Buzzkill
-
Posts
2,049 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by Buzzkill
-
Modular Forge And Metal Work Components
Buzzkill replied to 7A749's topic in Tools, general discussion
Hmmm. I have no doubt that you can beat modern power tools in some applications, BUT you have some startup time waiting for the forge to get to temp before you can act. You're also burning fuel during the ramp up and during whatever action you take. Unless your fuel is free it's probably not cheaper than the electricity the power tool uses for a few minutes. To me all methods have their place and are situation dependent. If I want to drill a single hole I'm pretty sure I can grab the drill, chuck the bit, and be done before you can light your forge and get it hot enough to punch. On the other hand if the forge is already hot I'm sure you could punch several holes before I get the first one done with the drill. -
Blacksmithing gems and pearls
Buzzkill replied to Glenn's topic in Blacksmithing, General Discussion
“There never was a good knife made of bad steel.” -Benjamin Franklin -
My money is on a Hay Budden that was broken at the waist and a "new" base attached to it.
-
If the fasteners are your only concern you can chuck them in vinegar for a day or so. If they are zinc plated it will be gone after that. If there's no change then they are probably stainless, but either way they are safe to use after that. Make sure you rinse off the vinegar with a neutralizing solution if possible.
-
Here's a *possible* test. Check with a magnet. If it is not magnetic it is almost certainly stainless. If it is magnetic it's probably zinc coated steel, but it could still be stainless. The 300 series of stainless is not magnetic and a lot of stainless pipe is in that series, but it's not a guarantee. If there's any chance the pipe will get direct flame or significant heat the safe thing to do is not use anything that is galvanized. If it will be at least several inches away from anything that gets significantly hot you are probably ok, but the risk is on you.
-
If you look at the user reviews on the Grizzlies you will see that tracking is a common complaint on them. I don't recall anyone ever saying they figured out exactly what the problem is and offering a solution, but maybe read through some and you might get lucky.
-
That's a little hard to answer without knowing your situation. If you have to buy everything retail you'd probably have around 3-400 dollars in steel, bolts, nuts, bearings, pulleys, etc. There are a lot of fairly small pieces, so unless you have a quick and accurate way to make cuts I recommend paying the steel supplier to cut everything to size. It cost me a dollar a cut after 3 I think, but it was worth it since a hacksaw or abrasive cutoff would have taken me hours to do and most of their cuts were square. Mine most likely would not have been. Obviously the more parts you have on hand the less additional cost you will incur with this route. I didn't (and still don't) have much of a scrap pile with suitable pieces for the build, so I had to buy almost everything.
-
I still may not have the answer you're looking for, but I can share my experience with you. My main use is also in blade making. I built a 2x72 grinder based on the No Weld Grinder plans. The first incarnation of my machine used a 1hp motor and two 4 step pulleys for attaining different speeds. In the fastest pulley arrangement it was fairly easy to bog the grinder down and even stall it at times. I tripped a breaker with it once and had a few shutdowns on the thermal protection in the motor. For me having the ability to change speeds is something I would not want to do without. Final grinds after heat treat are something I like to do barehanded and fairly slowly to avoid overheating blades and to limit the effects of minor mistakes. A few months ago I got a 2 hp 220v motor and a cheap chinese VFD and switched over to direct drive. The VFD I got is not rated for dusty environments, so I built an enclosure from an old PC case to protect it. So far this has worked well and I've had no problems with the power of the machine. Between the cost of the step pulleys, the pillow block bearings, and the shaft for the previous setup I had almost as much in that as I spent on the VFD. If you have been working without a belt grinder or a fairly small one with low power just about any 2x72 will seem like a huge improvement. From my experience I wouldn't recommend anything under 1.5 hp and I also would recommend a way to change grinding speeds. The 4 step pulley system did give me enough variation in speeds, but the lack of power at the top end was frustrating. The NWG can be assembled easily in a weekend (maybe in an afternoon) if you have everything you need in front of you. It does require a drill (drill press is preferred), center punch, measuring devices, a way to cut and square the ends of pieces if you cut them yourself, and a few wrenches, but overall it's pretty simple. I haven't used any retail 2x72 grinders, so I'm of no help there, but hopefully someone else will have info for you on that front.
-
I have a couple questions for you before I answer. What is the main anticipated use for the grinder? Do you have a 220v circuit to use or do you have to stay on 110v? Do you have any interest and/or ability to build a grinder yourself?
-
I welded some square hooks to the sides of my front opening so I can slip a single IFB snugly in and block about half the opening from the top. I have a tendency to "rub" against things when putting steel into or taking it out of the forge, so I prefer not to have things stacked up that I can easily knock over in the process.
-
You need to go up in mig tip size. The diameter of the orifice of the jet should be approximately 0.06 times the diameter of the burner tube. Keep in mind that mig tips are rated for the diameter of wire that passes through them, not the actual diameter of the orifice. A mig tip for 0.045 wire will get you pretty close. You may end up not trimming the tip much or at all to tune it though. Also your tube length should be 8 to 9 times the diameter, so simply around 8 to 9 inches length for a 1 inch diameter tube.
-
You may not have seen it yet, but there's a whole thread on coal at Tractor Supply. In my neck of the woods it's about 6 dollars for a 40 pound bag in either rice or nut size. It's anthracite, so not ideal for smithing, but easy to get and reasonably priced - assuming you have a TSC nearby.
-
I'm not sure how happy you'll be using the Red Devil for a floor. I think you're referring to the refractory cement they make. I used a different brand of cement, but also rated at 3000 F, to line a propane forge a while back and was a little disappointed with the results. In my case it glazed, then turned "gooey" in the forge to the point where if I bumped into it with hot steel it would stick a bit like peanut butter. Again, this was a different brand, so your results may be better, but if you can get your hands on some kiln shelf I can recommend that far more than my attempt at using high temp refractory cement in a propane forge. Unless it specifically states it is a castable refractory I probably would go a different route based on my previous experience.
-
If the steel is still hot when your chisel/punch/drift gets stuck you can normally free it fairly easily by setting the object on its side on the anvil and striking perpendicular to the chisel/punch/drift.
-
Thanks for posting that link. I found the article and the comments from people who had interacted with the man very interesting.
-
Just a thought here. If you have access to a lot of 1 inch thick plate and a welder you could stack them next to each other on edge and weld them together. That would be a very easy way to make yourself a 1 inch hardy hole as well by just leaving a one inch space when sandwiching some shorter plates between longer plates.
-
Can it work? You bet. Is it worth the hassle to you? I don't know. I started with used oil since I have access to a constant supply. I made a siphon nozzle which atomized the used oil in a stream of compressed air. I still needed a blower to provide enough air for proper combustion. The bottom line is I switched over to propane and only have mild regrets when I go to get more. The simplest way I can put it is that there is a lot more that can go wrong and a lot more that has to be handle correctly compared to propane. Just for starters think about the different flow rates of an oil at 0 degrees compared to 100 degrees. One gallon of used oil may be slightly different from another gallon, unlike oil directly from a manufacturer. For me there was a lot more "tinker time" with the fuel and air adjustments, more mess, and more hassle than it was worth. And that is one thing I really appreciate about you and this site in general. A lot of effort goes into trying to provide accurate information, and good information can be priceless.
-
IMHO you are using way more fuel than needed. The pressure of propane tells us nothing without knowing what is restricting the flow. I used an unrestricted line from the regulator to the inlet on the burner and would never show any pressure no matter how far I opened up the regulator. If flames are shooting out the openings to the point where it's hard to approach the forge from that direction, to me that would indicate that there is a whole lot of wasted heat just going out into the open air rather than heating your steel. Since you said you can heat the steel to the desired temperature in the dragon's breath outside the forge my guess is you can cut back significantly on your propane and air to the point where you have only a few inches of flame exiting the forge and still easily get the temperatures you want. Closing off portions of the front and back should also keep a lot more heat in the forge. Obviously what you're doing works, but you're probably using something around twice as much gas as you need and that costs you money. It may also wear out your forge lining faster. For tuning a blown forge, setting the propane and adjusting the air till it's loudest should give you somewhere near a neutral flame. However, that neutral flame can still be way more output than is needed. Personally I set for the loudest flame then cut the air back until the noise decreases and the flame gets lighter in color. Then I increase the air a little until I hear the volume of the flame increase again. I like to stay on the reducing side of the mix just a little to keep scaling in the forge to a minimum. If after a couple minutes I think it's too hot, I reduce the propane flow and adjust the air again. If not hot enough I increase the propane and adjust again. I haven't forge welded with mine, but I've never had the need for a dragon's breath like you show in the top 2 pictures to get the temperature I wanted.
-
Not sure. From my own experience it is good to have a restriction on the propane so that there is a measurable pressure build-up that the regulator gauge can indicate. If it's a wide open line then you don't see any pressure no matter how far you open the regulator. A mig tip or needle valve would produce that effect and maybe help with recording specific known settings for a particular burner/forge setup. It would also allow 2 or more burners better tuning control from the same regulator. It may be overkill to some extent, but there's not much of a downside for the feature.
-
Frosty, There are needle valves on those burners. They are before the ball valves with a 90 degree elbow between the needle valve and the ball (or 1/4 turn) valve.
-
Sounds like you have a pretty good handle on the operation aspects. The ball valve does allow you to quickly shut off the propane if needed and/or choose which burner will be in operation. Some people open up their regulators to maximum and use the needle valve for tuning the propane flow. The main difference in tuning is that every change in either air or propane affects the flame, whereas once a naturally aspirated burner is properly tuned it pulls in the right amount of air as the propane pressure increases. As for tuning I use a combination of sight and sound. It isn't difficult once you get used to what you are trying to accomplish. Once the fire has been going for a couple minutes I either cut back the air or increase the propane a bit until the burner flame gets lighter in color and the roar from the flames drops off just a bit. This is a rich flame that will burn cooler and produce more CO than is desired (for me anyway). Then I bring the air back up just a bit so the volume of the roar from the flame increases. At this point I have a slightly reducing flame and I leave it alone. If after a few more minutes I determine that it is hotter than I want I reduce the propane and go through the same process. If it's not hot enough I increase the propane and adjust the air in the same manner. Once you get used to the sight and sound you are looking for it is a quick and easy adjustment. To get a handle on it play with both the air and propane flow. You will hear the roar get louder when you are generally near the right mix. It will get quieter with either too much air or too much propane. Too much propane will also give you more flame at your openings, so make sure you're not standing in front of those when you are experimenting with the mix.
-
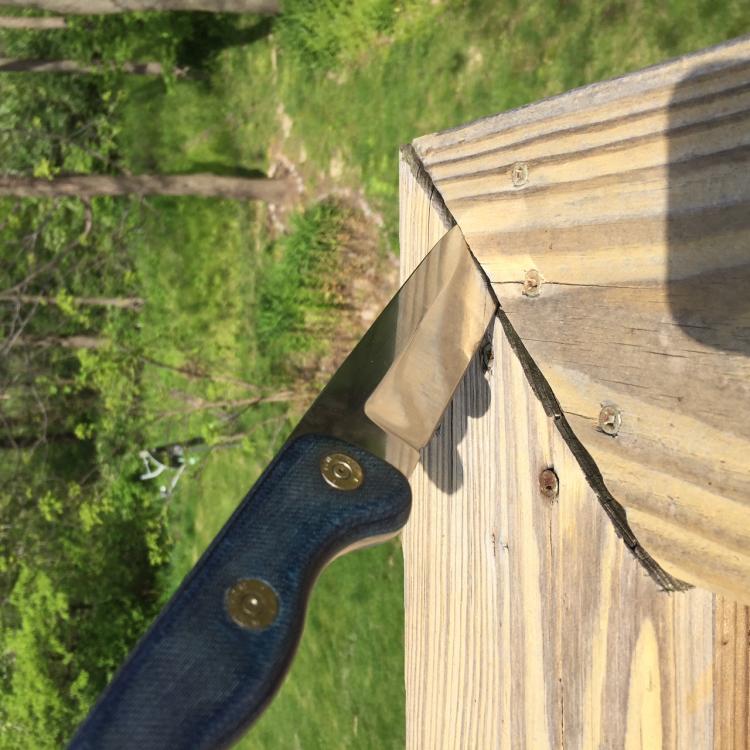
Thanks for the compliments. I appreciate it. Normally I cut brass or stainless rods to use for pins. However, in this instance I did not have rod in the diameter I wanted to work with, so I found some nails that had the right diameter and used them. Since I knew they were going to be hidden anyway and coated in epoxy when I installed the covers it seemed like a good choice for this project. Nails also peen fairly well even though it's a little more difficult in a recessed area.
-
Fortunately my older sister and I have almost always gotten along well. She got me out of trouble more than once when we were kids. I do have some scars from my other siblings though. I hear you on the lack of preference for the american tanto, but he said he prefers that style. It kind of surprised me since he has been a martial arts instructor for 30 years with an 8th degree black belt in karate and 6th degree black belt in kenpo. I figured he'd prefer the traditional Japanese style tanto. No accounting for taste I guess.
-
Can Silver and Steel be combined to create a viable blade
Buzzkill replied to FusionShardProductions's topic in Knife Making
Nope. I did that before YouTube, or even the internet for that matter. I didn't have any way to record it then either. -
Here's the knives I gave to my older brother and sister over the weekend. Both are O1 tempered twice at 450F for two hours after hardening, and both are 11 inches overall length. If my hardness files are to be believed they are between 60 and 65 Rockwell. A few firsts for me here. My first hollow ground blades. My first (American style) tanto. My first dovetail furniture and scales. The tanto has stainless furniture and pins with dyed and stabilized maple burl on the handle. The drop point has home made blue jean micarta scales with spent .357 magnum casing "piin covers" which were fired from my sister's gun - to add that personal touch. I flared some stainless tubing I have for the lanyard hole.