jason0012
-
Posts
469 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by jason0012
-
Power hammer technique
jason0012 replied to Momatt's topic in Power Hammers, Treadle Hammers, Olivers
You can draw the taper with the flat dies edges, but have to work in sections and it gets frustrating. You can make a taper die to help. For parts that I have to taper to the same angle and profile every time I use a die like this. The first pass will banana badly, straighten this before continuing. Once you have good contact with the die it will remain straight.
-
old style 250 pound little giant
jason0012 replied to jason0012's topic in Power Hammers, Treadle Hammers, Olivers
It has been almost a month and while the break is an improvement, it seems to have some issues. The clutch doesn’t pick up like most little giants for starters. The motor and jackshaft seem to be working their way loose as it runs. I need to add tensioners to both. The clutch lining, and likely Babbitt are not in top shape and the arms/ pins are pretty worn- all items I need to get to. Thus far it seems that keeping bolts and belts tight and fiddling with clutch/ break engagement makes things better, at least in the short run.
-
Demoor P3 (75kg) Oilers
jason0012 replied to remidw's topic in Power Hammers, Treadle Hammers, Olivers
They look simple enough. You could likely get new ones made at a machine shop. No idea what that would cost. I would turn them out myself, but I am stubborn like that.. -
Defining a Treadle Hammer
jason0012 replied to Arkans's topic in Power Hammers, Treadle Hammers, Olivers
As has been already said, a treadle hammer is not a good substitute for a power hammer. It is still a very usefull tool and , if nothing else you can get a good controlled hit that is way more than you would want to swing by hand. For the design you drew, get the absolute heaviest sledge you can find. You can stomp a 20# or better hammer, and balancing it with springs can take a lot of the effort away from the user. A big slam from a heavy hammer can be used to draw stock, it’s just slow. Where a treadle hammer is really awesome is for punching and chiseling. I built one such as you drew many years back, and welded junk to the hammer until it was around 40#, and welded a plate to the face to which I bolted dies. It was abandoned as soon as I had a 25# little giant in the shop, but back in the beginning I didn’t even have electric. -
old style 250 pound little giant
jason0012 replied to jason0012's topic in Power Hammers, Treadle Hammers, Olivers
Found the issue. Spent most of the day getting all the wires replaced- just to be safe. Nothing much was harmed and it gave me the opportunity to reverse the motors rotation- which I had been intending to get to for a while. It turns out, turning counter clockwise now the motor climbs the belts which then jump off. An improvised tensioner solved this and now I am getting single controlled blows. Well on the way to running like I want…



-
old style 250 pound little giant
jason0012 replied to jason0012's topic in Power Hammers, Treadle Hammers, Olivers
Put the break together again today. The mount for the actuating lever was too near the frame and had to be moved. Welding it back on, I seem to have sent welding current through the ground. What the hell? My ground was placed an inch away from the weld, the electrical was on the other side. I have never had this issue before. Hopefully the motor is ok. I will megger the motor in the morning before I replace all this fried electrical components….


-
The K RR Hard Co Red Oak Iowa Hammer (Kerrihard)
jason0012 replied to Gazz's topic in Power Hammers, Treadle Hammers, Olivers
Later model kerrihard. They were trying to reduce cost with these. I knew a shop in Tulsa that had one, but it is the only one I have seen in person. If I remember correctly these were a last gasp before the company closed up in the 30s(?) -
Any electricians in the house?
jason0012 replied to J.Gonzalez's topic in Power Hammers, Treadle Hammers, Olivers
Ok, so the whole shop is on the 100 amp breaker? Power hammer, forge, six fluorescent fixtures and fan? 50+6+6lights at around what, 4amps?, +another 5 amps or so? Sounds like 80 - 90 amps draw. Not surprising that it might trip a 100 amp service. I used to run a whole shop off extension cords. Getting those loads all going through the same source adds up quick. Those lights, despite being low draw, can add up quick since you are using them all at once. Consider upgrading to a 200 amp and splitting some of that up, or at least for the moment to cut back on use and see if the problem persists. -
I am setting up two additional forging stations and am already short on anvils as it is. Not really wanting “good” anvils for beginners to bang on, I was looking at some of the Chinese anvils on Amazon, as well as some of the really nice anvils ( new car prices , but they are pretty) like a holland or nimba. I should get the good ones for me and shift my old anvils to the new stations, but it’s not in the budget at the moment. A friend recently brought me an old extruder die that’s split in half. It is an 8” thick disc 16” in diameter. Each half around 250# and it’s H13! Now it is a kind of funky shape, but I think I can work around that. There is a hole in the middle. On one block it is a rectangular groove about two inches deep and three inches wide. On the other there are two grooves about two by two separated by a 9/16” thick web. The surface needs to be cleaned up a lot, but as is represents a pair of forging surfaces about 8” x 7”. I am thinking the grooves can be filled with a block that overhangs with hardy hole.a horn added to one end, then feet welded on. H13 is not the friendliest steel for fabricating(or grinding for that matter) but I think I can get a fair shop anvil around 300 pounds by the time it is finished. Not sure I will maintain enthusiasm to make two, but will see how it goes. Another thought for the center section was to key in blocks like a cutlers anvil. I got a horn forged today, it matches my 125 Peter wright reasonably close, but looks awfully small next to this block…




-
For quite some time I muddled about gluing scales on with the epoxie from Home Depot that comes in the syringe. It can be a bit rubbery and has a nasty habit of just letting go eventually (at least pins hold…) A few years ago I bought some Accra glass from brownells, which is way better but a tad pricey and probably overkill. It occurs to me, there are probably other such products out there. So what kinds of epoxies are everyone using?
-
I recently came by this 6x48/ 12” disc machine. Every one of these o have ever used was dodgey on tracking, but this guy is a basket case. I thought I had it nailed down a few times, even did a bit of sanding on it, but regardless it jumps and runs the belt into frame violently, and without warning. It is old and has clearly been abused, and I have a suspicion that bad bearings combined with a warped frame might have something to do with this. Any suggestions on what to look at, or any possible fix? Worst case I just use the disc side…

-
A pair of engine block heaters might do the job. I never had any pipe heaters that had such controls- I am probably just buying the cheap ones though
-
I am going to go out on a limb here and assume you are forming thin steel into a complex shape, like a leaf or flower. Effectively such a die is bending and not forging. In such an application an aluminum die could conceivably withstand several parts- may hold up just fine (???) depending on how extreme the forming, hardness and thickness of material and level of detail required. If you are actually needing steel to flow, that would likely be a different story. Give it a shot and see how it goes.
-
For heating the journals, you might try heat tape that is sold in the plumbing isle at home improvement stores. Not sure how much heat you can muster from such a thing but it would allow heating both journals evenly. Paired with penetrating oil , and given time, they may help get lubrication deep where it needs to be. I doubt you get much expansion from a 150-190 degree heater, but it would help some. These parts were a running fit, but are full of rust and dirt. Wash that out and you should be good.
-
old style 250 pound little giant
jason0012 replied to jason0012's topic in Power Hammers, Treadle Hammers, Olivers
Needs a break… -
old style 250 pound little giant
jason0012 replied to jason0012's topic in Power Hammers, Treadle Hammers, Olivers
5a06d2485ff6a47d401389e9a3edbecb9c01e3ce.mp4 Ok, had the indiana blacksmiths out Saturday and forged a few power hammer flatters. -
My building is 50x90 give or take and the previous owner had the half I use for hot work air conditioned. It was a machine shop and climate control was likely essential, but three years in I have not yet tried to use it. The chimney pulls a lot of air out and it is a bloody huge space to begin with. It just seems silly to have the ac fighting the forge or just blowing the nice cold air out the ventilation system. I am also concerned about coal and grinding dust getting pulled through the unit, tearing up the coils and fan. Now my space is large with high ceilings and big roll up doors. If it is really hot I open all the doors and run several squirrel cage fans and the roof exhaust fans and can get good air circulation. When temperatures get really bad- high 90s-100+ I am likely to take a lot of breaks and it is nice to have ax in the office. I used to have a nice air conditioned break room but it was commandeered for a project of my wife’s. Ventilation is important regardless, so get air moving. Have plenty of water available. If practical, work at night when temperatures abate. I would love to switch to nights in the hot months but I have neighbors and they would likely not appreciate me working at 3 am…perhaps one day I will upgrade to an induction forge and turn the ac on, but something about air containing a forge shop just seems wrong
-
I have a room I plan to convert to a grinding room with dust collection and climate control- perhaps next summer when it is too hot to do anything else..
-
I have been forging for over 30 years now, and started out making knives, though I kind of got away from making knives as time has gone by. Most of my knives were forged to shape and finished with file/ sandpaper. I didn’t have a grinder that was really suitable and thus never got the grinding bit down. Eventually I did add, not one, but several belt grinders to my ever expanding arsenal of tools. Some years ago I mentioned my clumsiness at grinding to one of the smiths visiting my shop and was informed that Gil Hibben was right down the road and he could show me a few things. I called and got myself invited over, and got the tour. I explained that grinding was giving me issues. He excited took me into his grinding room, picked up a Barr of steel, switched on the grinder and in a few seconds had a finished blade. His approach was so quick and casual, it was obvious that he had done this thousands- millions of times. The unfortunate part is, it is hard to really pick up the nuances of a skill that is purely built on thousands of hours (many decades in Gil’s case) looking at schools offering knifemaking classes I see a lot of offerings on blade smithing but not on grinding. Are there any of the schools that offer classes in grinding? I suppose I just need to order another case of belts, put some music on, sit in front of the grinder and fight with it until it feels comfortable. I can’t help thinking that one of the more experienced stock removal folks could throw out some good advice that I may not come up with on my own.
-
old style 250 pound little giant
jason0012 replied to jason0012's topic in Power Hammers, Treadle Hammers, Olivers
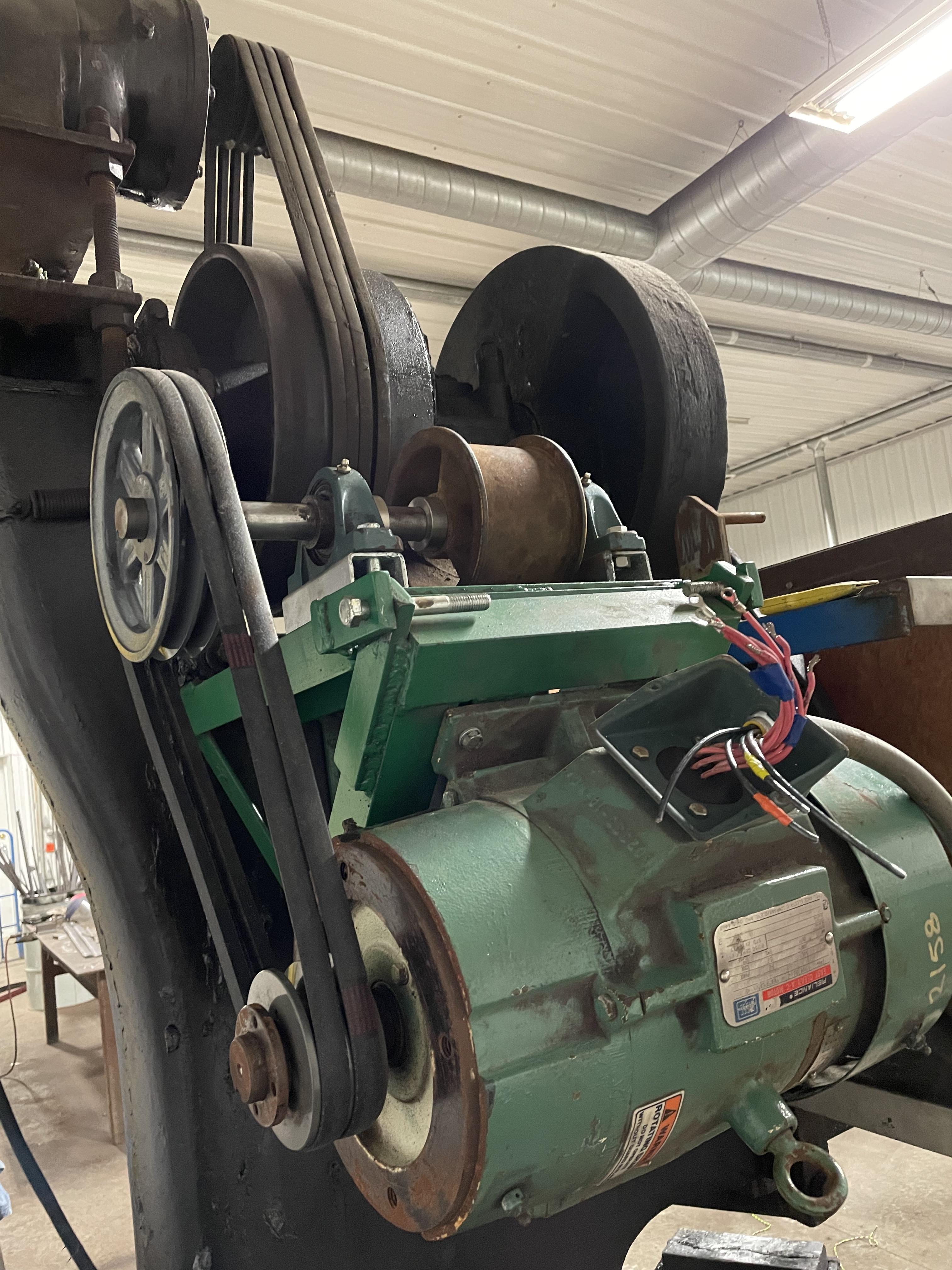
Finished installing the new drive. Hitting about 30% faster and noticeably harder now. No more stalling! It is however doing the little giant dance. A new spring and new pins are definitely in order. The switch was never right by the belts. It was disconnected since the new motor mount is occupying the space where it originally was mounted. The old motor is no longer attached and the switch is on the guard frame- which I should have done originally. I will replace the switch with a proper magnetic starter, but chose to keep it for the time being. It has a worn blade in the contacts that causes starting issues. IMG_5035.MOV -
old style 250 pound little giant
jason0012 replied to jason0012's topic in Power Hammers, Treadle Hammers, Olivers
Motor in place and wires run. I couldn’t locate my wire strippers and had other items to get to today. I have about an inch of take up in both belts. I would like more but that’s acceptable. I have a proper starter for it, but am half committing to this since it ran with the old motor, albeit slow, and with a lot of stalling. I will wait to take the old one down until I see it run on the 7.5 hp. At that point I will switch over to a proper starter. I am baffled why I didn’t mount this switch here to begin with though…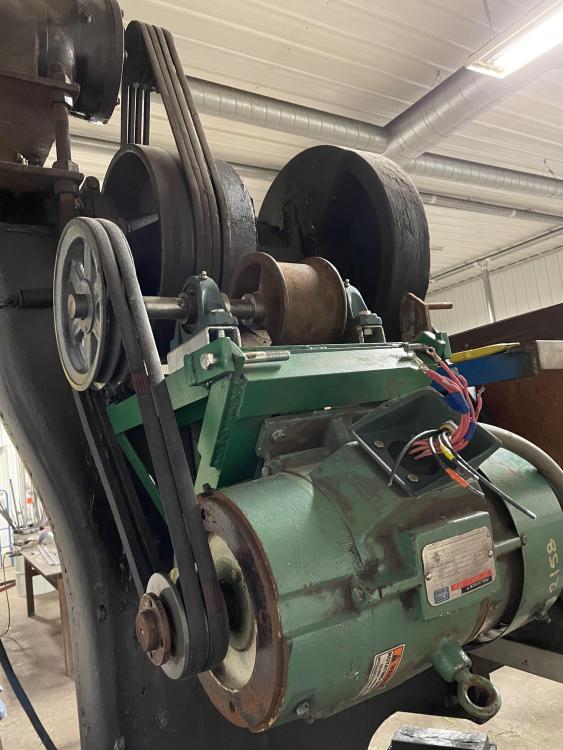
-
old style 250 pound little giant
jason0012 replied to jason0012's topic in Power Hammers, Treadle Hammers, Olivers
I got the nameplate off the motor, and it is only 3 hp. It has been running and this motor has been on this hammer for a very long time. I timed it today, and it doesn’t just feel slow, it is slow! 110 bpm is way too slow for this hammer. Doing some math on the gearbox/ pulley/ motor combo and it should be running 210-230bpm. Since the four belts arent slipping, that means I am dragging the motor. That’s not good, and explains why it stalls out so easy. Today I began working on installing the new motor mount. I am shooting for around 220 bpm and the 7.5 hp motor should take the load better
-
My experience, and it has been 20+ years since I did shows for my income so take this for what it is, you need 4-5 times the inventory you expect to sell. As a rule 70% of sales were impulse buys in a $25-60 range, about 15% were $150-500, about 1% were over $1000. My goal was to always bring $10,000-20,000 in inventory at each of those price points. That might sound like a lot, but your booth will look bare if you have a really limited inventory. Keep a stock of little things too, and stuff in between each of these. My goal was to bring in $1500-3000 in sales per day at a show. Each day of a show would represent about two weeks work back in the shop. The economy has changed drastically since 1998 when I last did art fairs, so you should adjust your numbers to represent your situation
-
I was hoping to see some plans. I recall seeing the one Paley had. When I visited in the early 90s he was twisting big stuff (4-5” octagon/hex stock) sadly I don’t recall much about it. I would like to build such a machine but not having any parts yet am just in the idea stage. One shop I worked in many years ago had an old 28” swing lathe that they would mount a heavy pipe vise on the tool post and cold twist stock up to 2”. Just a beast of a lathe with a four jaw and a pipe vise- in back gear of course. I don’t think I would try it in my big lathe- wouldn’t want to do that to a good lathe, though I wouldn’t mind having one that large.
-
2 x 72 Grizzly or Jantz clone of it.....
jason0012 replied to j.morse's topic in Grinders, Sanders, etc
I have a grizzly and am quite happy with it. Sure there are better grinders with better features, but it was a bargain and most of my grinding is for toolmaking and not blades.