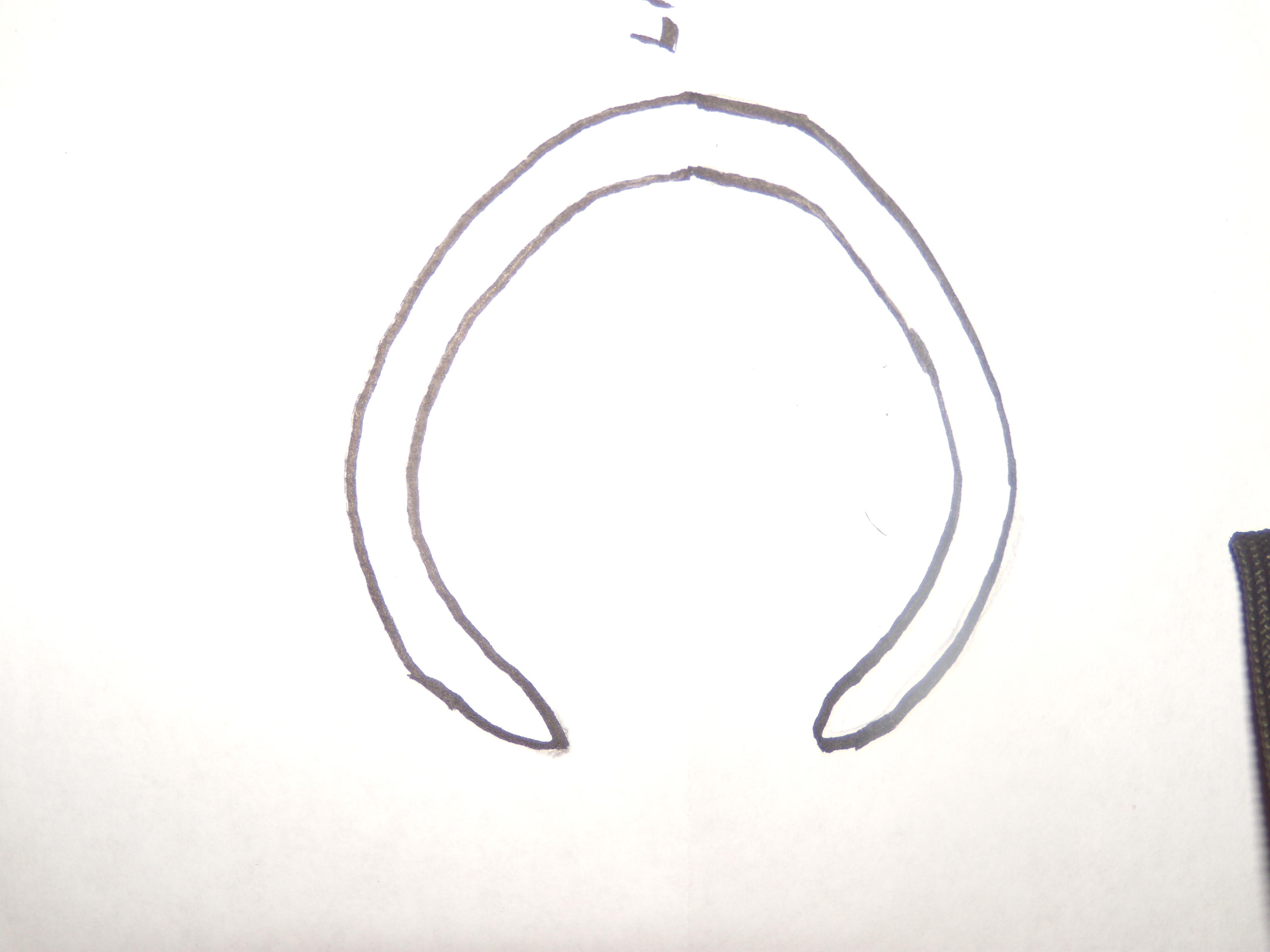
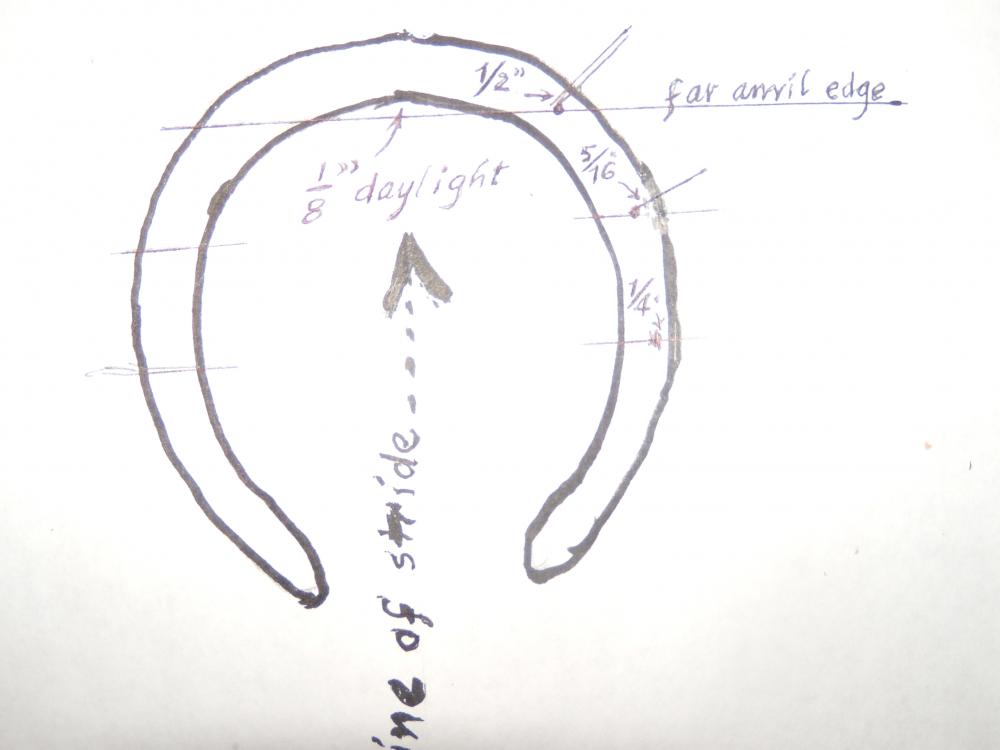
The drawings are a little sloppy. Forgive me. I attended a shoeing school in Oregon in 1964, no longer there. Charles "Dick" Dickenson was the instructor, and his method of laying out six nail holes for a single shoe I share with you. First, you should know that the hoof wall as viewed from the bottom varies in thickness, being thicker at the toe and thinner as it approaches the heel. Immediately inside the hoof wall is some connective tissue called the white line, about 1/8" thick or so. The white line isn't always white; sometimes, it has a yellowish color; sometimes a little red or orange can be noticed. In any event, the nail goes into the white line which is insensitive where the nail enters. As viewed from the bottom, the white line separates the hoof wall from the sole. Dick had us space the nails as shown, because these were usually specimen shoes which were not to be nailed on a live animal. He figured the "average" wall thickness including the white line was 1/2" somewhat near the toe and 1/4" just below the bend of the quarter, the widest part of the foot. The riding horse shoe was normally made of 5/16" x 3/4" stock. The shoe, when blanked out, could be placed on the anvil with the line of stride parallel to the anvil step. The toe will overhang the far anvil edge leaving 1/8" daylight between the inner aspect of the toe-center and the anvil. When done, the anvil edge will indicate the toe nail layout. Then, coming in 1/2" from the outer border of the shoe somewhat toward the shoe center, you intersect the envisioned anvil line. That's where the toe nail is placed. The heel nail is !/4" in from the outer border of the shoe just a tad toward the heel from the widest part of the shoe. For the middle nail placement, split the difference between toe and heel nail and make it 5/16" in from the outer edge of the shoe. The hoof has some expansion and contraction, especially in the heel area. It has to do with weight bearing. The expansion occurs with the weight load and the contraction takes place when the hoof is lifted from the ground. A newly pulled used shoe will show small shiny wear patterns near the heel extremities where the hoof wall has been widening and narrowing. This natural occurrence is good for the horse, and the shoer doesn't want to constrict it, so no nails are driven back in the heel area. I've drawn a shoe blank to show the difference between a front and hind shape. The blank is the hind shape, a little more "pointed" than the front shoe. The front shoe is more full and rounding than the hind shoe.
-
David Gano told me once about similar tongs, "Dja ever try to get a pickle out of a jar?"
-
Dick Cropper of Chatsworth, California, founded the Multiproducts farrier tool company about 1960 and had the anvils and some of the tools made in Japan.
-
And in glimming the old books, I see that "drawing" was used to mean "tempering." Furthermore, "temper" was used at one time to mean a suitable carbon content for a particular end use, as in "saw temper." I believe the current Spanish word for our English "to temper", is revenir (literally "come back").
-
A valuable sequence of photos. Thanks. Not to be nit-picky, but "carving" to me indicates engraving; ie., removing metal. I think I would call your work "chasing."
-
Made a couple of snipe hinges which will go to a chest lid.

-
Lookin' good.
-
Nice photos and nice work.
-
It depends on what you're doing and how much you are doing. Say, you need to punch 50 5/16"D holes. The hot work steels like H13, H21, S1, and S7 have a quality called "red hardness." It means that if the tool turns dull red in use, it maintains its shape and keeps doing its job. The steel is that good! If you're punching just two holes for a pair of tongs, that is a short run, and you could even get by with a punch of A36. An advantage to using hot work tool steel is that it is especially useful for small ended tools like slit chisels, pritchels, and the like, because the thin ends want to get hot right away. Mr. Natural sez, "Use the right tool for the job!"
-
I'm saying to make HOT WORK punches out of H 13. Pritchels are horseshoe nail-hole punches for horseshoes. I've made my needle-nose scrolling tongs out of spring steel without hardening and tempering, just air cooling, and they work OK. I once made them out of mild steel and the jaws opened wider than they should have, under pressure, and stayed that way. Not good. Everyday shop tongs that are about 14" to 18" in overall length, I make of A36. Very large industrial tongs are made of respectable alloy steel like 4140 etc., etc., with no forge welds.
-
Francis Whitaker, the 'ol "Dean of American Blacksmiths" has said, "Don't make tools out of spring steel; springs are made out of spring steel." He further told me one time to my face, "I always drill the rivet holes for my tongs." Having said that, over the years, I personally have made tools from spring steel and I have punched rivet holes. However, the spring steel works better for cold work tools than it does for hot work tools. For hot work tools, even if tempered, the hot work tends to soon ruin the temper of the spring-made tool. Tool steel distributors may be hard to locate in your area, but once located, they will ship the proper hot work steel to you. Years ago, when I was horseshoeing, I made all of my hot work pritchels out of H 13 or S1, 5/8" round. They stood up to the work very well. I still to this day use H 13 quite a bit. When you order, get the forging and heat treatment specifications. My H 13 is made in 12 foot lengths, can be shipped by truck or the distributor will crop it into sections at your request and ship it another way. They charge for cropping.
-
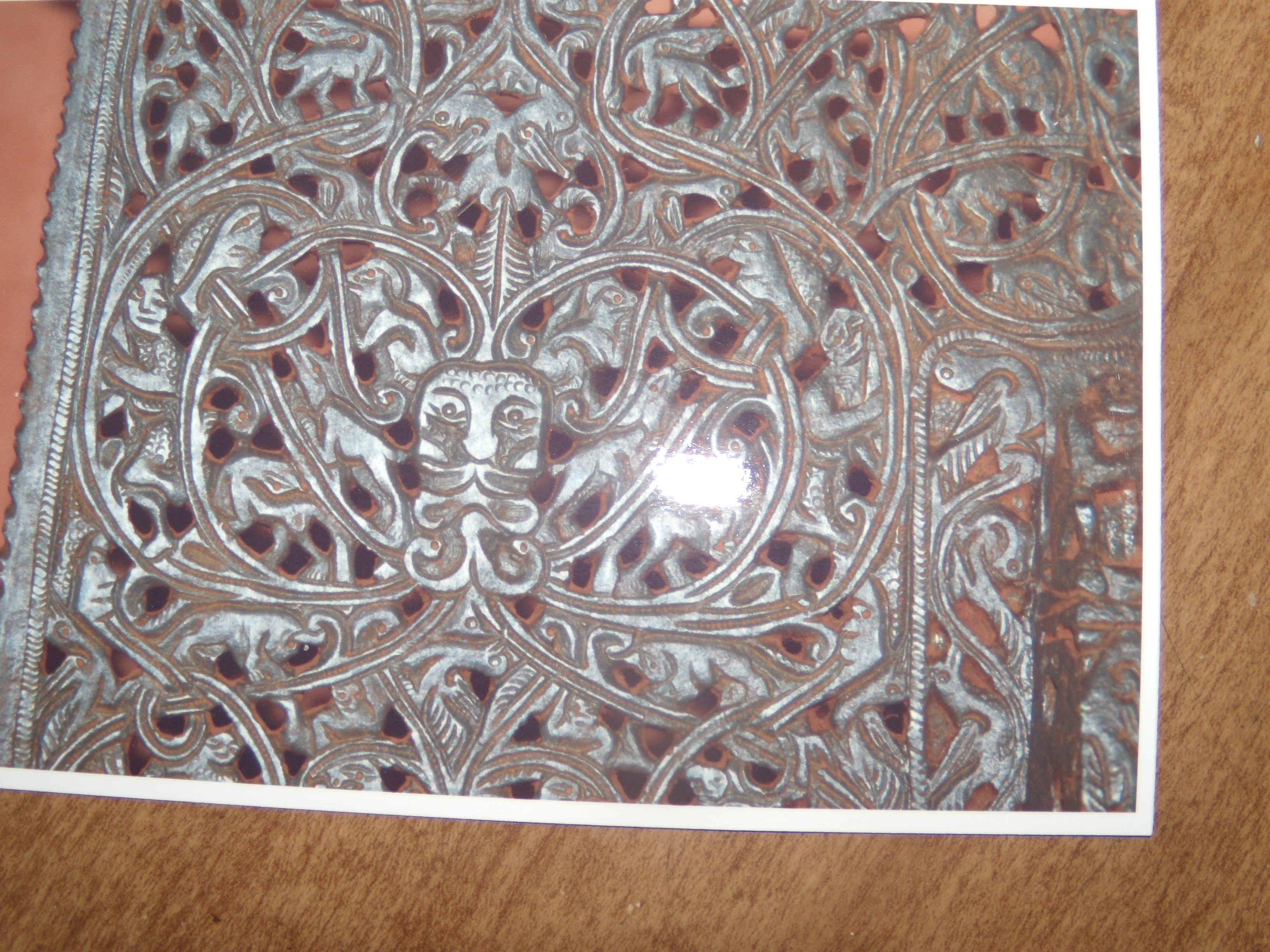
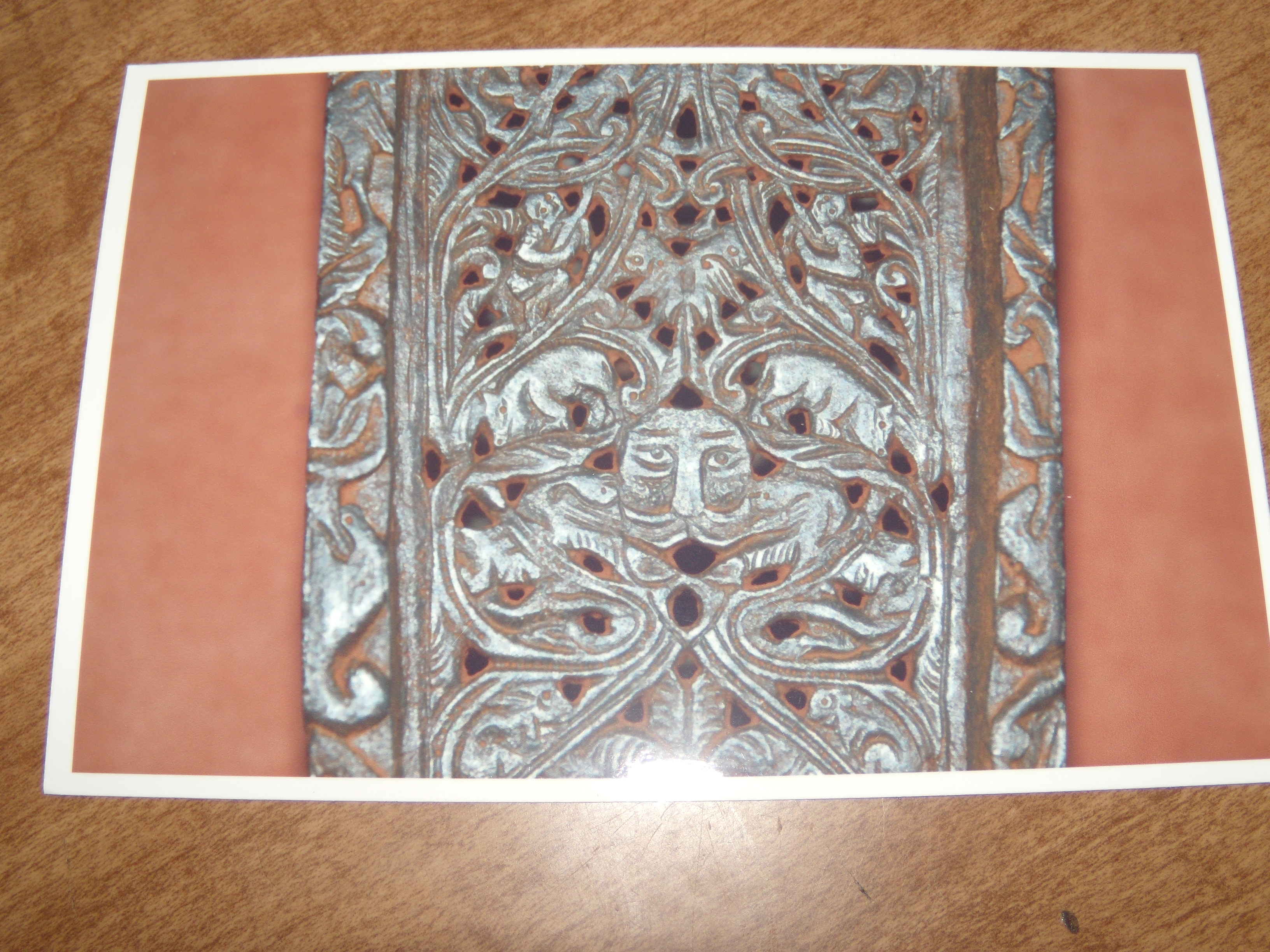
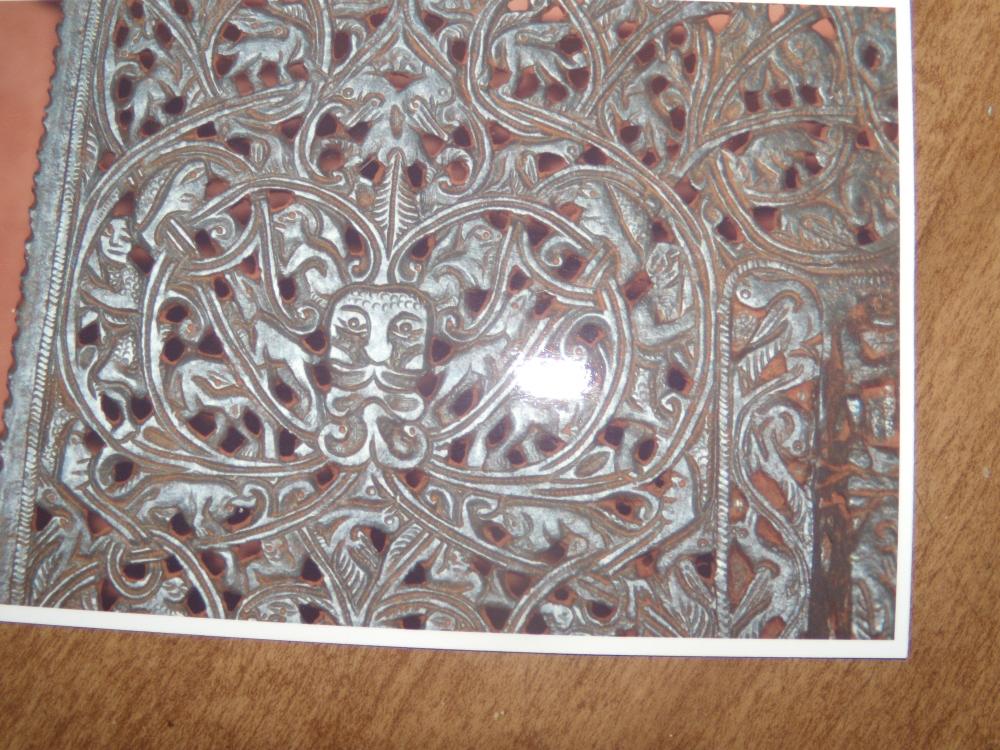
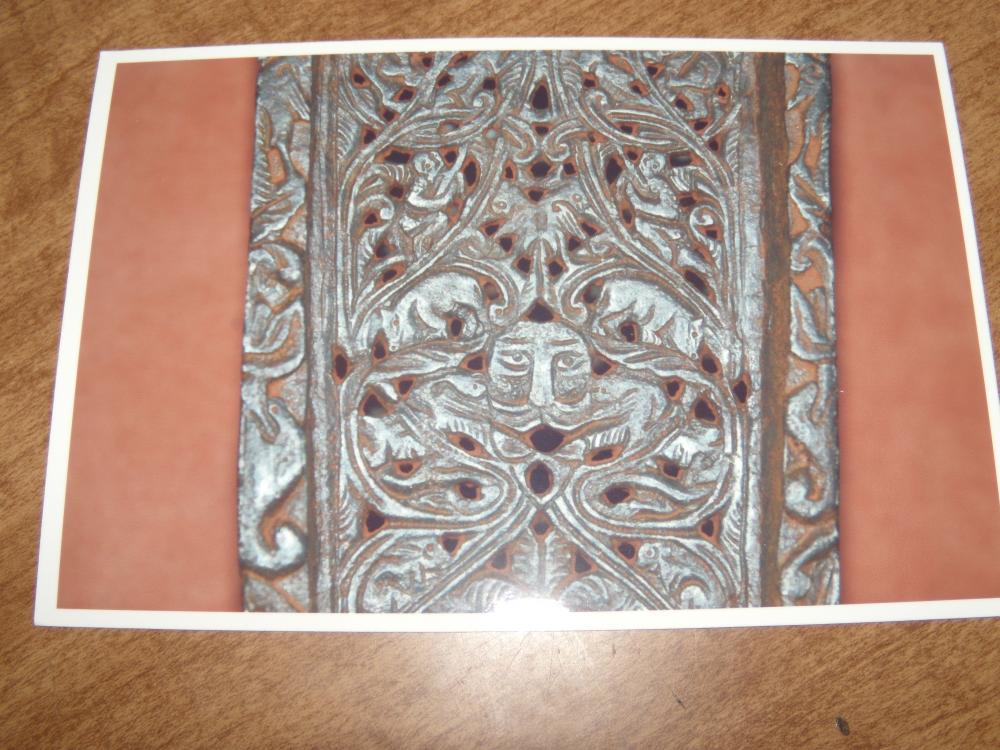
Laeraor, I don't know of any books which show "advanced," but the latest ABANA magazines show some interesting chased work. The "Hammer's Blow" has a good article by Tom Latané on 'solid chasing'. The "Anvil's Ring" Vol 45, No 2, features "Douglas Pryor, Chasing Artist," 8 pages with photos. This is not necessarily a how-to piece but rather Pryor's description of his journey into sheet metal, bossing up, and chasing. These articles should be helpful in your quest. I have sent in these cruciform stirrup photos before on another thread, but they are worth repeating. These early stirrups I believe were made in Mexico perhaps by Spanish trained artisans. The chased work is on wrought iron thicker than sheet metal and includes carefully placed openwork. The eight small corneer globes and shell ornaments are of silver.

-
Notown, Thanks for your story, as well. Who knows? Bob Gerkin might have been shoeing those mules that were flown in.
-
A story. Bob Gerkin, RIP, operated his horseshoeing school in Houston, Texas. He was in the army in WW II, stationed in Southeast Asia and because he was a horseshoer, he and some fellow shoers were assigned to shoe pack string animals for our war effort. They didn't have much material to work with except horse drawn wagons, forges, anvils, and hand tools. According to Gerkin, their horseshoes were made out of "anything we could drag up." So, on the road, they were always looking for scrap iron and steel to forge into horseshoes. Horseshoe nails was another matter. They couldn't order the manufactured nails that they were used to using. The big brand name back in the states was Capewell, and riding horse size was normally a #5. They found a Chinese man who was a professional horseshoe nail maker. It turns out that he was a man without legs. They made a deal with him so that they could haul him by wagon wherever they were going. When they put up camp and went to work, they lifted him out and sat him on the ground with his box bellows/forge and anvil. He would go to work making nails. The horseshoe nail was rectangular shanked, had a tapered head and a slight bevel at the pointed end. The bevel when properly done, would allow the nail to curve slightly and emerge from the side of the hoof wall where it would be nipped and a little projection would be clinched. The nail is made of low carbon steel. I tell this story because it reveals the resourcefulness that some of our troops had when faced with a situation. I think of the nail maker also. He must have been able to work in a meditative state realizing that this was his life, and he would do what it takes to make that life worthwhile.
-
Way back in the 1960's, I would be traveling from horse to horse with my farrier-mentor, and at odd times, he would break into this song verse from "The Prisoner's Song," Oh, if I had the wings of an angel, Over these prison walls I would fly. I would fly to the arms of my darling, And there I'd be willing to die. It might've been the only song that he knew.
-