Alan Evans
Members
-
Joined
-
Last visited
Everything posted by Alan Evans
-
Joel, did you actually read what I said about the Massey Clear Space control? What could be safer than the tup mirroring the position of the operating lever for slow, or light, or pushing, or clamping? It is an air press in that mode. When working light section metal, which is cooling rapidly, why do you claim/consider it an advantage to hit slow rather than just lighter? Many of the German smiths prefer the phenomenal strike rate of the Federhammers over even the direct forging air hammers for lighter sections. If the stroke of the air hammer enables it to work the same sections and sizes of material as your mechanical but without needing adjustment, what is the advantage of having to stop work and make adjustments just because you can? My initial response was to your sweeping all self contained hammers are terrible gibe...yes I do realise it was not 100% serious....but it is certainly not 110% true. Too generalised by half. There are many mechanical hammers that do not stop, are not adjustable, and certainly do not have the versatility of your Murray. I get the impression that the big Murray is pretty much one of a kind. The largest toggle action mechanical over here is the 100lb Samuel Platt Hercules, there are many traverse and non-traverse Blacker hammers...you can check out one of my earlier posts which refers to Blacker nod. There are many configurations of self contained air hammers. The Massey Clear Space, the Rolls Royce (Cadillac?) of such hammers has much of the same valve control as the steam hammers that Massey made in earlier days...albeit without the metre (yard) long stroke. If you compare the capacity of the Massey 2cwt clear space with your Murray, you will not find the Massey wanting. If you compare your 240lb Murray with an 80 or 100lb direct forging self contained air hammer it will of course out perform it both in direct and indirect forging. I have punched and drifted under my Alldays hammers...I also managed to do this on the supplied 35kg Sahinler/Gruell/Kuhn/Reiter/SayMak hammer during my demonstration at the 1992 ABANA conference in Saint Luis Obispo. In that instance the clearance height for the drift was made by sliding the bottom pallet over in the dovetail, and a drop on bolster allowed the drift to pass down the end face of the pallet. But a hammer is not the best tool to carry out press operations...that is best done with a press, why compromise? Alan
-
I agree with you. I find the subtleties and nuances of what on the face of it is a brutal exercise of power has an horrible fascination! With any new tool or process I always tell students to focus on the effect the tool is having rather than the tool itself. With that you can then control how the tool addresses the workpiece and make any adjustments required in a micro seconds, without conscious processing. That familiarity becomes second nature direct forging on the power hammer, I found you can almost sense the relative volumes of the workpiece from inside it, it really does become an extension or expression of you! Alan ps Sorry! Waxing a bit lyrical and going off topic. OP have a look at the spec sheets I posted on here for the Massey and Alldays and Onions hammers. That will give you an idea of the section capacities versus the tup weight and motor power required. You mentioned forging 2" square...if you are doing that now, by hand, I take my hat off to you. If that is the maximum you envisage using in the future then a 50kg (100lb) hammer will cope. The extra authority and versatility of a 240lb or even larger hammer will obviously enable you to work 2" more efficiently. The biggest you can't quite afford is my mantra. I have 3cwt, 1cwt old style clear space hammers and a 50kg (112lb / 1cwt) direct forging Reiter (pre-courser to the Kuhn) installed. The main difference in their capacity is the length of stroke. The 1cwt Alldays has a similar weight tup and strike rate to the Reiter but will hit harder because it is accelerating over a longer stroke. It is more versatile because the long stroke allows the use of higher tooling. All things being equal it generates a slightly heavier blow than the Reiter at the same length of the Reiters stroke...The Alldays tup is moving faster, cycling over a longer stroke in the same time, and therefore hits harder. Interestingly, it is single acting and has a smaller motor than the Reiter (4.5kW vs. 5.5kW) but a much heavier gear driven flywheel. The 3wt has the almost the same sensitivity and can work down to 10mm (3/8") square but will do every thing much faster than the smaller hammers so it is used the most. The higher strike rate of the smaller hammers, 220 bpm as opposed to the 180 bpm of the 3cwt, obviously has an efficiency advantage when fine forging smaller section. Alan
-
Different length strokes for different folks? I agree that is the crucial point, can the hammer do what you need of it? I do not think of it in terms of two schools of thought. Any type of power hammer is infinitely better than none....I was just trying to counter Joel's dismissing of air hammers as "terrible machines". The OP is better served with information regarding the differences between them rather than whether one is better or worse. They are all an advantage! For instance the air hammer stroke operating height range can not be adjusted it is true...but it is neither a negative nor a limitation if the hammer stroke has either the same or more capacity in the first place...if it covers the various ranges of the mechanical hammer without requiring any adjustment. That is the lovely thing about power hammers, trouble is you then need a long heat source and then a crane or support system to really make full use of it....it doesn't stop with the investment in the hammer! This is last week's taper, forged ("smashed between the dies") from 316L stainless steel single handed under an air hammer. 2330mm (7' 8") long from 50mm (2") square with a Ø50mm hole punched under the hydraulic press. No stroke adjustment required from 71mm (23/4") down to 18mm (11/16")... I just love that generous tell-tale...on this project, as I usually do, I calculated the volume and forged the taper so that I could leave that convex tip showing. Alan


-
@ Joel... You talk of better variation or control, but having to stop forging and adjust between processes or as the size of material alters is an interesting interpretation of what you consider an advantage. It doesn't sound like better control...it sounds like needless adjustment which an air hammer can take in its stride. Push the start button, press your foot on the treadle appropriately for the tooling and the process that is under the hammer...push the stop button. That is great control. Even the smaller air hammers which are dedicated forging hammers...as opposed to the Massey marvel...are perfectly able to work a piece of flat bar of extreme dimensions for instance, hitting on either the edge or flat without any adjustment other than the foot pedal. It sounds like you cannot achieve optimum blows for any given dimension or process without adjustment to the throw. Striking whilst the iron is hot seems a pretty sound maxim...adjusting the hammer throw while the iron is hot does not. Why would you think it an advantage to reduce the speed of the blows in order to work lighter section? It is precisely then that you need the speed and light blows to keep the metal hot. Alan
-
Where do I start...All hammers have good and bad points...some a better than others for specific types of work. I think Sanderson Iron, your Murray hammer either does not conform to the usual laws of physics or you may have overlooked a couple things in your enthusiasm for it. I recognise many of your arguments from those made by Clifton Ralph when I chatted to him about air vs his Murray hammers. My recollection is that his Murray, after he had modified it by adding a brake, was the closest he could get to the range of actions of a steam hammer. Much of the versatility you describe I have no problem with, but your one sided view does not necessarily do your cause much good. It may suit you and your work to have a jack of all trades hammer. Usually multi use tools do not do any one thing well. Air hammers can only smash metal between the dies? Where do you get that idea? With an 18" stroke length on the 3cwt and a 12" stroke on the 1cwt I can use any normal hammer spring tools, and I have forged, punched, drifted, swaged, stepped, upset bent, rolled under my air hammers with no problem...whether there are better tools to do it with is the question. Hammers are for hitting. Being able to take any size of workpiece within the capacity of the hammer, and work it effectively is a raison d'etre...a useful attribute of a hammer, not one to be dismissed as you do. Pushing, clamping for drifting etc. is more efficiently done by a dedicated tool such as a Hydraulic press. Are you really including those double acting air hammers with a plenum chamber which are quite capable of acting as a press over their entire stroke light at exactly the same pressure for drifting or clamping...Have you ever seen anything like a Massey Clear Space at work? You can set the valve so the tup will follow the lever up and down...push it down fast for blow or slow for a squeeze, same pressure behind either, the faster the stroke obviously the harder the strike. Automatic blows, single blows hand or foot control... You claim your Murray will hit as hard at any height? What range of adjustment and clearance compared to say an equivalent 250lb air hammer which will take a workpiece down from its maximum clearance to paper thin with no down tool time for stroke adjustment. Your Murray you adjust the top link...but many Air hammers have intermediate "sow" blocks which enable tooling of different heights to be used. Your Murray will strike full strength blows at any cycling speed? The motor is running at a constant speed so presumably your strike rate is only enabled by slipping the drive clutch and thus reducing the power. Accelleration of the tup over its stroke has no part in the equation for the Murray? Is it possible to have fast light blows (which are ideal for lighter section or the thin end of a taper) with the Murray or does the speed reduce along with strike force? I have an old Blacker mechanical which was capable of the most precise feathered blow for the finishing pass on a piece...far better than any of my air hammers for total repeatability and consistancy of blow....but to get it to that you risked wrecking the workpiece because the first blow would always be almost flat out due to winding up the mechanics to overcome the inertia! Friend Brian Russell has a Goliath (50lb similar configuration to your Murray) which he drives direct from a donkey engine which does have speed control and he finds that quite useful...but the faster the speed of stroke the heavier the blow, applies to all hammers irrespective of their design. Alan
-
See if there is any trace of an oil cup or grease nipple on top of the cracked bearing cap. It may have been just a daily greasing or oil cup fill for those crankshaft bearings. On my 3cwt Alldays the oil is fed under pressure to the main bearings and thence through a series of connecting drilled holes in the crankshaft to the big end bearing and then via a copper pipe running up the connecting rod to the little end bearing and gudgeon pin in the Master piston. The connecting holes of the oil way through the crankshaft lobes have grubscrew plugs blanking off the drilling access points. The bottom of your oil reservoir has a similar blanking/drain plug. The Alldays is single acting unlike your double acting Bêché. Is there any evidence that the whole of the area below the crankshaft was an oil reservoir? A splash system may have been used...do get in touch with Bêché all of these suggestions are conjecture. Alan
-
The pallets are the replaceable/wearing parts that actually come in contact with the hot metal workpiece. Bottom pallet = bottom tool=Anvil working face=bottom die... Smaller hammers most seem to refer to them as top or bottom forging dies. Your photographs show the anvil block with an intermediate "sow" block, but no pallet. Another source of parts has occurred to me if Bêché themselves no longer have parts. Some posters have said that the Bêché design hammer has been copied by American and Chinese companies...they may be exact enough copies for the parts to be usable especially if made under licence.... Alan
-
It would appear that the previous owner had commenced to take it apart... possibly to repair or replace that rear bearing block...but that may not have been the reason...you must take it part now and see whether there is anything else at fault. The first line of approach is to go back to the people you bought it from and see if it is possible to find the missing parts. It looked like it was in a scrap yard. They may have the main bearing cap and the bottom pallet on a pile somewhere....You may be able to do some detective work and see if you can get back to the original owners who may have the missing parts still...they may have kept the bottom pallet as a door stop.. They may also be able to tell you what was wrong with it and why they had started to strip it out. If no luck with them...then Bêché are the best bet for spare parts...even if they only have un-machined cast blanks it will save you having to make everything from scratch. They may well be able to let you have machine shop drawings and tolerance specifications for the parts. If you do have to make from scratch you will probably be better off machining from solid mild steel rather than going through the process of pattern making, casting and then machining for a one-off. The bearing shells are probably machined from Phosphor bronze castings. If you remove the crankshaft and the bottom main bearing shell you will be able to use it as a pattern...again it may possibly be better to machine from solid rather than bother with the casting process. Price it and see. If you are not able to replace the cracked bearing housing flange with one from Bêché I would be inclined to braze or silver solder it and then reinforce it with a steel strap. a Z shaped piece from the top cap bolt could possibly do it. I would not attempt to weld it for fear of distortion. If the original did not withstand the stresses, a welded on won't be any stronger, so reinforcing is necessary. With such a long crankshaft it is surprising that there should have been sufficient stress to crack the housing at that point. It makes me wonder whether the non-functioning oil pump may have contributed to the failure. How was the oil delivered to those crankshaft bearings? If you are trying to get the oil pump going before doing anything else...you must disconnect the pipes...who knows what was in the bottom of the reservoir that you are trying to pump into your bearings and cylinder? As Thomas said above...flush it first, and definitely disconnect it from the pipework before you turn it over to make sure you are only getting clean oil out of it when you do get it going. Don't fill up the pipe work with crud and make more work for yourself! Big job...but you will not know until you can get it all apart and see exactly what the total work will involve. Alan ps Is the bearing housing still on the end of the connecting rod? You show the bolts are missing but the photo is not clear.
-
When I visited Christoph Friedrichs' Alte Hammer Schmiede in Sennwald (Water powered forge) the first time, I was most impressed by the water wheel's main bearings which were lumps of stone with a notch in the top that the spindle rotated in. I asked him what sort of stone it was and he said it is called catstone. When I queried the name he said, try smelling it!....Cat pee extraordinary! Alan
-
The thread looks in good shape. Funnily enough, although I agree with Frosty that grease tends to collect cuttings, scale, Grinder grit and everything else that is around I tend to think that may actually be a positive advantage in this instance...there is only the lightest layer of grease on the actual pressure or contact surfaces of the thread. The crud tends to get stuck to the excess grease that is actually attached to the unused surfaces, and thus kept away from the actual wearing surfaces. I usually use graphite grease or mix some flake graphite in to lithium grease as belt-and-braces that maintains a drag free surface even when almost dry. Thomas mentioned an interesting variant in another thread, (ouch, sorry!), of a grease nipple on the end of the thread box, which flushed old grease and the collected crud out with every pump of fresh grease. Alan
-
You are welcome. There have been one or two major losses of images when the IFI site software has been updated...you will notice images missing or links to images which go nowhere, when you do a search or two in the archive...If you want to be sure of a reference I would certainly download it to a local hard drive to be sure it will be available. You can always print it out as well! I have already downloaded the .pdf/info from Kozzy's link for instance...Thank you Kozzy! Alan
-
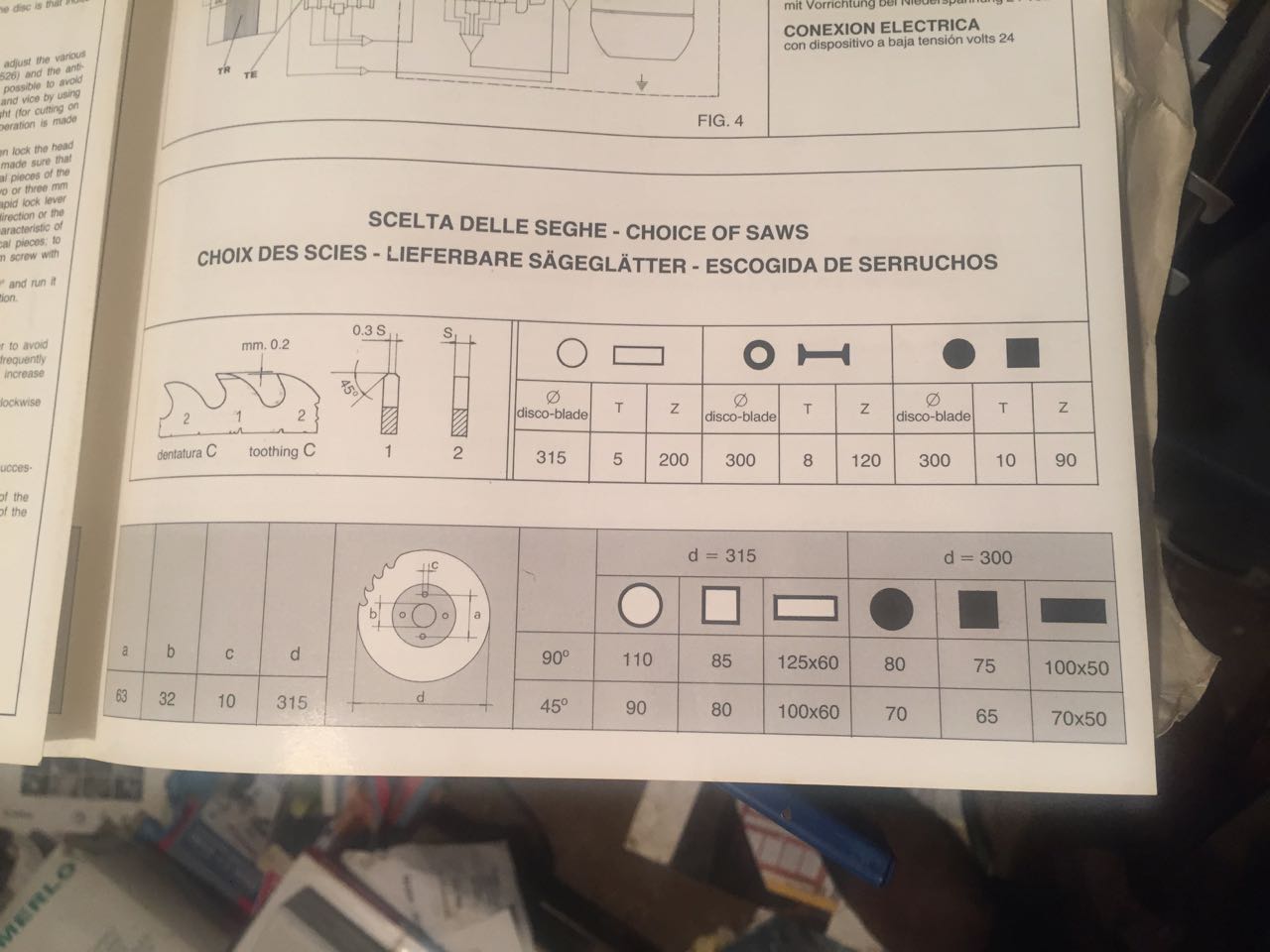
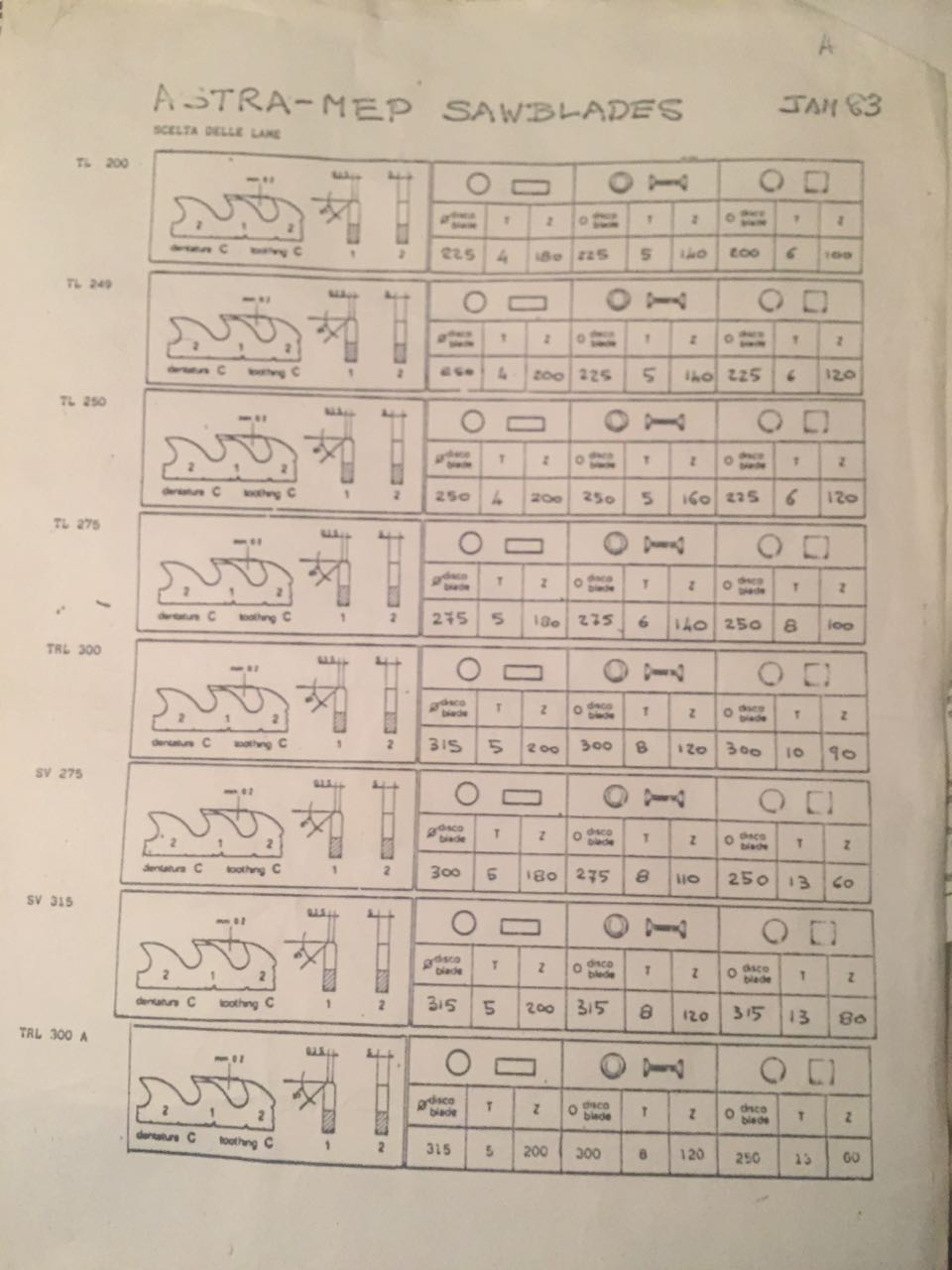
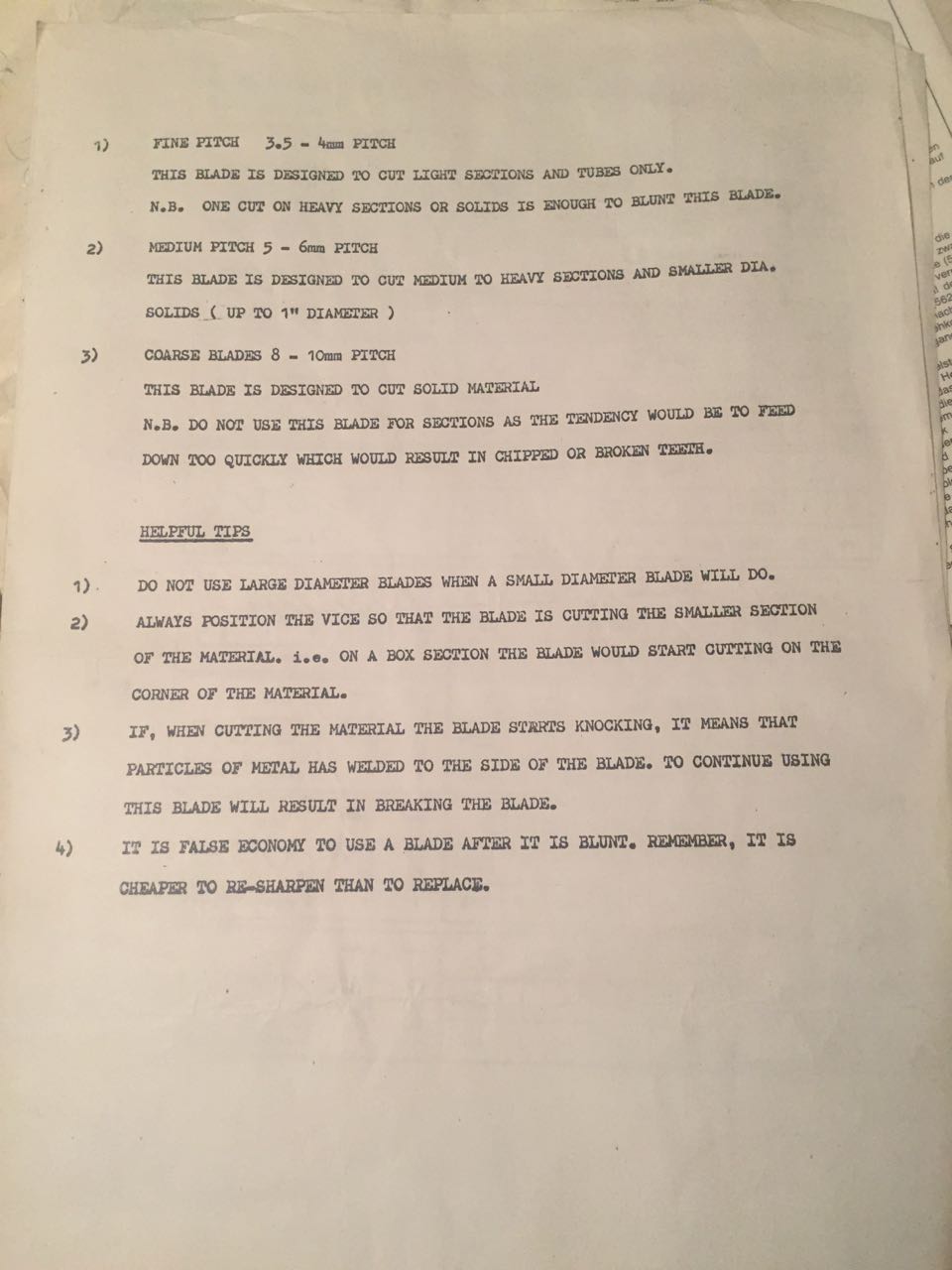
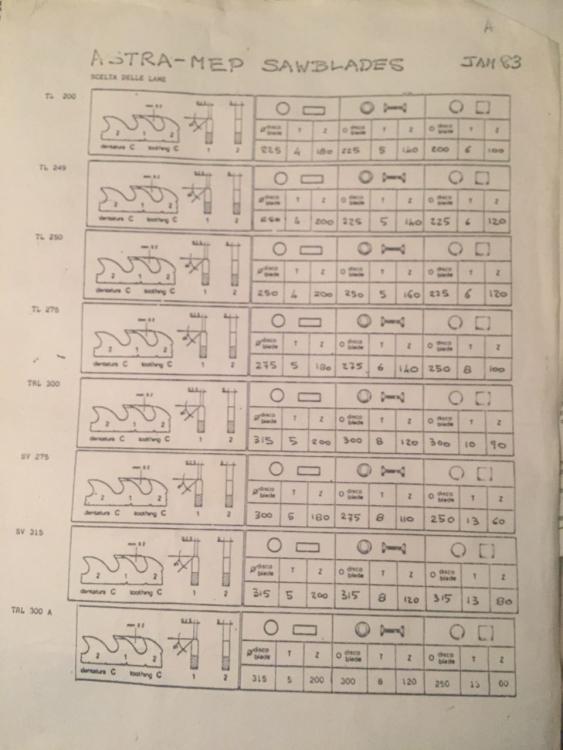
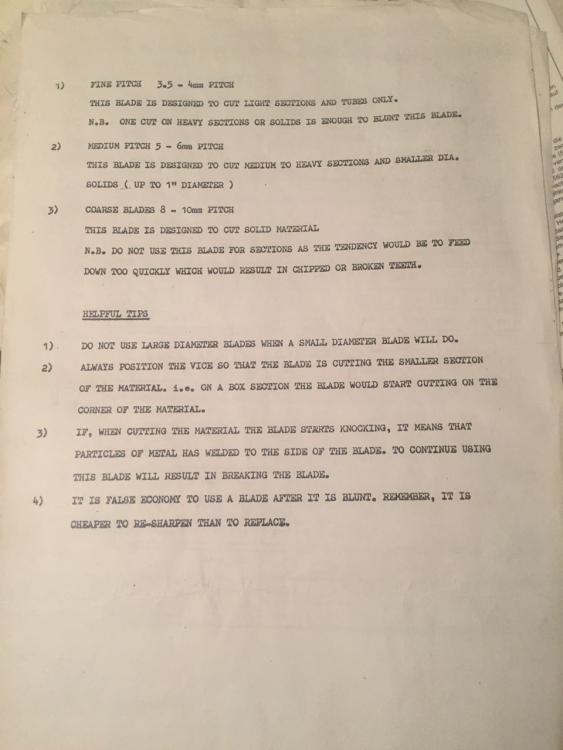
I found the handbook guidance as well...Talk about squirrels never throwing anything away! I was a bit shocked to see I had bought the saw around 1983 takes you back a bit to see a typewritten and photocopied user manual rather than word-processed and laser printed! The saw has two speeds, 30/60 rpm. I am usually on 60 rpm for the coarser blades in order to prevent snatching. The blade photo is one of my coarser toothed Ø300mm (Ø12") ones for solid bar, the teeth are around 10mm pitch (2.5TPI) after however many sharpenings they have had. I do have finer toothed blades for hollow section and lighter solid stuff. But if the blades don't crack, by the time you have got a 100 tooth Ø315mm (Ø125/8") 10mm pitch (2.5TPI) down to Ø250 with successive resharpenings they are down to less than 8mm pitch (3TPI) and good for anything over 25mm (1") solid. Having looked at my stock of blades and thinking about the size range of solid material I cut, I am often working with nearer to 2.5 teeth in contact rather than 3. But like any tool you take it gently when you need to...starting on a square bar with a fine pitch tooth blade you only have 1 tooth in contact for a while...even with Ø50mm (2") round bar there are only one or two teeth in contact initially. Alan

-
I will have a look next time I am in the workshop. Alan
-
A shaduf by any other name would smell as sweet...or lift a treat! Alan
-
I use the three teeth contact rule for all saw blades. So for solid section the teeth a fairly spaced out...I cannot remember the numbers off the top of my head, but I seem to remember the Astra manual's TPI suggestion conformed to the rule. Interestingly I found that friends with Mec Brown cold saws ran theirs with much finer teeth then mine and seemed to get away with it. My main problem was with the suds/coolant I ended up using a highly specced one for Stainless Steel for everything...and sometimes helped it along with Rocol cutting fluid dribbled direct into the cut when actually in Stainless. It did help to reduce the pinning a bit. Alan
-
If it is a total loss system rather than a circulating one there should not be much sludge...but the oil may well be floating on top of water from condensation or rain as it has been outside. I agree though, a thorough clean out is required whatever the contaminant. Alan
-
That is great, you can spin the oil pump and make sure the oil is getting through before you start turning the main flywheel. The oil connection to the cylinders will probably incorporate needle valve restrictors...on my 150kg Alldays the main, big and little end bearings have a full oil flow through them and back to the sump but there is just a tiny amount on a total loss system that goes into the airway on a constant pulse. If you take the cylinder connections apart and they do contain an adjustable restrictor system...make sure you mark them with a tell tale or count the turns to undo them, so that you can put them back into the same setting....it will take an age of over-oiling drips onto the pallets whilst you try to get the flow correct unless you do! Your Bêché looks like it has a total loss system which feeds to the airways through the double acting cylinder walls, and also a dribble down to the crankshaft which is not then retained. Automatic in as much as the pump is driven but not a cycling system. It will be interesting to see more details when you trace the oil flow along the crankshaft. Alan p.s. My engineer brother-in-law always jokingly referred to it as a "dead loss" system rather than "total loss"!
-
My response is to your initial problem of burning an hours fuel to save you the hassle of relighting the fire...When I was using a coke fire I ended up just lighting it with an oxy-acetylene rosebud...not quite instant but not far off... I have only lit the fire once or twice in the last two decades though...various configurations of gas furnaces have covered all bases so far, so I am not suggesting you don't carry on with your explorations, far from it! Alan
-
All good points already mentioned by others above. As I said earlier I would clean the rust from the ram as soon as you own it and before you ship it, to ensure that no inadvertent damage is done should the yard or transport people push it up when handling it. At the same time I would drain the sump and any oil tank or bearing housing in case the oil was sitting on water. I would drop some penetrating oil...hydraulic ISO 32 or ATF onto every valve spindle joint and bearing you can see....wipe of any excess so it does not get on the lifting slings! The cost and time of the installation is relatively high on a two piece hammer. Once you are committed to it you may as well commit to checking and restoring/rebuilding the hammer as best you can. There is no point in rushing the process and doing any damage to the hammer. If nothing is seized they turn over quite easily at the flywheel, but I would try and resist the temptation. Lift off the cylinder heads and just check the bores are not dry or rusty...one pass of the Pistons in a rusty cylinder will grind a few years worth of wear off. Of the three old machines I have had, none were rusty...but I checked them all first. I would mark up the valve spindles and operating levers with alignment tell-tales (or look for to see if any are already there, they most likely are) and explore the possibility of removing the valve spindles for clean up and lubrication. As soon as you start looking at the hammer you should get some idea of the internal condition. The construction of these industrial hammers is fairly robust whatever the make. They depend on large plain bearings and lots of oil for longevity rather than trying to be examples of friction free engineering. I don't know this model Bêché hammer and can't be sure from the photos but it would appear to have an oil tank on the back like my 1cwt Alldays and Onions. That has a manual pump built into the tank to get oil into the airways, a couple of stokes before starting and every now then whilst in use. The crank main bearings are lubricated by individual oil sumps with loose dipper rings, the big end with a an oil cup, and the little end/gudgeon pin with a grease cup. If the hammer has an automatic lubrication system like my 3cwt Alldays and Onions which has a cam operated pump driven off the crankshaft and is piped to the airways and bearings, it will take a lot of turning over and some potential damage before the oil will get around...especially the first time. You might consider activating the cam follower with a suitable lever to get oil into the bearings and valve chest before rotating or starting up...you can crack a joint on the pipe furthest from the pump to see when the oil gets there...the one on the side of the front cylinder is a good candidate. So in summary, the minimum should be...contact Bêché for installation and maintenance information....soak everything in penetrating light oil before you spin it...move every thing like the flywheel or valve operating lever gingerly to start with to ensure it is free before heaving on it. Scrape off any rust from bearing surfaces and give them a wipe of oil before moving them.... Keep us posted as to progress! Alan
-
As far as weather damage goes I would not worry too much. Even in the workshop mine can be dripping with condensation when the weather changes. The residual oil from when it was last in use will not have been degreased! They are fairly robust machines. Alan
-
Alan Evans replied to RhysKawka's topic in Blacksmiths and Metalworkers Association of the South West UKRichard Lewis used to have his forge on Wath upon Dearne, (near Rotherham) high street until Tesco (or similar) bought the site. G.H. Lewis and sons was the name of the company. Richard is a very clever industrial smith, he forged some large elements for me for a few of my projects. He would be well worth contacting and talking to. I thought that when Richard sold up and retired, his foreman (Tony?) took one of the hammers and set up on his own...I will ask around and see if I can track him down. found this which may be worth following up... http://www.thestar.co.uk/lifestyle/features/light-fantastic-village-gives-it-some-hammer-1-3811660 looks like Richard has un-retired! Alan
-
I have a Reiter K23, machine no. 549 from the 80s (Dr Reiter designed it, Kuhn made it and then bought Reiter out) and have always used ISO 32 hydraulic oil in it. Are you sure your book tells you to use engine oil? It has no need to suspend combustion detritus so compressor or hydraulic oil should be more appropriate, others more knowledgeable will hopefully comment. My book specified hydraulic and I have used that in all my hammers (ISO 100 in the 1 and 3 cwt Alldays and Onions) I read that a sight glass full of oil should be used up in a day. And that the hammer should be greased every week. Having found the right setting for the oil to last 8 hours, I set the lubrication regime to that. If I only used the hammer for a couple of hours a day I would wait till the glass was empty (8 hours) and then top it up, at the same time I put a chalk mark on the adjacent cupboard door. Every fifth chalk mark (5 eight hour shifts) I would strike through the other marks and grease the hammer. I also squirt a bit of oil onto the tup at start up every time. And I also keep the tup propped up into the cylinder when not in use in order to prevent any angle grinding dust from getting on to the bearing surfaces. The oil in mine goes into the master cylinder and then the airway...there is no filter to take it out between master and slave cylinder so I would guess yours is working okay. The only problems I have had with mine have been through over-lubrication. Too much oil and the front relief valve would stick open and the tup would climb too high and just cycle at the top and not come down...I had to turn it off, let it fall slightly and turn it back on keeping the treadle down a bit...just cleaning the valve sorts it. Too much grease on the main bearing, the excess came out by the fly wheel and got onto the drive belts causing them to rot after ten years...the replacements have lasted for twenty five now I know. I built a plenum chamber on mine and fed both inlet and exhaust connections into it. This was in order to emulate the closed frame design of the later models. It successfully prevents the oily air from being pumped into the atmosphere at every stroke. And reduces the chuff noise considerably. Hope that helps. Alan
- 5 replies
-
- kuhn
- oil
- power hammer
- air cylinder
-
Tagged with:
-
Ah I see...I always thought it was a garbage truck, and he made him an offer he could not Refuse. But maybe I am con-fusing it with James Wood's end in Once Upon a Time in America...but that was Sergio Leone not Cor Leone. Sorry getting a bit si-silly and corny now, Alan
-
I am in achord with this comment...but only when played by Django and Stéphane's group, given the context. Alan
-
Ah yes that is it. In that case as it is in that area, and over that length of time I will likely have heard about it from a certain Mr Joyce. Curiously enough given your comment, we left Santa Fe after our visit with Tom on a July 2. or 3. and travelled up to friends in Aspen where we attended the July 4. parade. I was most impressed with the enthiusiam expressed for the event by both the participants and the onlookers...everybody seemed to really get into the fun, even a gang of outlaws on Harley Davidsons. The fireworks over the town were fantastic and set off from the mountainside by the fire brigade...luckily they were on hand because the year before they had managed to set fire to it! When I made some comment about keeping my mouth shut so no-one would realise I was British I just got blank looks...seems there was not that much of an association remaining between the holiday and the celebration of Independence with the origins and actual oppressors from whom the independence was won. But maybe everybody was just being polite! Happy Days. Alan p.s Crogglement? new one on me lementably...will log it away for later. Thank you.