
Another FrankenBurner
-
Posts
616 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by Another FrankenBurner
-
 Uh oh. The grammar hammer is lurking. Have you come across the comma's save lives stuff? Some of it is pretty funny.
Uh oh. The grammar hammer is lurking. Have you come across the comma's save lives stuff? Some of it is pretty funny. -
I am the same Thomas. I often reply with "Thank you." That is a great quote I was unfamiliar with. After researching it, I see I have some reading to do. Frosty, I'm glad the conversation didn't go too sideways after we had some wires cross. It seems I am the one who did the misinterpreting. Which makes sense, me being stupid and all. If we lived within visiting distance, I see a lot of yammering at a campfire. Everyone else hearing the Peanuts teacher. If we went out to the shop, for some reason, I envision hijinks. I'd enjoy seeing your rusty stuff and I'd sure love to show you our shop and all the stuff we are playing with. Then there would be 3 excited idiots out there.
-
I did not take anything you said the wrong way Frosty. I didn't think you were calling me stupid and I didn't take any offense, I never do. I was mostly just joking around and complimenting your elegance with word selection. I should probably watch my humor as written word is so easy to misinterpret. I am a weird guy so my humor is off. I like being challenged when I am wrong especially when it contains reasoning. I don't want to put out bad information which I why I often preface things with "as I know it currently." None of my knowledge is concrete. If I can test information, I will. If it's theoretical, I will think long and hard about it. I enjoy cordial disagreement conversation. If I am wrong, I will appreciatively accept it. If it comes to it, I can completely disagree with someone and still be great friends. On the flip side, I did not mean to imply anything negative about you. I enjoy your mental strolls, your bs, your puns, and all of the lesser known information you can bring into a conversation.
-
Why is asbestos not suggested. That stuff is great. From the fire fighter suits to the dining room table pads to the chair covers. That way when Barney Rubble drops his Winston, he doesn't set the house on fire. Of all the things I like bestest...
-
Thanks for all that Frosty. It helps the wheels turn. I think we are on the same page, saying the same thing, but I stated it poorly. I was picturing a single flame from a straight burner in open air, excluding the very cool quench diameter stuff and the forge side of things. I was stating that stream velocity does not change flame temperature. This was the thing I was mentally hung up on for a while. I used the terms flame speed and propagation velocity to mean the same thing which is confusing. From now on I will use flame speed to mean the speed of the flame out of the burner, and propagation velocity to mean the rate of combustion. Apples and oranges as you said. "A hotter flame will require a faster stream because it's hungry." I meant that at a given propagation velocity, there will be a minimum flame speed requirement. Increase the propagation velocity and the minimum flame speed will also increase but increasing the flame speed beyond this minimum requirement will not increase propagation velocity(temperature). When it comes to how this all operates with a forge, we are in agreement. Too fast is wasteful. This one made me laugh. I am glad you were entertained. If I am going to make a mistake, at least it's intuitively logical. I'm wrong but I'm not stupid. You are good with the words. I enjoy our conversations. Compression heating, aren't you stretching a little on this one? Do you think we could compress enough flame to overcome losses enough to raise the temperature of the forge above the temperature of the flame with a pipe burner? Joking aside, I would have never thought about compression in this application. Are there furnaces which use this technology? What kind of burner are they using? I am imagining some form of supplied air, compressed or forced.
-
Thanks Frosty. I can't prove most of that stuff so it is a mental work in progress. Velocity was one of those things which I couldn't quite wrap my head around for a while. A hotter flame has a higher rate of combustion, it's burning faster. More fuel per second. Does FAM stream speed have anything to do with controlling temperature? If the FAM stream is pushed to a higher velocity will burn hotter? A hotter flame will require a faster stream, because it's hungry, but that doesn't mean feeding it more will make it hotter. Flame speed and temperature are proportional. If you get the mix closer, it will burn faster. Faster is hotter. So long as the stream is faster than the flame, no suck back. Increasing the FAM speed beyond this propagation velocity does nothing to the temperature. It just makes the flame bigger. Things are starting to make some sense over here. Wait... does anyone else smell smoke? Most late improvements have been in casting technique. Though, we are playing around with zircon slip so hopefully material improvements are in the future. Improvements were easier to come by in the beginning. Now we are having to work for it. We had a lot of failures for a while there but it's getting exciting again. I got two of you to read the whole thing? I'm glad any of that helped you and gave you more questions. The more you learn, the less you'll know. Questions are the best part of all of this. Or was it playing with fire? Don't think too hard on your build though. Do a little research and then just build it. Even if you build one that barely works, that still means you can hit metal while you over think the next one. We have 4 forges in progress and 6 completed. They are all different. Every one of them has something wrong. Every one of them works just fine. I know kast-o-lite has some kind of short fibers in it. If you break pieces off, you can see the little hairs sticking out. I have not played with adding things to the refractory. My first forge was a freon mini forge, built mostly to Ron Reil's website advice. I did add a 1/4" of kast-o-lite. I didn't really know what I was doing. I probably added too much water when mixing. I smeared it on, let it "dry" overnight, fired it up the next day. I threw metal into the walls, I once had a piece heat up and expand to the point it trapped between the two sides, I had a lot of rain water make its way into it and I fired it up anyway(the burner was not happy), I broke the face off stabbing my work into it, I abused it in my learning. She is still around. A few cracks along the way and I redid the face when it broke. Kast-o-lite is pretty tough stuff, sans flux. Somewhere along the way, I learned to slow down. I have not noticed issues with thick versus thin area cooling at different rates causing problems. I've never even considered it. I think we are lucky to have access to a product which tolerates imperfect handling. Don't worry about the erroneous importing information stuff. I like information, import away. If it turns out to be irrelevant, the price was right. I am not afraid of a little deep reading. I got Frosty the reader to keep me company and teach me new words. We just recently used the kiln to cure a liner and some nozzles according to refractory manufacturer recommendations. Up until now, we used the burner gently to cook the refractory like everyone else. This kiln cooked forge sounds like glass went flicked. We haven't given it a good enough run yet to know if the kiln cookout is worth the power.
-
I can give you more information about that one small set of experiments with the flame blade. No general ratios though. I didn't play with it enough to get to that point. It was such a pain to dial in the first time that I haven't dialed it in to the newer burners yet. It produced a very neat, wide, short, quiet, clean flame. I had intentions of having a single burner deliver a flame over most of the length of a forge. It is a finicky balancing act. First, the area of the ejection point is important, like you thought, because it controls where the flame rides. Too much and it sucks back, too little and it lifts off. This was all I initially thought I had to get right. I didn't think about the vortex in the mix tube. On the outlet, we will call the longer dimension the length and the narrower dimension the width. If the width is not constricted enough, the flame will flop about from side to side because it is a tornado going to the point of least resistance. Constrict the width enough and I think the two opposing sides sort of cancel each other out and it comes out wide and mostly straight(semi laminar ish), but then the length has to be modified to match the required ejection area to prevent suck back into the plenum. The problem is, that area has to be restricted to the point that the fuel/air mix(FAM) is coming out too fast to prevent lift off which requires another section with a larger area(nozzle). I'm not done with it yet, I have some other ideas to try with the concept, but streams flow better through round sections. Which is why I will probably move on to ribbon burners. So many ideas, so little time. Right now, all efforts are on successful casting of the heads, forge design and a treadle hammer build. We are getting closer on all of that. My burners were designed to induce and mix air into the fuel without external power aside from fuel pressure. If air is supplied, most of the geometries I worked hard on finding, are no longer important. Forcing air into my burners could allow for a higher output but it would probably cause the flame to lift off, as you thought. The nozzle would have to be enlarged to match the flow. I suspect at some point it would have problems with mixing the the extra FAM. I may eventually play with a powered burner for a larger furnace but I suspect it would be quite a different beast all together. As to making my burners burn hotter, that is a fun question. The short answer being I don't know, probably not. The long answer brings up a lot of questions. Hotter as in flame temperature or forge temperature? What determines the temperature of the flame? What determines the temperature of the forge? What does flame temperature have to do with total output? I remember seeing a tube video a bit ago in which someone made a pipe burner ish and posted it. He had a wildly rich, 3 foot long, yellow sooty flame. He took this to be a good thing and was all excited about a big ole flame. What he had was a very cold flame. It took 3 feet to attempt to burn all of the fuel. If his flame was hotter, it could burn the same amount of fuel in 3 inches. A hotter flame is burning faster, in less space. The energy density is higher. All other things being equal(ambient temperature, FAM temperature, fuel composition, etc), as far as I know it, flame temperature is dependent on the ratio of fuel to air and how well they are pre-mixed. Not enough air(reducing), the fuel will not burn completely to liberate all of it's potential thermal energy. Too much air(oxidizing) serves to cool the flame off and we are injecting free heated oxygen into the forge to oxidize our work. If the FAM isn't pre-mixed well we could deliver the cooler reducing flame along with the free oxygen. The bad of both worlds. The right ratio of thoroughly pre-mixed FAM will burn as hot as possible, while completely using the oxygen. In a perfect world. Since it is not a perfect world, I consider the perfect ratio to be a fine line between reducing and oxidizing which I can not accurately measure or consistently hit. Also, because perfect pre-mixing doesn't exist, I suspect the flame probably lives a little hotter on the oxidizing side of the line to a certain point. Extra oxygen to crash into the free fuel so it will burn more completely. However, I follow the advice of many, and usually live on the lightly reducing side of the line because it keeps free oxygen from chewing up my work. I have been experimenting with how far I can push towards oxidizing before I notice scale build up increasing. Fun huh? Most of this doesn't matter much. You want a higher temperature flame, get close on the ratio and mix it decently. There are big signals if you are not close. Flame temperature isn't everything. What if you have the hottest LPG flame on earth and your forge isn't hot enough? A mini torch type lighter has a hot flame but it won't heat a big forge. Why not? The flame is hot, we just don't have enough of it. If we had a higher volume flame, even if it were 200° cooler, the forge temperature would be hotter. This has it's limits. So I've likened the temperature of the flame to density of energy and the size/amount of the flame to the volume of energy. The product of these two make up the total energy output, or the mass if we follow my analogy. So if we have a higher temperature flame, we don't need as much of it to equal more of a cooler flame. This total output is often given in BTU's for commercial burners. In our burners, this number changes as we change the fuel pressure. Fuel pressure changes change the fuel volume and the air volume. If they don't change at the right rates, the FAM ratio could be changing as the pressure changes. This could be changing the volume and the temperature. It is easier to draw in more air with more fuel pressure so several burners lean out their flames as the pressure is increased. I don't like this so I spent a lot of time changing things to prevent it so I could adjust fuel pressure without having to adjust a choke. What about forge temperature? A forge is nothing more than a temporary container for all this energy. If we have the flame out in the atmosphere, the heat quickly dissipates. If we try to heat our work directly with the flame, most of the heat will rush right past the metal to also dissipate in the atmosphere. Inject heat into an insulated container and it will hang around a little longer and heat up the walls to a high temperature. The container leaks(loses) energy at all times. The higher the temperature difference between the forge and ambient air, the higher the loss. During initial heat up, the energy input is higher than the energy lost. As the forge heats up, it loses faster. Eventually it hits a point where the energy in matches the energy lost. This is our maximum forge temperature for those conditions. If we want higher temperature we can add insulation, decrease the forge volume, increase the flame volume and/or increase the flame temperature. Decrease the forge volume? Who wants that, besides me? If we can increase the flame temperature, great. We get as close to the fuel temperature limit as we can and all we have left is increasing the volume. Eventually we can hit a point where there is so much volume that we are blowing heat straight through the forge and out the door. We are just wasting fuel at that point. So we have our temperature as high as possible and our volume dialed in, our forge will never exceed our flame temperature. Lucky for us, the flame temperature limits of LPG blends are a bit higher than we need so we don't need to be able to hit the limits to have a usable forge. So the long answer is, I doubt I can get my burner flame much hotter. Even if I did, I may not know it. I don't fully know where in it's tuning it is at it's hottest or what it's maximum temperature is. I have control of the fuel/air ratio and I think I am mixing decently. It's the best I can do which is more than enough for me. I don't think I've had temperature improvements in a while. All of my later improvements were increases in their volume capabilities which just means I can output more with a smaller burner. That was probably more answer than you were looking for but I was thinking out loud(?) so I rambled on. Hopefully it all makes sense. My mind runs faster than my fingers. If you are talking about the forge with the nozzle cast directly into the forge liner, there is nothing special to reinforce it. It is a test to see how that situation holds up. We have other tests in which the refractory nozzles are floating to see how that does. We have a specific forge in mind and so we are testing the refractory to see how we can pull it off.

-
The first time I did a smoke test, I immediately learned that I had it all wrong. It flowed completely differently then I had thought. For the forge chamber flow patterns, I laid a sheet of copper across the floor of a cold forge and let it heat. As the plate heated, different portions of the flow went brilliant green. The whole process took only a minute but I had a good idea of where it went after it left the burner.
-
Naturally Aspirated Ribbon Burner. Photo heavy.
Another FrankenBurner replied to Frosty's topic in Ribbon Burners
The propane build up that Mikey mentioned is awful stuff. I worked on a concession trailer which had issues with all of the propane equipment. I ended up determining there was a flow restriction. After testing everything else I could, I dismantled the fuel supply line into the trailer. I found the 30 foot long 1/2 inch pipe completely filled with a yellow greasy waxy goo. I believe it was the stuff they add to propane to give it an odor because it smelled like that's what it was. I don't believe it was due to bad propane, just a long time of condensing this stuff in that section of pipe. It only needs to partially plug the tiny orifice in a burner to change the flame. When you say soot, are you meaning a fine dusty black powder? Like when you place something over a candle. I have worked leaves really thin which then took too much heat afterward and scaled away. I have also burned thin sections. Too many irons in the fire? Another thing which may have nothing to do with anything but when I work with the doors wide open like your photos, I see much more scale buildup than when the doors are more closed. -
The foundry pyrometers which I have found are using K type thermocouples with a 2300°F limit. We have built one of these for our foundry but the forge exceeds this limit. I like the available options with carburetor jets but the assortment kits that I have found are all fairly expensive ($150). I purchased a 24 piece 3D printer nozzle assortment for $7. You are right, the carburetor jets would make dialing a burner in much easier. The price is right on the printer nozzles so I tune the burners to work with the available orifice sizes the best I can. Did you find an inexpensive set? The tighter flame of the printer nozzles vs the mig tips is because of fuel ejection velocity. Mig tips have a longer restricted section which slows the fuel down more. I connected both types up to water to test this idea and the printer nozzles ejected water almost twice the distance. If I went to carburetor jets, I would grind the cone shape into the tip though. It probably does not make much of a difference but I streamline everything I can. The one exception would be using pipe with a welded seam. The weld seam makes a difference. It disrupts the vortex and shows in the flame. I've held onto the pipe burner thing because I like the homebrew history of it but tubing is an obvious easy way to improve things. The first few 3D printed burners used thin wall tubing. When I said it was a 3/8" burner, I was using the standard pipe burner designation. The throat of this burner matches the 3/8" pipe used as a partial mix tube so it is nominal(0.493"). The widest part of the burner is the ejection point which is 1.25" which is fairly large. The throughput of this burner is high and because it is 3/8", it is short, so the fuel mix is racing out of the mix tube. It required a large aggressive step up to slow it down enough.
-
I am not sure about the laser thermometers. I think I remember reading that they can't be trusted at the higher temperatures. I think I have said this before, but I'll say it again and maybe it will be true this time, I think I am close to satisfied with the inspirator tinkering. For now. After that, I will move on to ribbon burners. I am looking forward to playing around with them. I have several experiments already planned. A quieter burner sure sounds nice. The cones are a good idea. Ron Reil used to use them to test. I would love to know the maximum temperature that these burners are pushing but I don't want to push the forge refractory that hard. I was pushing it when I took that photo. The only exception maybe being when we cast the iron pieces. It is tempting to crank it to 20 psi to see what happens. Maybe I could get some nice elephants foot photos to post.
-
We did not measure the forge temp after it reached 2300°F so that we didn't damage the thermocouple. If only the exotic thermocouples weren't so expensive. I do realize it is too much burner for the forge. We saw it's performance outside of the forge and it got us excited... impatient. So it temporarily made it into the nearest forge which happened to be this guy. We haven't played much. It's low end is below 1 psi so I plan on seeing if it can be dialed back far enough to function well with this forge. After that, it will go into a big forge to see what it does with that. With the 1mm orifice, it is running a purplish flame. We tried a 1.2mm orifice and we had some green show up. We've been playing with FAM ratio attempting to determine the point of too much oxygen to see what the flame looks like. Mostly watching shined metal for scale formation.
-
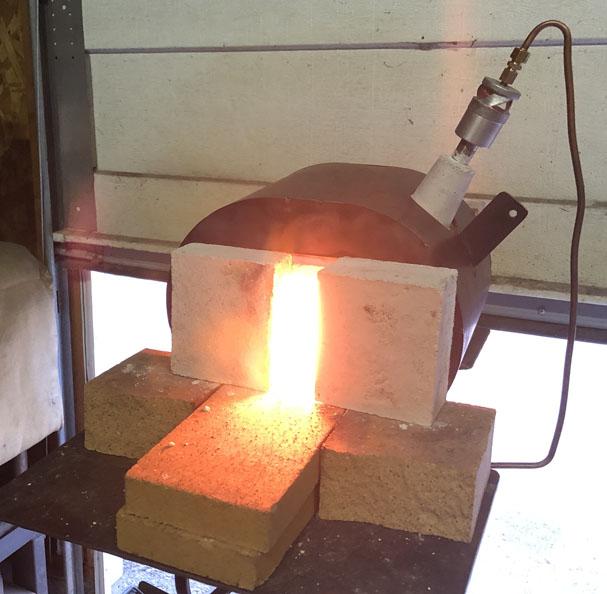
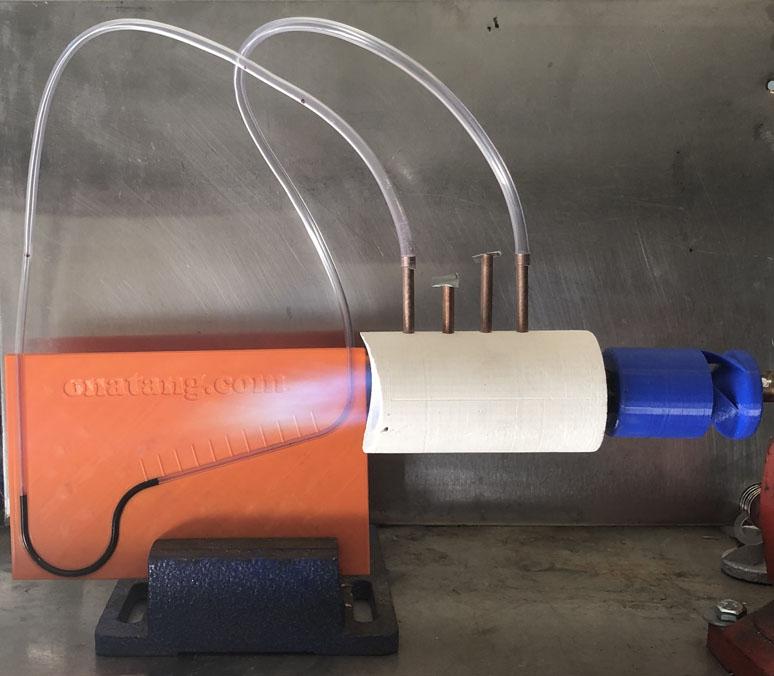
We've been pretty focused on forges and burners again. We are very excited about where it is all heading. The forges are starting to function and look awesome. I've been spending a lot of energy on learning more about nozzles. This work has payed off. Here is a 205in³ forge with a 3/8" burner running with a 1mm(.0394in) orifice: This is at 5 psi. It is so bright it is unpleasant to look into and created all the glares on the camera lens. We are referring to it as the super burner currently. At 20psi, this burner is loud and angry. At 25psi we activated the excess flow valve using a 40 lb propane cylinder. The main thing which is so exciting about this is the tiny burner size. My first forge had a 3/4" modified sidearm burner which stuck out like a great moment arm to constantly be hooked or bumped. Here is a picture of that sidearm and the new burner for comparison: We have several forge liners casting. We are also gearing up to cast burners again. We built a thermocouple rig to be more consistent with our pouring temperature. The foundry got a burner upgrade. We built several more flasks. We are having all kinds of fun.

-
The tubing in that photo is copper. Copper tubing in a cold forge is spectacular for a minute. I was annealing copper tubing to flatten out and make soft jaw covers for the vices. Welcome Panik. Overthink away. You are in good company. The forge does have ceramic blanket. Solid refractory would not be nice to the fuel mileage and I want as many miles as I can get. All of my forges are blanket, Kast-o-lite and Plistex any more. This particular forge was an experiment. It is a monolithic spool shape. Forge chamber with flanged ends. Blanket wrapped around/in the spool. As you see in the picture, the ends cracked which then travelled into the forge. We half expected it with the mono cast. We have another experiment in the works to solve that. This forge was built a while ago and I had forgotten Frosty's advice of buttering the refractory before applying Matrikote. What happened... the dry refractory wicked the moisture from the Matrikote. Frosty got to be right again. If you look at that picture, you can see flakes of the ceiling Matrikote on the floor. Morals of the story, butter the refractory and listen to Frosty. I've also since switched to Plistex but not because of this. It's less expensive and has a higher temperature rating.

-
I have a good swirl picture. There's a little green in my flame. I wonder if it was running rich that day?

-
Hello Ernest. A couple of big points first. Do not use 1/4 inch of ITC. It is to be painted on in thin layers. Maybe 1/16 inch total. ITC does not work well with a forge. Most here recommend Plistex or Matrikote. Both are less expensive than ITC and work better. I prefer Plistex because it has higher temperature ratings. You can make a dual purpose forge/foundry but most don't recommend it. Forges and foundries have different operating requirements so a dual purpose will have to compromise on one or both functions. My first forge was a freon cylinder mini forge. I made it full length (12") with a 3/4 inch modified sidearm burner. The 9 inch cylinder, minus 5 for insulation/refractory yields a 4 inch diameter by 12 inch long chamber. In my case, with a central burner. I hated it. In order for metal to be in the hottest zone, 6 inches of metal had to be in the forge. The section I wanted to hold was always hot. If it was in the middle of the stock, 12 inches of metal was being cooked to heat the section I wanted heated. If I were to build it today and wanted to use a freon cylinder, I would cut the length to 7 inches and use a 1/2 inch burner. Less fuel used without loss in much useable forge volume, less over cooked metal, less hot parent stock to hold onto. As to the vent hole size, as Mikey states, variability is great. Movable baffle walls are very versatile and accommodating.
-
Mikey, I sure didn't refractory coat the bricks. I coated some in Matrikote 90AC but I did not butter the brick when applied so it pealed off in short order making it a poor test. I intended on kastolite facing one but we made the kastolite/blanket half bricks before I got to that experiment. The kastolite bricks are so amazing for my uses that I never looked back at the K26 bricks. The 4 replacement kastolite bricks maybe took 5lbs of kastolite and have outlived an entire case of Morgan Thermal Certamic K26 bricks. A case of bricks costs more than a 50lb bag of kastolite where I am. tinkertim, thanks for the good words. It is a neat little toy burner. Software wise, so long as you don't mind tinkering , you are in luck. I am using FreeCAD. It is a full featured package which kind of works like Fusion360. It is clunky by comparison, free and all. Once I figured out how to work with it, I have no problems producing models. You probably work in metric so that is perfect. I am working with pipe, in standard. Swapping FreeCAD into standard mode is a bad idea, weird things happen. So I convert between metric and standard constantly.
-
Thank you Mikey. I mostly made the 1/8th inch to see if I could. I imagine the forge it could support would be tiny even by my standards. Nail makers forge. Thomas, the bottom mount burners I have done are in the round edge pointed at 45° ish. I also build with the wider floor space so I keep the metal away from the burner port as much as possible. I have not had a problem with stuff falling in. Here is a previous post with a shot of one of the bottom mounted burners
-
Been so busy enjoying the forges, we haven't spent much time on R&D. I have a couple of burner experiments which will be showing up soon but we worked on forges. 3D printed forge forms have turned out awesome and now we are again after the unicorn forge. Or maybe we just like lots of forges. Here is the latest mini and big'un. Of course, we have already thought of possible improvements we are plotting on the next one. We are also going to do an in between size as the 3/8 burner can handle it. I have long wanted to play with the idea of a split forge with a bottom mount burner but securing the refractory in the top portion has been our biggest hurdle. Here is a burner size line up:


-
Good points. As you stated, powered vs atmospheric burners would depend on burner efficiency. By efficiency here, I mean what percent of the available btu's in the provided volume of fuel is actually being liberated in the flame (and how much happens inside the forge). Provided both burners are burning the fuel with the same efficiency, yes, same amount of fuel, same amount of energy. The biggest problem I see with blown ribbon burners is their tuning/construction. You don't have to build carefully to get the amount of air you need so they are often built with no regard to throughput. Some believe you "need" a high pressure blower to make them work. Frosty's NARB work should have put that misconception to sleep. You only need high pressure if you've restricted the flow path. The flip side, sometimes the burner blocks are so wide open that the stream has to be forced to a high volume to maintain a flame. Ever seen a picture of a ribbon burner forge with 3 feet of dragons breath. Just like with atmospheric burners, powered burners can be built fuel efficient or not. There is a lot to be balanced. Both have their application and neither should be disregarded.
-
Yes, Mikey has pointed out my exact intention with such a small forge. This forge sports a 3/8" burner and reaches welding temperature at 5 psi. I forge at 3 psi and it only sips the fuel. It saves me quite a bit more than a few dollars. I have found that I like the 6 inch length so much that I will be making a shorter large forge as well.
-
My latest mini forge has a 6 inch length and a 43 in³ volume. It is my go to for anything that will fit in it which is 90% of what I do. This includes a 1.5lb hammer and all of the tooling to produce it. It depends on the kind of work you want to do.
-
Ah. I understand. I purchased a Bernzomatic TS8000 long ago for more output. I used to run Map-Pro(propylene) but now I just run propane. I built a small linear burner run off a small bottle six or seven years ago. It was a Reil burner fashion with the hand drilled cross tube. Made from stainless tubing and copper fittings. I look forward to your build.
-
Any particular reason you want a larger torch on a hand bottle? Somewhere in the burners 101 thread is a picture of a 3/8" Mikey on a bottle. I wonder how quickly it can drink the whole bottle. Ron Reil has a 1/2" hybrid burner with a pistol grip as a shop torch but it is on a hose to a large source. I used it a few times for flame bluing. It was handy. Thank you Mikey.
-
Frosty, I will refer to them the same way. Unfortunately I have crumbled several of the authentic Morgan K26 bricks. Even when handled with care. Cris, you are not alone in the concern of blowing yourself up. My advice, do not turn the gas on to the forge with the garage door closed, then go into the house to prepare and eat lunch, then back out to the garage where you ignore the smell and try to light the forge. Avoid that kind of thing and it is like lighting a gas grill. I'd give more mind to carbon monoxide than explosions.
