BartW
Members
-
Joined
-
Last visited
-
Well; it arrived. Turned out to be 66 kilo's; condition is indeed really good; perfectly flat and besides some surface rust and one small chip hardly any damage. Defenitely not used a lot. And indeed; it is verry quiet. I don't really know what to do with it; maybe clean up; build a metal tripod for it and use it for lighter forging tasks given the crisp edges?

-
It's going to arrive sunday evening I hope, so I'll keep you guys up to date :-)
-
Me neither, I pretty much live on coffee. So when these chinese guys looked for a anvil pattern to copy; this one is the best they could find? I mean ... if you are going to copy an anvil pattern, take a london pattern or a north german double horn pattern for crying out loud, and put the holes in a location that is usefull ...
-
Wait a sec ... why does a chinese cast anvil say "Acciaco" which means steel in Italian ?
-
Hello; Uncle of mine sent me the picture below; and asked if I wanted to come and pick it up. Of course I said "yes". It is an anvil shaped object afterall. Upon asking some more questions; my uncle assure me it is just over 80 kilo's or 175 pounds. Now this is suprising; because I figured vulcan anvils were all 50 kilo's; at least all them which can be found here. Thin faceplate and same profile. Most 50 kilo vulcans are good and quiet beginner anvils I'd say; but I've never seen one bigger. I also have no clue what the "15" on the foot means. Since this is an "american" anvil; anyone know anything about this kind of anvil ?

-
Well; I've got 2 of these; and they are church-bell anvils. In Belgium; they are actually fairly common, and they seem to be very popular in getting exported. Keep in mind; these are not cast iron nor do they have a hard steel face. They are cast steel; monoblock. Depending on the weight; they have a set amount of water they pour over it after it's broken out of the mold. What seems like a face is actually a rough milling cutter tool pass, to make the edges crisp. Then a dude with a torch heats a small section and stamps the numbers in there (you can verify this with a set of hardness files). I have no bloody clue what they mean; I have a 110 kilo UAT stamped 3805, and had a 150 kilo UAT stamped 3805. Both came from the Belgian railroad company, so I assume the 3805 is a customers number or something ? I love them for their perfect round horn; but they are really hard steel. Mine has a beautifull casting flaw which doesn't impact performance one bit; as something floated to the top of the molten metal when it was poured. Because farriers tend to work a lot on the edge op their anvil; these anvils are not popular among these guys because they have a reputation of being too chippy.. I've posted pictures of them here years ago...
-
First picture in this thread show the really nice sloping curve. The horn usually isn't symmetrical; but the rounding very gradually slopes towards the flat; so you have essentially a wide choice of edge-radii to choose from when forging. In practice; this means french anvils are less susceptible to farriers damaging the anvils drawing out the toes of horseshoes.
-
Having used both, I prefer the German style anvils. Sometimes it's handy to be able to rotate a hardy tool and still make it fit. In the French setup; they cannot be rotated. Most of my home-made hardy tools however fit so tight; and the hardy hole isn't perfectly square; they cannot be rotated anyways. But that's more my fault. If i'd take a couple more heats and made it fit while rotating ... Also the french style anvil has a really cool long curve on one side; which is very handy drawing out, even if the anvil is mounted too low or too high.
-
The markings are fairly simple and self-explanatory: Maker: "Joris et Dambrun" (company) location: "a Paris" (in or near Paris) Serial nr: "N 30772" Weight: "P 112 KG) (Poids 112 Kilograms) I wouldn't worry about the "crack" in the bottom. These were cast up-side-down, so it could be a "molten-steel"-fold and not really a crack. Once they cooled enough, the mold was broken open , maybe some refinements were made like the hardy hole ( so a bunch of burly dudes with 20 pounds sledges) .. then it was rolled outside and put under a water tap to harden, and after a specific amount of water the residual heat in the body tempered the anvil. They would return the day after, check the anvil, and start cleanup on big milling machines. Fascinating proces to observe (I've seen it once in Belgium) This method does result in fairly hard tips, this had advantages and disadvantages. The hardy hole is also specific sided; and you need to forge tooling for it, but first make a specific punch to push out stuck tools ( been there, got the T-shirt) .
-
In France, in the city of Saint-Denis (Paris), there was a steel foundry called "Joris & Dambrun" ... like 50 years ago, they went bust during WO2. It helps if you can search in french (I speak french & dutch, I'm from Belgium). They were known for producing lathes; apparantly they also made anvils. As for quality & construction; in this part of the world the classic wrought iron body with a steel face were not very common; they were mostly cast steel anvils in the past 150 years. Most anvil producers held rather high quality standards and rejected about half of the castings. Access to high quality steel is also no issue in this part of the world. However, as Frosty said, the anvil made it across the pond, and it could have been in a fire. To be tested I suppose.
-
There is an open-air museum-ish village close to here; and they have quite a few hundreds of years old houses. Including a forge But in the exposition, there a lot of threshing flails, probably because they look good. But as for the wood used; the shaft is usually light and flexible; so elderberry, hazel. The head is usually heavy and hard; and they are all Oak. As for crabapple; I actually haven't used that before. I know Apple tree makes lousy handles; while pear wood looks nice on knifehandles, stabilized, but isn't strong enough for handles.
-
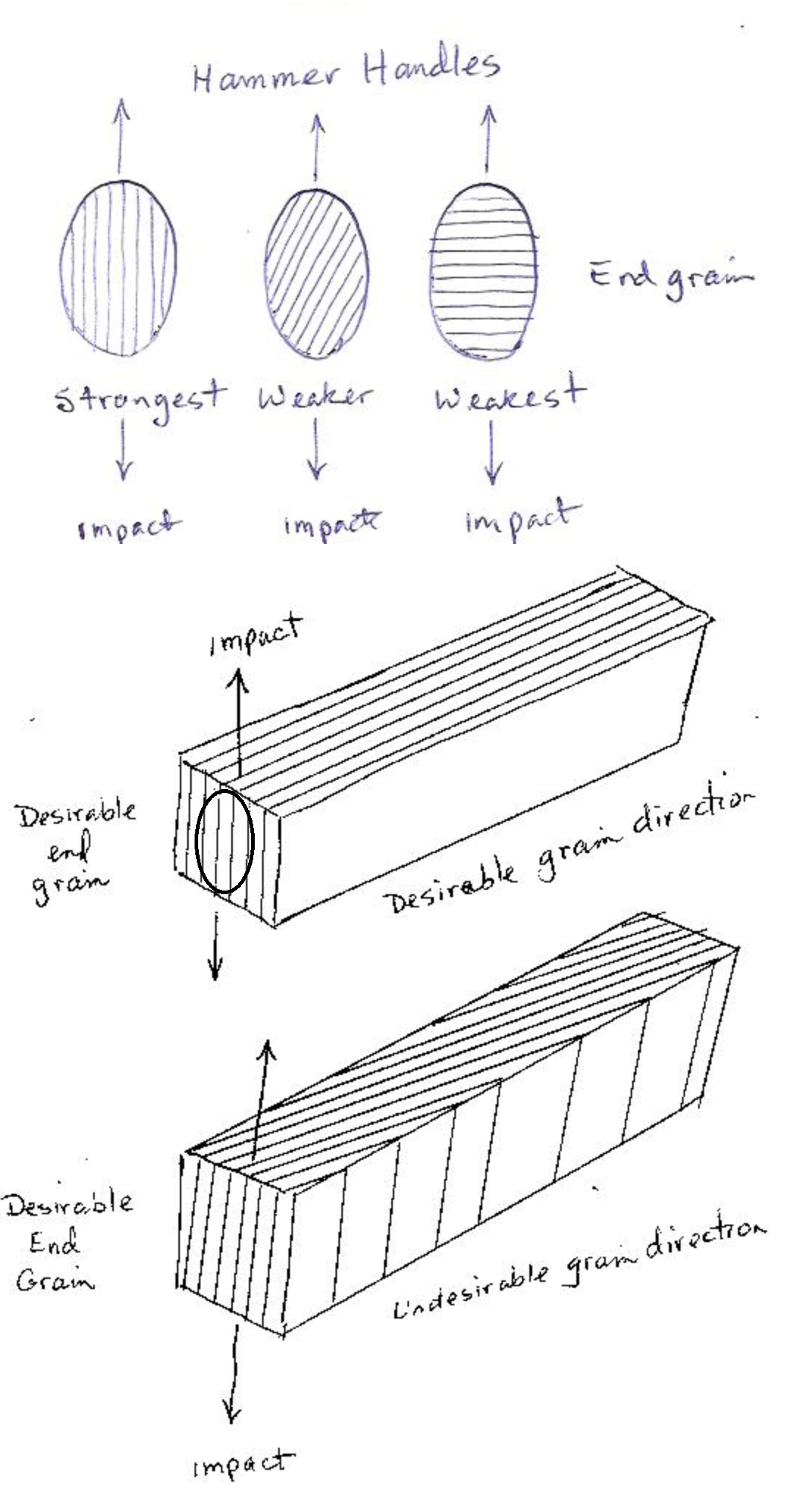
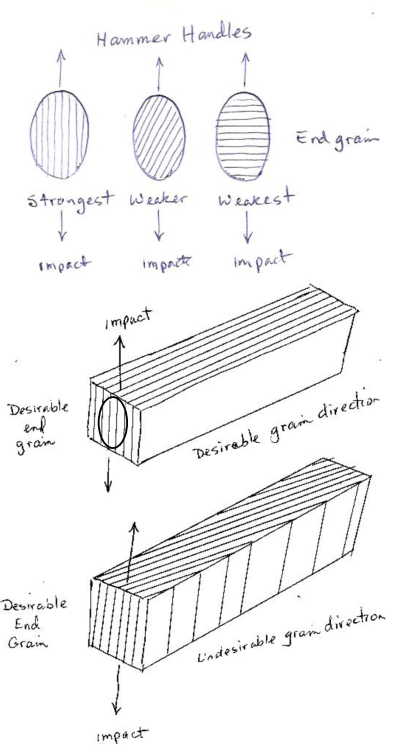
Europe has much variations in climate actually. Nordic birch (slow growing birch due to the cold) is the same tree as the birch growing in my backyard. Nordic birch is a good handle material and quite hard and resistant. The birch growing in my backyard are soft like pine. Hickory doesn't grow terribly well over here; but Robinia (Robinia pseudoacacia) Is the most dense and resistant natural growing wood in western europe. Ash, Beech, chesnut, hazel, elderberry, buxus, afzelia, rhododenderhon, rozewood, magnolia ... I used them all for handles. typically I avoid most pine and oak (they "bleed" some kind of acid turning your hands black) variations. If it's soft enough for me to dent with my nail; I leave it alone too. Keep in mind that "how" you cut the handle and mount it is really important in longevity of the tool. I attached a drawing I found on the internet a loooooong time ago.
-
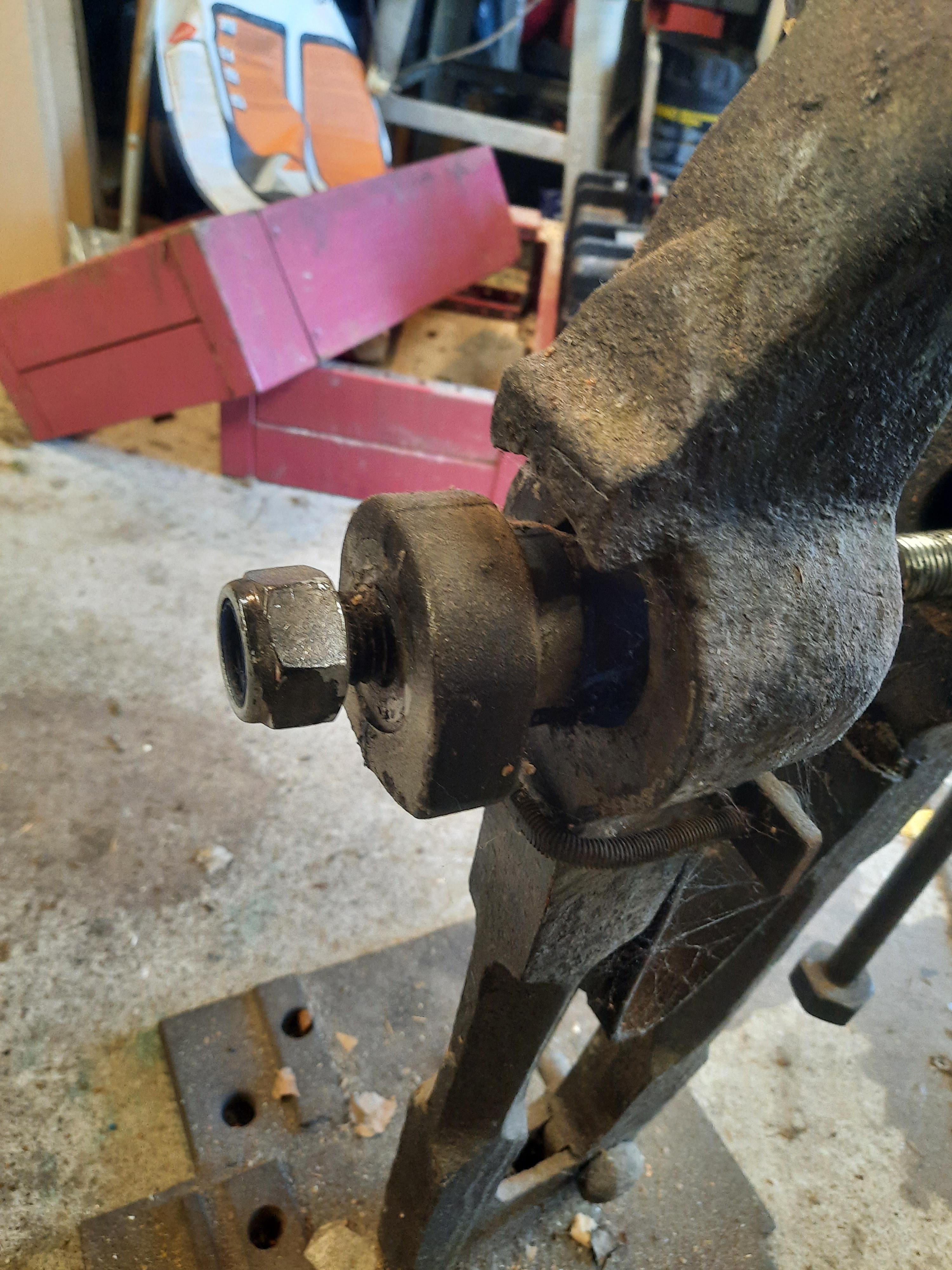
Hello All; I've got some information request concerning the vise below. The story: Worn screwbox; and broken handle bar and foot. I couldn't get the handle bar to weld correctly, it's some funky very large grain iron which makes welds go brittle. Then I found a truck kingpin thing to mount a spare tire; it is partially threaded M20 , not drilled all the way through. I cut that thing in half; the threaded section forms the screw-box; the non threaded half is secured to a threaded rod, and I machined a washer in front. Then added 2 nuts with the thread cut out to form the handle-bar holder; and a threaded rod with the threads cut off is the handle. To protect the threads I welded a pipe over it, and added a key to prevent the box from rotating. Then I manufactured a V-spring from a leafspring (this is WAY overkill). It clamps really slow (but pinches hard). It isn't ideal; trapezoid thread would have been better and faster. As such, I wouldn't recommend it as general usage vise; but a blacksmith bending, drifting and hammering vise; sure. As a base I welded it Very thick plates; and now I use it to clamp stuff and hammer; or a adjustable swage block to punch holes. Maybe somebody can get ideas from this fix; there are a few "hacks" in this one


-
I wouldnt weld it. Chance of brittleness is too high. Well... with my welding skills at least: D I had a similar problem once, and i fixed it with a m20 screw box, a piece of pipe to protect the threads and a key to build this: the bar was made from another piece of m20 wire Rod and 2 nuts . The box and front part and salvaged from a truck spare part mounting.

-
I though about it for a while, and I have heard a lot of different theories. I usually aim for knucle-height; but I have others lower and higher depending on what work you are doing. Usually it's my back that notifies me after a couple heats it's too low for this task; or the bad hammer control and low power if it's too high for a task