Kozzy
-
Posts
1,203 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by Kozzy
-

Tinsmith Shears for Hot Cutting
Kozzy replied to MC Hammer's topic in Hot Cuts, Anvil devils, metal cutting on the anvil.
Definitely don't abuse a set of bench shears by doing hot cuts with them. A nice large set like that is worth more than most post vises so you'd never want to abuse them. Build a hot cut specific version as C.R. Stevens mentioned if you really need the tool. Typically those were not designed for a hardy hole but for a stake plate in a sheet metal shop. Was just reading a copy of an early PEXTO catalog this morning and they also sold a special holder--basically a large iron ball with square holes in a special bench clamp so that you could have the bench shears held at any angle that suited you. -
I'm in the camp of the dragon above. Sometimes it's better to cut one's losses and move on rather than chase what will be 50 expensive rabbits down that hole. If the cylinder and pump are toast, this thing is basically a poor scrap choice to start a project from....like trying to restore a car just because you already have a partial frame in the scrap pile. Sometimes it's better to take your licks at the beginning rather than dig that hole deeper. Obviously YMMV because all we have with which to judge is a photo and some comments.
-
City/Suburbia/country? That might affect what to make along with whether this school is sitting in Redmond WA a mile from the Microsoft campus vs a place that isn't littered with kids carrying thousand dollar cell phones. Been pondering this because it is an interesting quest. Horse, leaf, and dragon (simplified) keychains would probably sell. Horseshoe hearts--though the material to start with costs a little more. Any way to put (cold stamp?) initials on simple twist keychains on site? Kids might go for that custom touch. If you have a welder, there was a snowman welded up from nuts posted last year (iirc) on this site that would be a really good one to make up. Some sort of horseshoe based stocking holder? The problem is, I am getting old. All the things I can think of were uncommon treasures 40 years ago but with the advent of dollar store level chinese goods, people can get more junk than they ever need. There are few "treasures" these days. In 1975 I made "icicle" tree ornaments by taking a piece of flat cut tapered acrylic, heating, and twisting. Sold almost 100 at the Jr. High Christmas bazaar. Now such things are pennies each from the big box store.
-
You'll get half the people claiming all sorts of near-magical benefits, and the other half (including me) who consider it hokum on hammers. You simply need to decide which camp you are in and apply for your membership card so you can officially and authoritatively dismiss the guys with the other membership card.
-
You might try looking at mortising cutters. Though most are for "thicker" cuts than a tang, there are some finer sizes available when you dig a bit.
-
I have a similar but smaller HF parts washer. I bit the bullet and emptied my wallet for 5 gallons of Ozzy Juice fluid. I really like the fact that it's non-flammable and not nasty to work with. Hate the cost. My washer rarely gets used, maybe once every couple of months-- that stuff has sat in there almost 5 years now and hardly any has evaporated with the lid down. It has loosened some of the crappy HF paint and I just chalked that up to it being HF paint. The pump was already killed by the previous fluid or just being a HF product (can't even remember what that first fluid was--likely a petroleum-based degreaser) so I can't say whether the Ozzy Juice was pump-compatible.
-
Not your area but I'm also in one where post vises don't come up that often, especially ones above 4-1/2". In this area (Eastern WA), that size would probably sell fairly quickly at around $ 175-$ 200, take a while if getting toward $ 250, and sit for a long time but possibly still sell a bit higher assuming the screw is not just good but excellent. Those are high prices (especially relative to other areas) and people with patience can find them cheaper...but there are enough impatient buyers to generally support those higher prices if the piece is well advertised. Obviously YMMV.
-
Just curious--the photo appears to show pretty heavy wear making the surface wavy..or is that just the image...or original to the piece? Though it won't really affect use, it might affect perception and therefore pricing. Possibly a wipe down with something that reduces the look of the waves (maybe just a lightly oiled rag) could reduce that perception a bit by evening out the surface coloration. Pricing is going to be hard on that one because it's one of those things where the right buyer might covet it at high prices where 99% of others might only buy one if the price is so good you simply can't pass. My guess is that you'll have to decide what it's worth to *you* and then just take offers..and if one comes in above your own value, take it. It's just standard operating procedure that the minute you sell it, someone will come up and tell you they would have paid twice as much. That's one of the immutable laws of selling stuff.
-
Replacement would be my guess too. Probably had an ACME threaded rod and nut left from something else that was going in the scrap bin and got salvaged. The most common might be certain types of turnbuckles --does the nut bear any signs that it might have come from such a thing?
-
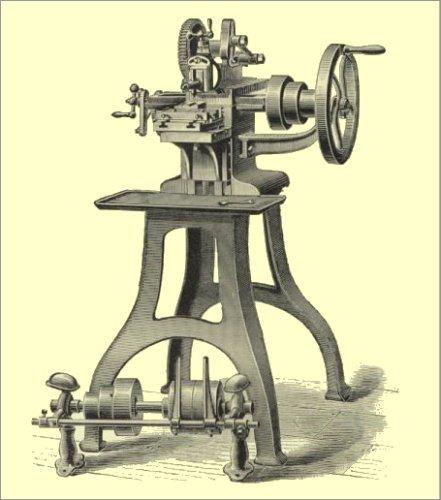
As artfist said, this is NOT the same thing as a woodworking "shaper". It's a handy tool to have around but rarely used these days because they are too slow and take some thought to set up. That being said, don't pass up one of the small units if you run across one at scrap prices. There are some things they really shine at...especially making ugly stock into something flat and usable. Once you start "dreaming" of set-ups, all sorts of stuff begin to come to mind. The machinist brains of 100+ years ago were even cutting things like curved dovetails with them. Mine is a veeeery old Giddings & Lewis traversing head shaper. It mostly collects dust but there is nothing like the slow clacking of the clapper as it creeps across work to make for a relaxing afternoon. This one but motorized.
-
After these were mentioned in another posting, I decided to give it a shot just to see if the hype lived up to the product. I picked up a 14" Lenox diamond blade from the internet mega-store: Price $ 80. My comparison was to DeWalt abrasive cut-off blades (virtually brand new) which can be had at most big box hardware stores and run about $6 to $7 at the internet mega-store. Saw is a Milwaukee standard 14" abrasive cut-off that's about 15 years old. First, there is one difference you notice right away: Inertia. The diamond blade is a lot heavier and the inertia when starting the saw makes things really jump. When stopping, the inertia keeps the blade spinning quite a bit longer than the standard abrasive blade. That inertia is enough to make your heart jump a beat but probably something one would get used to quickly. For cut tests, I used 2 x 3/16 HRS flat bar and 1-1/4" 430 round bar. I did some rough timing of the cuts, trying to keep things as similar as possible but that part is pretty subjective. A few photos: Diamond cut (left or top...it moves when actually posted) and Abrasive cut (right or bottom) in 4130. Bar got darned hot with the abrasive wheel so showed some coloring as it cooled. No big deal except in comparison Round bar discs that were cut off. Abrasive on left, Diamond on right. Abrasive took 43 seconds, diamond 44 so it's a tie. Diamond had a lot more smearing and rougher cut. The color on the diamond cut seems to be an artifact of the first abrasive cut--where the bar on that first abrasive cut got coloration, the slug didn't. Flat bar cuts, Diamond on the left and abrasive on the right. Very similar results but the diamond was a rougher cut and left more of a lip on the bottom. Because the first diamond cut heated the bar enough to color, I did a second and on that one it didn't. Cut time on diamond, 21 and 16 seconds..Abrasive 13 seconds. Some conclusions: Cuts are definitely more rough with the diamond blade. You don't use this kind of saw for precision cuts anyway so maybe that's not a problem but it would require a bit more clean-up. Speed is roughly the same between the two with diamond actually taking a hair longer. The difference is not enough to attribute to the blades rather than the tests/operator. Noise: The diamond is a bit louder in my opinion. Not a huge difference but with even a single cut you don't want to forget ear protection. With abrasive, it's just enough quieter that I'd only normally grab ear protection for long or repeated cuts and might let a single cut slide (bad on me). Sparks: Diamond did throw less but it still throws enough hot stuff that you need similar precautions to that of abrasive. I assume with the wheel not degrading as you go, there is less "dust" (as the literature claims) but I didn't run enough to compare. Less of that abrasive crud flying around might be a huge benefit to those with smaller shops..it seems to get everywhere. In my opinion, the only significant benefit to diamond would be in blade life. That might benefit a production shop that does cuts all day long but for the average guy, it wouldn't be a huge deal. By the advertising numbers ("lasts 30 times longer"), over the life of the blade the diamond would cost you about half as much but who does that many cuts in the situations amateur smiths normally see? The real cost to diamond is in more ragged cuts. In many situations this may require a lot more time dressing the parts after the cut. As an aside, there are some notions that you could cut stuff like bricks once in a while which might benefit smiths on the rare occasions. I'll leave it on the machine...but I'm not particularly thrilled with the results and don't think I could recommend one. There is no significant benefit over the cheap abrasive blades. I didn't have any really hard material to try (couldn't find my stellite) and there may be some benefits to those running really hard stuff. I have a diamond wet saw for that so it's not of benefit to me. The horizontal band saw still gets my vote for 99% of metal cut-off.

.thumb.jpg.14833026a54e82bfe30ccffce948cc4d.jpg)
.thumb.jpg.01e8a7d91836412085aa67cf672711c1.jpg)
.thumb.jpg.988f1b04cc19127faf4ff3c46dd868dd.jpg)
.thumb.jpg.5bd9c1b05f50027498500b90a8ccbd02.jpg)
-
Common around here seems to be a pretty sloppy spindle shaft and instead of standard wedges, they use leather to pack out any gaps. I assume that one benefit of the leather is a very tiny bit of shock relief, possibly helping the stone not crack as easily at the bore. It's also a pretty simple way to install things--wet the leather strips down and they can pack in quite easily. Here is an example of a bit of leather inserted in one in my shop. I know of several others where this method was used. On this one in my shop, there is a square wooden filler block in the square bore of the stone with a simple round hole for the spindle. Some farmer made a wooden disc to act as a washer to hold the wheel in place when the nut on the shaft is tightened. The wooden disc also helps prevent stone cracking in the event that someone gets over-zealous in tightening the nut. And the other side of that one just so one can see the rest of the shaft with the original steel plate washer. On this side there is an "upset" in the shaft to make a bulge and act as a stop when the nut on the other side is tightened.



-
Because I've been a bit ripped over the clearly hyperbolic "slapping" comment, I'll clarify a little. People often seem a LOT more concerned about an anvil's cosmetic issues than actual use issues, commonly due to lack of research and experience. Rather than use the anvil to see if there is actually a problem, they assume that it must *look* newish to perform well and go to town on "repairs" before a hammer even touches it. They get so focused on look that they seem to forget it's a tool to be used. Like the 100 ways to build a terrible forge videos on Youtube, there are always plenty of other poorly informed contributors who are happy to imply to the owner of a new anvil that they must do the cosmetic improvements or the anvil will be effectively unusable and little but a boat anchor without slapping on 5 pounds of soft weld bead. I stand by my abbreviated version of the metaphorical "I want to slap some sense into them". Don't fix stuff until you are positive it actually needs fixin', especially when you might be doing more harm than good to an old beauty. But as was said, it's their anvil and they can do whatever they want with it including ruin it.
-
Turning an old chop saw into a cold-cut saw?
Kozzy replied to JHCC's topic in Saws, bandsaws, hack saws, etc
After seeing the diamond option I ordered the Lenox for my 14" abrasive cut-off just to see how it compared. It actually wasn't that expensive so worth the try on a lark. I'll report back as to results after it comes in and I run some tests. As much as I hate the abrasive cut-off wheels, I can't see this being much worse...and maybe much better. Reviews were mixed but mostly positive. However on that behemoth website they mixed all blade diameters together in the reviews. -
VUL

-
An ad showed up locally for a 60 lb Vulcan ($4.66 per lb BTW for a not great condition). The ad specifically states "good ring". I've only had a chance to bang on a couple but I've never heard a "good ring" from a Vulcan. I was wondering if there was some variability--do some vulcans have a ring at all? Thud is all I've ever heard. My current take is the seller is "gilding the lily" on that issue but without more Vulcan experience, I might be wrong so wanted to see if others had different experiences. No, I'm not buying it. A lot of people coming into the museum I volunteer at have "Grandpa's Vulcan" so just wanted to see if "ring" might be variable on them. I usually explain and suggest a ball bearing test and keep a bag of 1/2" balls around to give away when they show real interest in researching their anvil.
-
So...you get down to about 20mm and it pops all the way back out? First thing I'd look at is whether the nut is so worn that the screw is barely making contact. It might grab just because the screw is at the right angle until it reaches a point and then the screw re-centers in a severely worn nut and will slide all the way back out under spring pressure. Might not grab again until you can make the screw skew enough to get a little bite in the now-oversized nut. And if the nut is not worn, it might simply be for a larger screw and someone "married" parts from a different vise. But I'm just guessing because it's not in my hands to see what is really going on.
-
On a side note for people playing with dishes, Here is a video of tinning the surface of a vessel Video quality is not great but this guy makes it look pretty easy. Always want to get around to trying tinning like this just to see how much skill it really takes. Pure tin is readily available and fluxes for this are not a big deal. Not long ago, most of the stuff in the commercial bakery industry was still tin plated steel so it can't be too bad a surface. I still get calls from the old school bakery guys once in a while asking for "tinned" steel though it's no longer available from us--only stainless now on our stuff.
-
I just want to slap people sometimes. So many posts (elsewhere) from people who plan on "fixing" what is already a perfectly serviceable anvil by milling, grinding, or welding that I have almost given up trying to explain why that's a bad idea. The other one that comes up often is "welding those worn edges so I can grind 'em nice and square again". Ugh. If you want a brand new looking anvil, buy a brand new anvil. Save the repairs (if one *must* try such a thing) for real basket cases that are already far beyond the usable stage. No matter how you say that some places, it seems to fly right over people's heads and some dolt chimes in about grinding those (minor) dings down and tossing on some weld bead. Can you tell it frustrates me? Hard subject not to get tossed off the forum for using lots of expletive words regarding. I'll just say "Golly that's a sad anvil in the photo" and do my swearing out loud.
-
Turning an old chop saw into a cold-cut saw?
Kozzy replied to JHCC's topic in Saws, bandsaws, hack saws, etc
First you need to define "cold cut" a little better. Those high speed carbide tipped versions are actually a hot cut saw and rely on the heat generated in the chip to do things like keep the chips flowing and peeling away. The heat actually makes the chips brittle so they break into small pieces instead of a stringy mess--Imagine this as drilling where you get those curls coming off vs "chips" being expelled from the hole and you might get the drift of what the heating of the chip is actually doing as it cuts. In CNC lathe operations, you often increase speeds and feeds for the same purpose so the chips break into manageable pieces rather than form stringy rats nests. A true cold cut saw usually runs about 60-90 RPM in that diameter, most commonly with flood coolant, and is more like a standard machining process to get high quality cuts vs fast cuts. For nearly burrless cutting of aluminum tubing for refrigeration coils, we do similar but at 7000 rpm. Ya gotta watch those blade RPM limits carefully in our shop when buying replacements. That being said, I think you could convert this machine to a carbide hot cut (and again, that term will vary because it's ill defined for these saws). Be sure and plan for expelling "chips" as I assume this was originally for an abrasive blade and the swarf coming off that is different. Actual "chips" may tend to pile up in places where they can cause issues. Also, it'll be noisy as heck--ear protection will be a MUST. Tune everything up so you are 100% sure the blade is accurate and has zero wobble. That might mean machining new plate washers for each side of the blade (originals for abrasive blades are not always the best precision, especially after years of wear). The blades also might not be common in sizes which match that spindle style and diameter so you might have a battle with that and need to have a new spindle made--match whatever is standard in blades rather than simply trying to find a blade that matches your spindle and you'll be better off in the end. And be sure to get blades from a top quality supplier who specializes in this type of cutting. Going with a low end blade does NOT pay off on these. Please give feedback if you get this running. I've been in the "planning" stages for ages to do a similar conversion on an old industrial cast iron woodworking "jump saw" because in my operation, I cut thousands of pieces of 7/16" round bar (T304 SS). I'd sure like to hear of your successes and challenges as you get this running. -
build a salmon ladder at home in iron tips
Kozzy replied to angiolino's topic in Welding/Fab General Discussion
There is also a peg version that would be easier to fabricate--basically a punch of holes in a thick hardwood board and you hold a "peg" in each hand moving from hole to hole. The benefit of those can come when you don't have a lot of height--you can peg up a little and then have horizontal holes to peg across and then back down. Does about the same thing as the ladder style you mentioned except without the ability to "hop" from location to location. If it was mine to build, I'd bite the bullet and have the wall fixture part done on a CNC plasma cutter. It isn't horribly expensive and you will get the shape and consistency needed. Probably a steel plate on each side forming a wood-beam sandwich. It could be hand plasma cut with a jig also. Sometimes it's worth throwing a little money at to save a ton of extra work and gain the extra quality/consistency. -
With regards to the notion of forging using a small propane blowtorch: Just give this test a try--take a piece of steel of appropriate size to forge a small knife and see how long it takes to get to a good forging heat. Beyond red and toward a good yellow. Even with an insulating box around it (like a coffee can forge), it would only heat up a little faster. I think you'll find out what such a thing is a poor idea. That is, unless you like waiting 15 minutes for your stock to heat up for 15 seconds of forging. Lather, rinse, repeat a dozen or two times and you'll be wishing you never saw that youtube video. Might be fine for something like small nail stock but it'll be awfully disappointing for someone intending to make knives or anything larger than that nail.
-
Japanese tool used to grind tools on stones
Kozzy replied to J.L.S's topic in Tools, general discussion
ok, now it makes sense. I do have some hollow ground japanese planes and never thought about the jigs to do that...of course mine are probably from much more modern jigs and machines. My Japanese source for that kind of info passed away a while back. There is similar in Hong Kong but with chinese style planes and and my guy there also died a couple of years back. Dang, that starts to make me feel old. Now you got me curious so I gotta do some digging.... -
Glenn was awfully nice there. The answer to your proposal for a forge is an emphatic NO. A typical blowtorch cannot put out near enough heat for any real forging and cinder blocks don't belong anywhere near a forge..unless you are just using them to set stuff on. For a cheap solid fuel forge (since this seems to be posted under that subject though you are referencing a gas forge), look up JABOD forges. One can be scabbed together in an hour for very little money, sometimes zero money if you scrounge well. They're a great starter because you learn what you like and hate in a forge for pocket change, and can then move up to better if you choose to pursue the craft further.
-
Japanese tool used to grind tools on stones
Kozzy replied to J.L.S's topic in Tools, general discussion
Hard to tell from the photos...is this a jig to hold the blade flat for a face hone?...such as the flat of a plane blade vs a bevel guide? I've never seen anyone do enough of those to need to use a holding jig...and I'd think the pressure you'd be putting on a Japanese water stone would erode the flat stone face pretty quickly (japanese stones are pretty soft). Japanese water stones are made to be re-flattened but who wants to throw away that .005" of an expensive stone to re-flattening very often?
.jpg.e9ef7f7615be7a0fa6e53df16b7b262a.jpg)
.jpg.af58eacfb968f374725d63b2ae355f14.jpg)
.jpg.407977f84cb29283524a24da7fc376b9.jpg)
.jpg.658c0ba73b97dce809fba3169489bf36.jpg)