

HWooldridge
-
Posts
3,308 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by HWooldridge
-

Wagon tire welding anvil?
HWooldridge replied to njanvilman's topic in Anvils, Swage Blocks, and Mandrels
OK - so we can probably rule out any type of power hammer or press die. That being said, it is similar to a cast iron swage block in that it would have likely been placed in a support frame. I have nothing factual to add beyond pure speculation - but I agree it was probably a wagon tire tool intended for the buggy trade. It is clear this shape would have helped true up tires more easily than a flat anvil or cone mandrel. Any inward bends could be straightened in the depression then the entire form smoothed over the various radii. It may not have been used to weld rims - only to true up the shape. -
Wagon tire welding anvil?
HWooldridge replied to njanvilman's topic in Anvils, Swage Blocks, and Mandrels
Does it have any holes in the bottom or other apparent method(s) of mounting? -
Looks like white silica sand, which can be used as flux - but sawdust might be a better lube.
-
A heavy stand also keeps them from "walking" while you work (especially on a concrete slab). My flypress came with its original stand and it had a tendency to walk under heavy work until it finally settled into my dirt floor.
-
Evaluating a Beaudry-Champion #4 (100#)
HWooldridge replied to don schad's topic in Power Hammers, Treadle Hammers, Olivers
I own a #4 Beaudry and pretty much agree with what Andrew posted. Mine had a non-working motor when I got it and the ram was cracked across the middle of the oval window that allows you to see the rollers. The rollers were flat spotted and frozen so I had two new ones made and a new bronze bushing for the crank. I cut a piece of 1/4 plate steel and welded it to the front of the ram to contain the crack. I built a motor mount and jackshaft pulley arrangement, bought a new 3 hp motor and also had new upper and lower flat dies made from H13 tool steel (4W x 7L x 2H). I did all of this rebuilding over 25 years ago and IIRC, I had about $1600 in it when finished (of course, that was in late 1980's dollars). I then purchased a copy of Clifton Ralph's videos and built most of his tooling. If I was interested in selling (and I'm not) I would ask at least $5K as it sits since the hammer needs nothing at this point. IMHO, Beaudry's are a bit more versatile than LG's with length of stroke but not as heavily built as Bradleys. Good luck and feel free to PM me if you have any questions. -
Wholesale shows? Anyone do them?
HWooldridge replied to Grundsau's topic in The Business Side of Blacksmithing
I got started in blacksmithing by producing wholesale work for the craft trade - mostly triangle bells, ringers, wall hooks, etc. At that time (over 30 years ago), I would sell a triangle and ringer for about $3-$4 per set, depending on size. Production requires a different mindset from one-off commissions but you get really good at basic forging - similar to what apprentices likely did 150 years ago. This will then translate to better skills over time - I forged thousands of points by hand, which in turn helped me make scrolls when I began producing custom work. You need to think about custom jigs and fixtures to make the work go quickly and you may want to invest in more machinery - such as an ironworker or hydraulic bender to speed the work. -
If they were free then some money spent on motor freight might be warranted. Both UPS and Fed-X have decent truck rates if you can afford to wait a few days for arrival.
-
to Brush or not to brush
HWooldridge replied to Francis Trez Cole's topic in Blacksmithing, General Discussion
As others have stated...when the material is at a bright forging or welding temp, scale forms continuously at every blow and does not cease to form until the temp gets low enough that the reaction stops. This is easily observed by the pile of scale found around anvils and power hammers. Brushing at every heat might therefore appear to be a waste of time but to each his own. Frequent brushing may change the surface texture enough to suit the individual smith. -
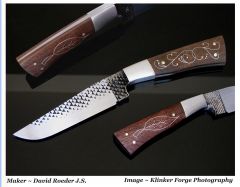 Exquisite work - especially the filigree.
Exquisite work - especially the filigree. -
Contact Cleveland Punch and Die (google the name) to discuss the problem with their tech folks. Might be worth considering a custom die set to punch the holes independently in each part so they'll line up for assembly.
-
The one tool that saved you so much time.
HWooldridge replied to Glenn's topic in Blacksmithing, General Discussion
Adding a gas forge helped me increase overall production output and improve appearance of finished work. -
What tool to purchase or build next?
HWooldridge replied to Glenn's topic in Blacksmithing, General Discussion
I never believed I would say this out loud (or even consider the heretical thought) but I really don't need any more tools. I could build a bigger propane forge - or a side blast solid fuel forge - or any host of other things that would essentially be duplicates or variations of something I already have. I am going to build a spray rig for the farm within the next month - need to be able to put out herbicide when the timing is right rather than rely on my neighbor. -
Anvils and swayback
HWooldridge replied to TechnicusJoe's topic in Anvils, Swage Blocks, and Mandrels
I believe mushrooming and swayback are simply signs of plastic deformation over time. Most anvils were rode hard and put up wet - so they slowly deformed - no different from struck tools or hammers. One person working over his lifetime might not cause noticeable wear but several generations of smiths and strikers can generate a lot of kinetic energy. -
to Brush or not to brush
HWooldridge replied to Francis Trez Cole's topic in Blacksmithing, General Discussion
I might as well throw in here about another tool I've seen used to remove scale - which is a scraper. A fairly sharp anvil edge also works but I have seen at least two smiths who liked short handled scrapers with a hard piece of steel inserted. The working end can be as simple as an old file with the teeth ground down so it doesn't leave a bunch of small scratches. -
Not sure what compressor you own but it needs a loading type clutch so the motor can get up to speed. Starting under full load is hard on the whole circuit. However, it sounds like a power problem to me. I would recommend you have a licensed electrician look at it.
-
Frank, I may have actually seen that piece in Lonnie's shop many years ago. IIRC, he also used to have a gorgeous 250 lb LG hammer in there also. He and Joe Pehoski were located in the same general area - I think Joe had a 3B Nazel. I watched Toby Hickman give a demo there one weekend - that was a few moons past...
-
Many years ago, I built a long forge to heat treat anvil faces. I found that a slit worked better than a bunch of small holes in the tuyere and eventually settled on a slot 22" long and 1/2" wide. This was hooked to a 400 Champion hand blower and could easily provide a long, even heat if the fuel was managed properly. The design was nothing more than a piece of 3/8" plate about 3'x4' set on legs; the slot was cut in the top of the plate and a piece of 4" pipe (which had been cut in half lengthwise) was welded underneath, capped and plumbed for the air and ash dump. A friend of mine borrowed it for long twists on pickets and it worked great for that work.
-
Beautiful! How tough was it to stretch the screen over the compound curve? I used to "iron" the wire cloth over different shapes so final fit was easier but never got them perfectly formed - your work is very smooth and consistent.
-
I have some 1005 steel in 3/8 round - it was leftover from a machining operation for electrical contacts. Forges like "buddah" (that's butter for anyone who thinks I meant Buddha <LOL>). It would be great if the low carbon stuff was generally available but it was special order and cost about as much as tool steel.
-
hattersley and davidson power hammer
HWooldridge replied to cracker72's topic in Power Hammers, Treadle Hammers, Olivers
400-600 BPM is pretty fast - would make it tough to do quarter flips on stock. -
hattersley and davidson power hammer
HWooldridge replied to cracker72's topic in Power Hammers, Treadle Hammers, Olivers
Motor RPM doesn't typically equal blows per minute (BPM) but you can do the math on the pulleys and flywheel to determine the final cyclic rate. -
I saw a homemade rig about 30 years ago that had come out of a large wagon shop. The smith had fastened two Champion 400 blowers to one hearth; one was plumbed to a conventional bottom blast pot, which was pretty deep and of round configuration (I didn't see a maker's name and it might have been home made). The other blower came in from the side but tangential to the pot's internal diameter so it appeared the designer's intent was to create a swirl effect. Not sure how effective it was but I expect they were trying to get more heat to the fire when welding tires or other large pieces.
-
to Brush or not to brush
HWooldridge replied to Francis Trez Cole's topic in Blacksmithing, General Discussion
I used to brush between heats but eventually stopped because I felt it was a waste of heat and time. If the stock is above scale temperature, the scale will continue to form as the piece is worked. It may be worthwhile brushing below a scale heat if you want a shiny scale finish but just as easy to sand blast the surface when the piece is cool. I'm sure most folks have seen large industrial forgings that are worked under a hammer or press; the scale continues to pop off every time the piece is struck or pressed. As Ric stated, a substantial allowance for material loss due to scale must be made by the manufacturer if the part has to be produced to a specific dimension. -
You may find that mounting a vise level with your anvil face is often useful.
-
I thought all anvils were "tool makers" anvils...hehe - couldn't resist. Seriously, nice score Owen...