

John B
-
Posts
3,598 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by John B
-

Normalise leaf spring before forging or not?
John B replied to Luke Pickering's topic in Blacksmithing, General Discussion
Hi Luke, we have a members day at Westpoint forge this Saturday if you would like to come along for a chat and meet some like minded people. Its a mile and a bit away from the M5 Exeter services, enter by main gate, and turn right then pass the Devon Drivers Academy and we are the last building on that avenue. -
Maybe it's how you are using it, Just try brushing in one direction, if you brush backwards and forwards, the 'spring wire bristles' will break, or fall out.
-
The shop has not been sold as a going concern so there will be an auction of the contents as listed. The forge will be open for viewing from 10 am with the auction starting at 12pm. Forge address is Unit 2, Mells Pit Works, BA11 3RH but please note that Sat Nav does not generally get to the right location. If travelling from Mells direction, pass Vobster Dive Center and on the right hand side before Babbington house is Mells Pit Works. Items purchased may be collected on Sun 11 June with a possible second collection on Sat 17th June There will also be a working party to clear up and prepare for the sale at the forge on Sun 4th June from 9am and any assistance would be greatly appreciated.
-
Bath and West Show at Shepton Mallet next week, Wednesday May 31 to Saturday June 3rd, after much effort theBlacksmith forged metalwork feature has been completely revised, and made more competitor friendly, entries will be taken on site on Tuesday prior to the show opening, (on line booked entries up to 09.00am on the opening show day,) parking for competitors is a lot nearer to site than the previous location was, less than a couple of hundred yards away, and accessible by paved road, The new location is the Woodland and Countryside area, and inside the Dulverton Pavilion for the static display, competitors can sell their products. Non NBCC live competitions will be judged by a member of the public each day, the winning makers piece will be kept by the person judging , and the maker will receive £25. This competition piece is " Anything made in an hour" and gives everyone an opportunity to make something within their comfort/capability zone, and stand a chance of winning, it is being judged on appeal rather than NBCC standard technical criteria, so even beginners will have an equal chance of winning, and four days to compete. As many entries as you like over the four days can be attempted under the new "Blanket entry fee" system. Pictures show the outside area for live forging, and inside for the static display., Entries will be accepted up to 9.00am on the Wednesday, or daily for the live competitions if you are visiting the show and would like a go.




-
Hi Thomas, sadly because of the location being very near to the coast, client had it with a galvanised finish.
-
Bank Holiday Mondat is the North Somerset Show at Wraxall near Bristol, There will be static and live forging competitions with the winners gaining points towards the National Champion Blacksmith Competition, and some of the Best UK 'smiths will be there. The live competition will be judged by Hector Cole, and the theme is something related to a nursery rhyme, ....so that should be edificating to say the least. Come along and enjoy if you are able. Next show is the Devon County Show May 18, 19, 20. Here are some pieces from last years shows





-
Hi Joel, Best insurance for what I do I have come across, highly recommend them. Do you reckon Don and me ought to get together as the new Little and Large? or you could join us and he can be the Good/Bad, and you could be the Bad/Good, and I'm typecast for the other. Next time I want a stunt double.
-
Had a gent drop in and did a little video of what we do on our three day course which may or may not be of interest,
-
Blacksmithing Myths
John B replied to Francis Trez Cole's topic in Blacksmithing, General Discussion
Everybody elses metal stays hotter longer than yours does. -
There are robotic forging stations already in use, and you can purchase these manufactured items easily, which is why so many professional blacksmiths have been replaced by so called blacksmiths who produce "hand forged" items. Sometimes these forgings are cheaper to purchase than the cost of new steel I have to source to make a similar item in the traditional way Having said that I can make items that machines cannot (so far as I am aware) reproduce. Quantities are the key to the economics involved with thes machinery installations. They still need a skilled/experienced smith to oversee and design the making and use of these products. INDIVIDUALITY IS OUR SPECIALITY
-
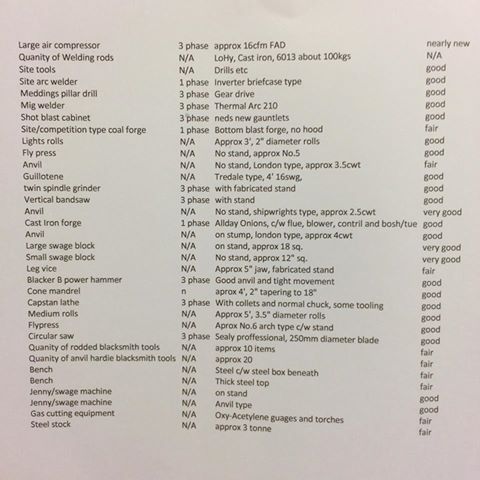
Thanks Marc, It is not my shop, that went some years ago, but a younger colleague who has been struck down in his prime at 54, and wants to try to get something together to leave for the family rather than let them have to dispose of the items piecemeal. It is a great opportunity for someone to carry on with what he has taken time to establish and to develop it further. I do not know what the shop space is, but it does have 3phase electric, Power hammer, air compressor, grit blast cabinet, fly press, welders, rolls, pillar drill, capstan lathe, guillotine various forges, portable and larger, 3 anvils, swage blocks, cone mandrel, leg vise, circular saw, gas cutting equipment, jenny swaging machines, benches, vertical bandsaw, twin spindle grinder, plus many other blacksmithing tools and ancilliaries. So, as you can see, all there and waiting to go, shame to see it being dispersed or scrapped, Viewing could be arranged for genuinly interested parties. Obviously time is of the essence, as at the moment it is just money going out which he could put to better use, and April is another tax year start so ideally he would like to finalise before then.
-
I am sorry to say that due to ill health this fantastic opportunity has arisen for someone to purchase and take over a going established concern with an excellent reputation, complete with all the tools and other relevant items (materials, approx 3 tonnes of steel, consumables etc) Rent for workshop is currently £330 per month, and currently 100% business rate relief, Water is included, currently electric is roughly £180 per quarter billed by the landlord Workshop is near to Radstock, Somerset, located on an old quarry site with full B" status and no immediate residential neighbours, Due to sellers condition, a quick sale is desirable, and the asking price is £15,000, offers may be considered. I can supply more details, if you are interested, pm me.
-
Show me your Bottle Openers!
John B replied to Arbalist's topic in Blacksmithing, General Discussion
These work well for twisty's, also good for cracking nuts Made from an old car coil spring (90 minutes)


-
Hi Joel, The gate may not be as old as you think, difficult to tell from the pics but evidence of electric welds being possibly used, and the style and amount of workmanship on the leafs etc may place it somewhere around the 1950's or later. The CoSIRA book is what is says it is, A catalogue of drawings and drawn up for individual commissions in specific places and to stated dimensions. The full scale drawings were available to purchase from CoSIRA and times for producing the items were also included . They also offered a drawing office service, and this is where a lot of the designs came from, hence the specific sizes. A view(s) from the rear of the item may also be as useful as the ones from the front, and reveal a little more about its provenance.
-
Thanks Joel, there are others far more experienced than I in this area, but for what it is worth, here goes. The key thing with this job is as you indicated, the existing gate taken away and cleaned to reveal the levels of corrosion, work needed to repair and also detail required in the duplicate gate before I can even begin to hazarding some figures. My first response would be to have the original sand blasted and a light primer coat put on it, this is a must, as all sorts of problems and solutions will be forthcoming. Pictures and on site examination are very subjective, and can be timewasters. The basic structure seems to look sound, so once it is done, (and the owners can have that done directly to save costs if they are that concerned about the overall expense, and they may be able to claim back VAT which you may or may not be registered for, but the professionals probably will be) This will reveal problem areas, and where bits are missing from, The holes you can see on the top and lower scrolls are probably attachment points for other bits, could be leafs rivetted non, ball screw and nuts fittings, screw fittings, or for spacers like the ones at the base. There is also something going on with the delamination on the top scrolls to frame area. This may mean recoverable, or complete/partial replacement. You won't know until it is clean. 1) If this proves to be made wrought iron, can anyone give me any tips of welding the mild steel repair components to wrought iron existing gate? Should not be a problem with Mig or MMA 2) There is no original picture of the gate. Can anyone hazard a guess at what some of the random holes were for? Pictures, try old newspaper archives as if its a war memorial site, then there should be pictures from Rememberance Sundays etc that were published, as for the holes, that has been covered previously in problem areas. 3) Any tips for cutting and forging the large leaf shapes? I don't think it's Tijou levels of repousse, but any pointers that help steer the boat down the river to a faster resolution are welcome. E.g my inexperienced thought process would be: precisely mark up the positioning of one leaf on the master gate, cut it off, draw around it on a sheet of equivalent thickness mild steel, add on 10% to all dimension in every direction to allow for reduction in proportions during sinking, offer up my copy to the original till it's right, then re-weld the master leaf to the master gate. If you think this sort of sheet work should only be tackled by someone experienced then I'll do what's right for the job and get a 3rd party involved. I do make the occassional bowl so I understand the essential techniques of sinking and raising. Leafs should not be a problem, they look to be straightforward enough. a look from the rear here may also help, and more will be forthcoming when in a cleaned condition.they lokk to some welded on and some rivetted on, cleaning should reveal this, they may even be brazed on. I wouldn't take any off the original, try using cling film if you need a pattern. Ady with anyone who makes leafs should give you more than enough insight into what tools and techniques are required, we used to have courses on leafmaking, but they are very rarely requested now, but can be revived for anyone if needed. I would be more concerned with reproducing the pods, florets and missing bits, The key thing on projects like this is to try anticipate for most evantualities and quote accordingly, based on what you are sure of. The duplicate will not be a problem, as it is just a copy but in steel. so price accordingly. Do not be afraid of being honest. Going in with a high price that YOU can live with is the best policy. It could be the difference between paying bills and giving away money to the client you need. Accept it is a learning opportunity, but how much is that worth to you? Remember others will be quoting with the same information you have. Do not let it become a competition on who is cheapest, others may not be as scrupulous or competent and may just resort to welding bits bought off the shelf in that may look similar. It is "Who is confident and competent to do the job" that the client is looking for, so explain your reasons, invite them to view your facilites and show any samples you may have, and advise them to do the same with the opposition. Then sit back and wait, be prepared to answer any more questions they may have, but don't do anything drastic. When asked why my quote is higher than anyone elses, (maybe 2 or more times) My response is because I am aware of what is needed, and that the item will be made as to look like what it is supposed to look like, (a lot of restoration work just brings it back to life and doesn't necessarily look like a brand new item, but fits in as it should, this would be particularly so with a second mirrored item to be made, I am sure you can fulfill the clients requirements, so don't be afraid to have a go, help is available, just don't sell yourself short. Good luck with the project.
-
Many years ago I was tasked by the National Trust to make a cob fork in the traditional way, and also as part of my apprenticeship I had been on a production forging line making various forks with multiple tines on machinery similar to that being used in the video. the "Spider" would refer to the initial blank, the video is appears to be a little misleading as the fork being stamped out, and then drawn and sheared for the socket is not the same item as the later one being manipulated in the forks, that manipulation is similar to how I made the cob fork, each tine drawn out, the socket being the last piece to do, trimming was with a hot cut , and not sheared as in video (this was a one off after all) The basic blank shape (spider) is stamped out at 0.40 'ish, and the first blank can be seen resting in the base of the die., the blank is then reversed and another spider stamped out, at 0.52 you can see the finished fork shape ready for final working, mainly on the socket for the handle By stamping them out in this configuration, it is the most economical way of producing them in terms of labour time to finish matched to a small wastage allowance The difference between hand making and the production method show is the basic shape of the "spider" For my cob fork, a similar shape being hot cut in from a piece of leaf spring material 1/2" thick and 3" wide was used, Some 1/2" holes punched through at strategic points (5 in all, 3 for the four tines/prongs, and two to isolate the handle socket to be section) these were then split using a hot cut, leaving a blank (imagine a four fingered hand, no thumb, on a wrist (see around 2.50 -2.51) similar to the one you can see that has had already been manipulated ready for the drawing down of the tines (see around 1.46), the outer sections being slightly widerr than the inner sections as they are needed to be longer than the two central tines when finish drawn to length More tines required, more "fingers" on the blank. Then it was basic hammer work on anvil and stakes to draw out the tines, (We did have a striker involved here as no power hammers were available.) From the 1.40 to 2.45 frame you will see the method for a hand forged fork,(but using rollers to draw the tines as opposed to on the anvil) Not shown is that some work has already been done to allow access to the parts to be forged individually, "Finger sections" are bent out of the way to allow the tines to be worked on first, 2.50 to 2.51 gives a good idea of pre and post blank profiles. Tines then positioned in place, and the socket section drawn/spread, trimmed to shape and formed into a socket ready for final setting of shape.required. Sounds and is easy, but hard work getting there without the power hammer. Hope this has helped, If you have some spare forks, the tines can make good scrolling tongs, handle part is already drawn down, only need the top (thicker) end tapered for the jaw section, and a set hammer to indent the hinge area, slit and drift for rivet, and rivet together. Voila !
-
I use an old towel soaked with auto transmission fluid not dripping, but well absorbed over the anvil. for the lathe and other machinery i spray with duck oil or 3 in1on the slides etc
-
Apologies for misleading you, the shotgun was his grandfathers, and I am sorry to say it is actually deactivated, otherwise any guns in the UK have to be secured in approved cabinets. I thought it a good idea to show them in a working position. The barrel restraining support was used to try to avoid any accidental dislodging of the gun when it was being dusted/vacuumed by the lady of the house. If the stock end was dilodged it should just hang there witout sliding out. The tutors objective is to make the students better than himself. Willing students are easy to help.
-
Here are some pictures of items some new student's made whilst on courses at Westpoint Forge .














-
Made this for the wife, in the centre is a felt pad for the rose oil. Just wondered what others had made?



-
Angle grinder
-
What to save from a truck for smithing
John B replied to kunkle's topic in Blacksmithing, General Discussion
Heater fan for forge blower -
What to save from a truck for smithing
John B replied to kunkle's topic in Blacksmithing, General Discussion
Drive shafts for hammers, hardies and other chunky tools that need to be tough. -
I would suggest that at that size it weighs approx 1and1/2 cwt or 75'ish kg, a "proper" anvil, it should clean up OK, with the shape and location of the pritchel hole it would appear to have been made for a specific forging practice, but it is suitable as a general purpose anvil.and without closer "hands on" inspection that is about all I would commit to, As for price, depends on what someone is willing to pay for it, and your Nana is happy to accept. If you want it to go to a person who will use it, see your local blacksmith Group, our members (find us in the Members groups section, Blacksmiths and Metalworkers of the South West, based at Westpoint near Exeter in Devon) are always keen to find an anvil for sale, or try the internet auction sites. Alternatively you could learn how to use it, and have endless hours of fun and satisfaction. Be happy to give it the once over if you are near to my location.
-
Hi Joel, seems you are already limiting yourself to clients that only want chunky, solid and rivets and thats fine if thats what you do and specialise in that and clients come to you specifically for those characteristics. With regard to >>>> "I may be wrong but I also get the feeling that in term of weight you get more bang for your buck with flat bar at resisting impact flex than you do with square. E.g if you had a rectangle (a gate frame without infill) made from 40 x 10mm flat bar (1,1/2" x 3/8") with the 10mm (3/8") face on and you kicked it, it would wobble about less than the same rectangle made from 20mm solid square bar (13/16") but they weigh nearly exactly the same." "Gates that flex as they close always feel disappointing to me." Depending on the frame you are holding the bars in, (and other infil details, think triangulation,) you may get less wobble, but you could have more bounce. .










