Hans Richter
-
Posts
493 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by Hans Richter
-

I’m ready for serious casting?
Hans Richter replied to Hans Richter's topic in Smelting, Melting, Foundry, and Casting
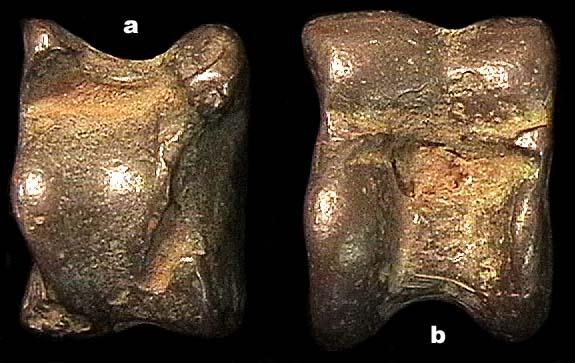
Casted the Astragalus today according to Lisa’s pattern only 6 instead of 8 to complete two games. Frosty - let me know when you are around, I like to invite you for a game or/and a pleasant stay in the ‘xxxx hole town of Belgium’. Followed (not for the first time) ‘Herr’ Thomas Powers wise advice and degas the ladle for the first time with charcoal powder, add also some flux and an extra potion of tin to replace the burned out alloy. Thank you Mister TP the result is astonishing. Now its waiting for the 35lbs crucible to have some serious work with the new melting furnace. Colton CRead – please let us know what’s the progress with/on the ash trees I really like them.



-
I’m ready for serious casting?
Hans Richter replied to Hans Richter's topic in Smelting, Melting, Foundry, and Casting
Yes, Frosty let the bones roll. Figured out the old roman rules (unfortunately only in German). But you know We ‘Unlucky at cards, lucky in love’ ...................isn’t it. Astragalus.pdf -
I’m ready for serious casting?
Hans Richter replied to Hans Richter's topic in Smelting, Melting, Foundry, and Casting
Lisa made me a nice set of sheep knuckles from clay, just enough to cast a nice prehistoric game of knuckle dices from bronze. After casting I will engrave the bronze bones with runes numbers and add them to my growing collection.
-
What did you do in the shop today?
Hans Richter replied to Mark Ling's topic in Blacksmithing, General Discussion
Because of the 'noise question' and several meetings with government and police I didn’t forge much the last 14 (holly)days. Finished the mobile furnaces (trolleys) and assemble and tack welded a new slightly bigger gas forge from a 30lbs propane cylinder. My little ‘Ms. Piggy’ 20lbs propane forge was only able to 'swallow' work pieces with a max. width of 4 ¼ in, and I figured out ‘this is not width enough in some cases’ (S-hooks, etc.). After the good experience with the octagon shaped tile panels (hard fire tiles as a flame face) in the new 35lbs bronze furnace I made a hexagon tile panel for the forge too. Also this tiles are connected with Kanthal-wire (3 strings twisted together each connection). Back and front are made of 26# soft brick tiles. The insulation between tiles and body shall be a 1 in thick Superwool layer. Every part is also easy replaceable if worn out. Also intended to add some improvements in the new forge like the hexagon shape of the forge chamber to allow the now +/- 45° positioned flame cone to ‘swirl’ (?) around the workpiece instead aim straight on the metal and produce lots of mill scale. So far the theory. As always thankful for feedback, now the setup is (still) only tack welded. Cheers, Hans



-
What did you do in the shop today?
Hans Richter replied to Mark Ling's topic in Blacksmithing, General Discussion
Attempted to make the melting furnaces mobile, partly because of lack of space and the possibility to roll out the ovens for quick and for safe use. Have the ovens placed on furniture rollers and an insulating layer of aerated concrete and stainless steel net and a cover of a fire-resistant blanket. I also mounted handles to pull the carts or push them in the positions where I need them. With this structure I think I have found a fast and user-friendly way to realize my casting projects.


-
Went on holiday and family visit in my home town in Germany. A good friend of my arranged a piece of 7ft spare RR-rail of 255lbs. I cut the rail into 3pcs of 2ft and one pcs of 1ft. Because the 9 ½ in Bosch angle grinder my friend take care off, had no disk protection I was forced to buy a harbour fright 9 ½ in angle grinder and use his disk protection. Will post the hf-grinder on Dutch & Belgium CL for sale to avoid to offend my Makita 9 ½ AG to must lie next to him. Regarding the RR, I will made another two improvised vertical anvils and stands according to the suggestions of Charles treat(s). They have to fulfil following requirements too –portable and easy to mount during classes abroad and supplied with a bigger face/surface (not only the cross section of the rail) to flatten bigger areas of the work piece. Will scroll through Charles post (thankfully and with salutations to him) again and make some picture prints of ideas most suitable for my needs. Cheers, Der Hans


-
Hi guy’s, AMHO -the tool is called a post vice. So please, please enlighten me. I thought (and dad teach me) the little/huge helpers have to be mount against a post to have a good & steady back bone for all the brutal force we abuse them. Of course the boys have a their own posts to take care of the forces and guide them safely to the ground (along the posts they mounted on). Attached some pictures of my three babies and there attachments. ‘JC’, I used them wrong for the last 35 years, what have I done ………….. Dear gents, don’t take it personal, this is my kind of German/Dutch/Belgium sense of humour and maybe the curmudgeons teach me that I’m wrong, -or a maybe a hint to rethink the design with the free unsupported vice post Your sincerely, Hans



-
Whats about -Sharing some nice pieces of craftsmanship, proud, give us fellow bronze casters some inspiration, name of this head topic ............???? Don't think Ibor try to sell us the stuff all the way from Poland Cheers, Hans
-
Very, very nice shop 58er -glad to see you bussy like that. Wish you a lot of orders, haelth, and prosperity. Cheers, Hans
-
Safety alert!!!! Guys, if I look at the set up -please carry out the next tests to adjust the setup OUTSIDE. Dragon breath and flames are too hot and will affect the roofing. I know this from own experience and a molten roof. It’s always important to monitored the heat streams to avoid ‘surprises’. STOP USING THAT TINY FONT
-
Hi Andre, my Kinon style hammer with a 50mm piston and an average stroke of 160mm use 8 bar/ltr of air for every in/out stroke. That forces me to have an air bank of 5000 bar/ltr (500 ltr tanks on 10bar) and 3 cylinder 5HP compressors. With a working pressure at 6.5bar and at least 90 stroke per minute I can forge 3 minutes before the compressors have to interfere (at 6.5bar) again. Fortunately, after 3 minutes’ work at the hammer I have to heat up the work piece again. Also, very important to use a proportional air outlet to ‘play’ with the escaping air an be on control of strength and beat rhythm.



-
Quite silent around Hayden, I hoop our ‘constructive’ feedback (he asked for) don’t scare him away.
-
Hey Charles, add a miniature fire extinguisher to the suspensory and you will have a whole new profitable business model for PPE (please give your choice to water or foam and not to CO² or halogen to make it more worst )
-
Hello ladies and gentlemen, that's what happens when you prepare and cut (many) work pieces with a Nomex overal and a 9in angle grinder. See also my buffalo leather apron. I guarantee you, it is not my fashionable hairstyle and my Steven Segal pony tail that's stays on fire, but very different regions or me presious body


-
Whats about that - a filter slurry press you only have to find out which slurry or sludge it is worth to execute for further processing. I think there are plenty of mineral resources in your region that are worth it (diamond splinter, gold, seldic earth)
-
Hallo Benoit, welcome, goede middag, bonjour, glad to have you here. There at least 4 other Belgium blacksmith brothers (more or less active) here. Sooner or later the brothers will ask you to read the treat ‘Read this first’. Let me know in witch area you are busy, maybe we can have chat or hammer in. Cheers, Hans
-
Hallo Hayden, Welcome to IFI. Even I’m not the burner specialist like Frosty and Mickey you will find in the Burner 101 section I advise to read this What comes up to my mind when I see the vid's is following, -a very nice forge with good lining and proportions -a huge air intake without chock or possibility to adjust the added (sucked in) air -a very abrupt (sharp) reduction to the burner lance from a very huge to a very small diameter (no soft swirling and possibility to create a good gas-oxygen mixture) -it like’s that the burner lance is welded through your forge body with no possibility to adjust -I notice also a very close mounted rubber hose to the ‘chimney’ ones the burner shot down and the heat crawls up Maybe it is necessary to rethink your burner design by follow the right proportions, changing some components and the set up to the forge. Cheers, Hans
-
Please find my free translated German anvil joke I heard at first 40 years ago from dad. The experienced blacksmith to his brand new unexperienced striker - “every time I nod my head, you hit it” He only nodded once
-
Hi Jennifer, that’s great, nice to see the first steps. Holly, the shop will 5X as long as my humble studio. Indeed concrete is quit expansive here to. Made my shop floor (to walk on) from steel & polypropylene fibres enforced concrete, saved a lot of money for rebar meshes. Also very curious to see the building rising up. Good luck and be proud on every progress. Cheers, Hans
-
Hi Aric, very sad to read this and to know you don’t feel happy. You are a very busy men with so much activities and an totally changed family situation. Even most of the activities and situation are nice to undergo it will bring some stress and maybe it helps to slow down a bit. I know the ‘head game’ very well and all those thoughts jumping from on situation to another, leading in some case to negative thoughts you dive in deeper and deeper. You/I have to know (over and over again) its fantasy and don’t have to happens in the future, reset your mind to the present moment and the things you busy with now. Except pills and psycho pharmacy there is also mindfulness-training to help to reset your overactive brain or bring it back to a lower gear. I presently start this meditation many night I couldn’t fall asleep because my brain is hyperactive to ‘rework’ the past day. Talk to the shrink and have a good advice, my thoughts are with you and your family. Sincerely, Hans
-
I’m ready for serious casting?
Hans Richter replied to Hans Richter's topic in Smelting, Melting, Foundry, and Casting
Colton -like Thomas says, the to the burner /ember exposed outside of your crucible (steel body) will transfer after every heat from iron/steel to iron oxide. This happened to all smiths pieces (knife blades, chandeliers, s-hooks, bottle openers etc. p.p.). The floor around the anvil/power hammer of every blacksmith shop is covered with mill scale (mine to, even with all the German ‘Gründlichkeit’). So the smith cleans the glowing work piece with a wire brush before starting hammering to remove the mill scale to avoid to hammer in impurities. (Very funny if you give a forge demonstration and the surrounding lady’s ware nylon panty hoses) However a normal chemical reaction, which increase the mill scale if you use a gas burner with an oxygen rich flame (heavy blue cone). On the other hand important to get higher temperatures. If you use less oxygen you have problems with carbon monoxide witch is suffocation in confined spaces / badly ventilated rooms. You (every blacksmith) have to find the right / save / and efficient setup. I advise to join a local experienced smith brother with the ability to explain this basic knowledge to you like we do. -
I’m ready for serious casting?
Hans Richter replied to Hans Richter's topic in Smelting, Melting, Foundry, and Casting
Short but good explanation. This ‘flakes’ are called mill scale. Every time you expose a piece of metal (steel, wrought iron) to heat and oxygen (venturi oxygen rich flame of your furnace burner) you will get iron oxide (mill scale) and one day your piece of iron is gone. Same happens to pure un-coated steel if you expose it to rain (water) and air this elements also contain oxygen how loves to react with iron (Fe). Then you get iron oxide too, in this case it’s called rust. The dangerous white powder you get while melting brass is zinc oxide another form of oxidizing. If you read other treats you will find discussions between our smiths brothers how to avoid too much oxidizing while heating up work pieces in gas forges because its affects the knives and other fancy stuff to. -
I’m ready for serious casting?
Hans Richter replied to Hans Richter's topic in Smelting, Melting, Foundry, and Casting
Hi Colton, take the crucible out of the furnace and let them rest on a (two) hard firebricks add the flux to it on top of the liquid (don’t from the original sales recipient but a separated portion –added from the sales packaging I spoiled ones a 1/4lbs of Borax because the borax sticks together and all the contents fall in to the crucible). Let it melt again and stir it carefully -you will see the flux connect to the dirt and build a nice dross. Be careful with Brass !!!! the oxidizing zinc is poisoning (zinc fever) here it’s very important to cover the surface of the liquid (avoiding free oxidizing by the flux) have a good ventilation and stay away from the fumes. Actually Brass casting is a 'sport' for some more advanced guy’s after enough practicing with ‘less’ dangerous aluminium, brass and copper (in this follow up). Regarding degassing –till now I reach good results without degassing on the rough stuff, but Thomas is right I allways got some gas bubbles as an extra benefit. For the next casts on lost wax moulds I will kiln them more properly and I will add some fine grinded charcoal chips to the liquid/flux (and carefully stir) to degas and remove it with the dross before pouring. Especially for the more worn able and brittle parts (ash tree) this will be important. Cheers, Hans
-
I’m ready for serious casting?
Hans Richter replied to Hans Richter's topic in Smelting, Melting, Foundry, and Casting
Hi Colton, this looks and sounds so familiar to me. Believe me a take my first satisfaction regarding casting to -from making a big stock of ingots. (not using muffin forms but strong steel ones). See, you still use the steel crucible (for Bronze) remember the melting point from mild steel and Bronze are close together and some day you will find the whole batch back on the bottom of your furnace (like I did using the solid fuel forge and a cast iron crucible). Regarding the moulds you absolutely have to take your time, be very accurate and patience. Some people (like me in the beginning) are not so good in this. I take less attention to prepare the flask use of talcum powder as divider sieving the oil sand over the patterns etc….. If you’re not totally ‘Zen’ while preparing the flask you get bad results. Regarding the ash tree, after my opinion easy to cast if the body is slightly tapered to remove easy from the sand of the drag (bottom mould part). Only the wall thickness could be a problem (very thin because of pressed steel?) So my advice should be, to stack two ash tree’s over each other and sand them in. Then the wall of the final product will be thicker. However its almost time for the next pay check so buy a decent crucible (empthy heat treat first), -get a good feeling for the liquid metal by casting ingots, polish the knuckle and put them on the wall like I did with my first imperfect bronze age heel axe as a humble reminder. Btw -your material still looks a bit filthy, do you use flux (Borax/Salt) to collect impurity’s and do you remove all the slack and dross before casting (again a question of patience) Hoop to be helpfull, Cheers, Hans For more questions let me know or PM me. -
I’m ready for serious casting?
Hans Richter replied to Hans Richter's topic in Smelting, Melting, Foundry, and Casting
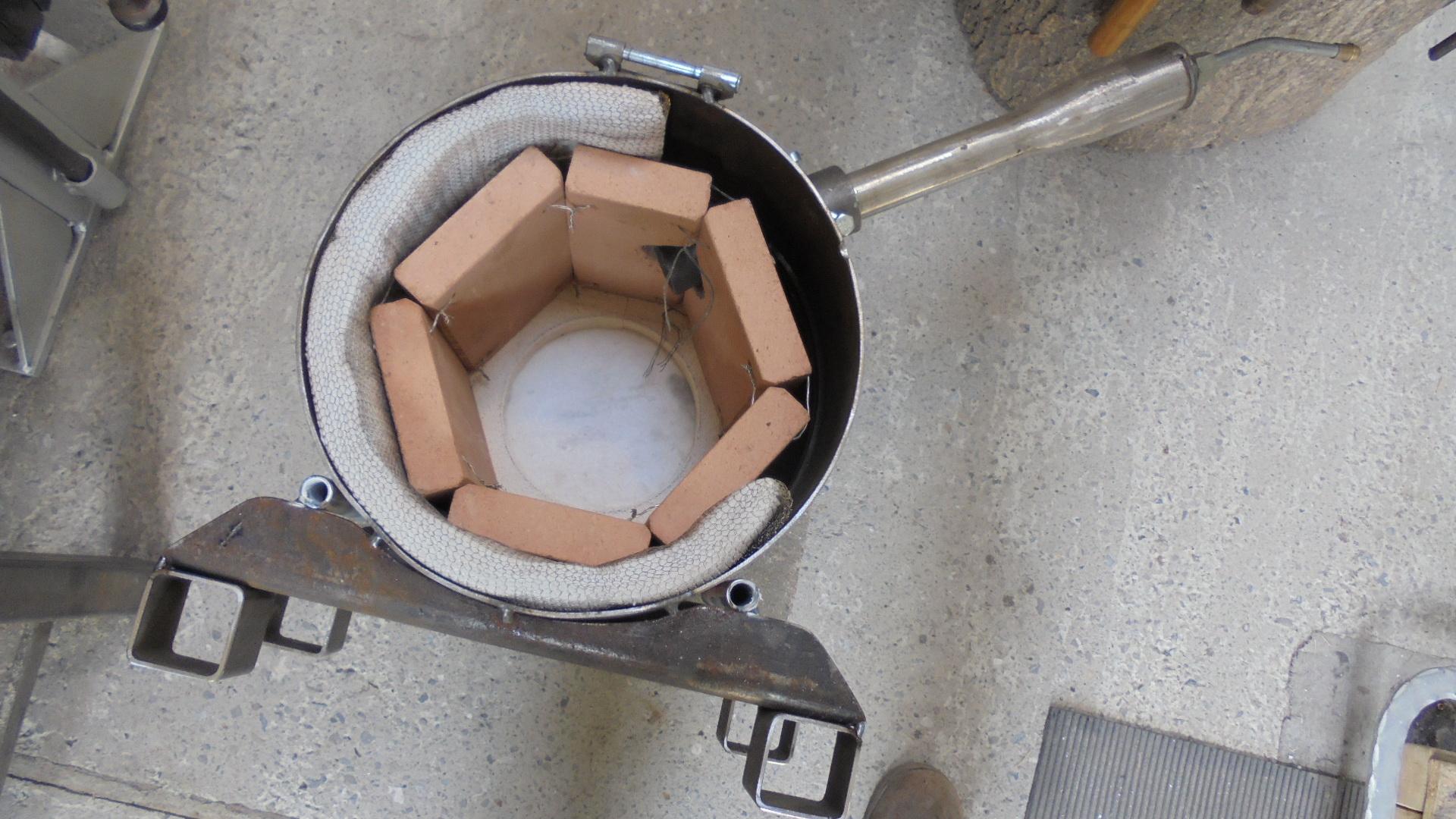
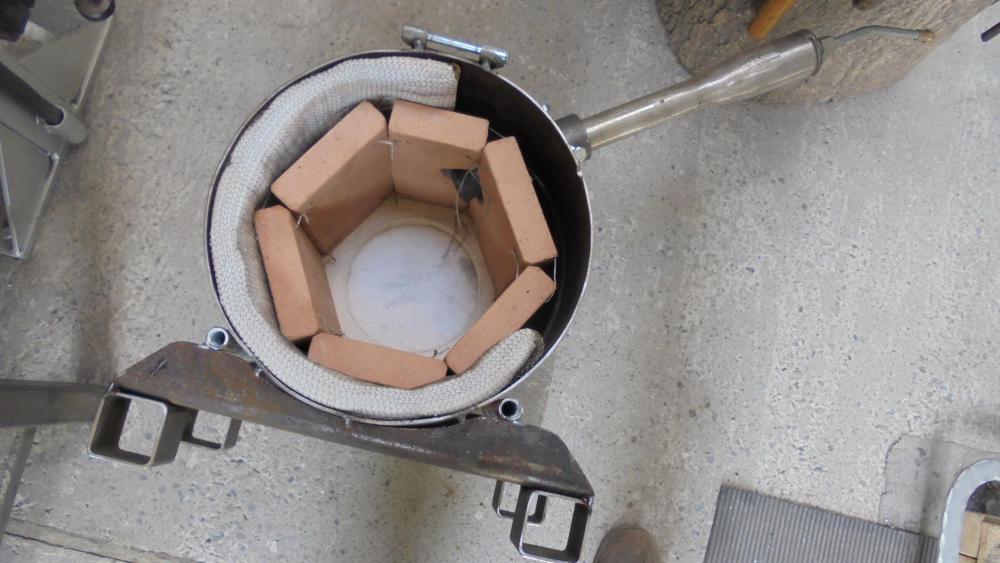
Finally, the furnace is ready. Glad to follow Frosty’s advice to use two layers of 1in Superwool. The outside is still quite hot after melting session. Use only one burner to melt down 16lbs bronze in a small (A5) crucible. Works fine, with enough space to grab the crucible. Will reinforce the SS-mash on the lid with kantal-wire to avoid collapsing the soft fire bricks in to the furnace. Next step, build a slightly bigger gas forge 25lbs propane cylinder as addition to the 18lbs gas forge with cast refractory I already have. Cheers, Hans