Another FrankenBurner
-
Posts
619 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by Another FrankenBurner
-
 I was wondering what I was doing wrong over here. I had not thought about the burners possibly being hot enough to be too much for the bricks. If that is the case, having to work with that problem is good stuff. As to the flame face, I am looking to experiment with the zircopax/bentonite. The last I thought I had read, people were having troubles with cracking. I am looking for best recommendations for a starting point. Is 97:3 or 95:5 the current recommended ratio? Is that by volume or weight? Bentonite, veegum, or bentone? I seem to recall the veegum did not work out. How should they be mixed? How much water? How should it be applied? What should the dry, cure, fire cycle be?
I was wondering what I was doing wrong over here. I had not thought about the burners possibly being hot enough to be too much for the bricks. If that is the case, having to work with that problem is good stuff. As to the flame face, I am looking to experiment with the zircopax/bentonite. The last I thought I had read, people were having troubles with cracking. I am looking for best recommendations for a starting point. Is 97:3 or 95:5 the current recommended ratio? Is that by volume or weight? Bentonite, veegum, or bentone? I seem to recall the veegum did not work out. How should they be mixed? How much water? How should it be applied? What should the dry, cure, fire cycle be? -
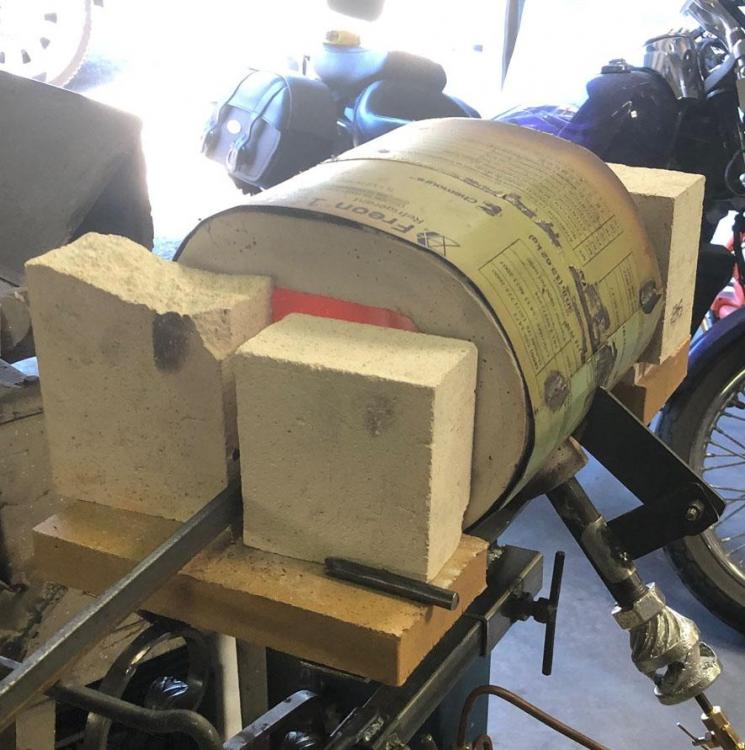
We are seeing the same issue with the K26 bricks that we had with the K23's. We have now had several of them fracture apart. They are Morgan Thermal Ceramic K26's. The latest one was handled nicely and used as a rear baffle wall for a short time. We don't like it as they are convenient but we are now looking to cast baffle walls with kast o lite and blanket. There is another forge in the shop. This one is another oval forge with a bottom mounted burner. It is 185 in³. The oval is a 4 inch circle split by 2 inches and the forge is 9 inches in length. It is a monolithic cast which looks like an oval spool which is then wrapped with 1 inch of blanket. It has a single 1/2 inch burner and a cast nozzle. It forges at 2-4 psi and welds at 6-7 psi and it doesn't have the matrikote yet. So far, it is the favorite. Small enough to be nice with fuel, big enough to do most things we will do. Here it is after shut down:
-
I like the idea. I think in a blown system, it may be quite useful in mixing. In an atmospheric burner, I suspect it will cost too much. No free lunch. By this I mean that you may get better mixing at a cost of induction air volume. This may be able to be countered by dropping jet size but then you have to accept a drop in output. If your burner has a problem with mixing, it may be a worthy trade. Inducing all the air in the world means nothing if you don't mix it well. This device creates a reverse of flow rotation, several times. This has to increase the resistance. Even the animation shows flows crashing into each other, that is how it works. My experiments have had the goal of mixing the FAM well and inducing as much air as possible. This has required never directly impeding it's flow path. Any time I did, it reduced induction. I can't speak much on the NARB's, as I am just now tinkering with them, but I imagine Frosty has it right in that there is so much turbulence that mixing is happening. All of my NARB experiments currently are geared towards reducing this turbulence as much as possible so that more air can be induced, with the end goal of the cleanest flamelets. As Frosty said, tinkering is worth doing. Sometimes there is nothing better then being wrong. I will be building a few of these mixers in a similar fashion to JHCC except that I will be cutting the strip from both sides for the reverse twisting. I have an idea on a twisting jig. I will put them into a few burners to see what happens.
-
I will do that. Would a K26 forge be comparable to a blanket, refractory, wash forge of similar volume, in terms of burner capacity?
-
What is your procedure for testing the limits? Are you meaning the pressure range or are you putting them into multiple forges to test their forge volume capabilities?
-
I like the can forge idea. I will have to try it. As to figuring out the cubic inch capabilities, I will have to build a handful of forges in varying sizes to test that. I have never pushed any burner to it's limits as I would rather plan some head room and know a forge can get hot enough. We have the monster 450 in³ forge with the two 1/2 inch burners which runs very hot but we have not tested it's forge welding capabilities. We run the burners at 5 psi for higher orange forging temperature so I suspect it will forge weld without problems. I tend to like "small" forges so the 1/2 inch burners are my go to but I have functioning 1/4 inch, 3/8 inch, 1/2 inch, and 3/4 inch burners. I guess 1 inch is the next step. Maybe work my way up to 2 inch for all the new guys with the 55 gallon drum forges. Lately it has been mostly nozzle design and learning about investment burnout for the casting.
-
I was hoping I was going to get crap for slipping that impractically in there. You guys are great. I had nails, rivets, and punch tips. Now I have dentistry and paleontology, thanks Frosty. I had a one brick forge at 2 inch x 4 inch long at one point. I used it a bit until the K23 fire brick fell apart. When I posted, I had a 1 inch x 3 inch long forge in my head. I imagine this burner would be grossly too large for that. It'd be cool though, a good match for the tiny power hammer. I was thinking about it and if we take the 3/4" burner 350 in³ rule and divide by seven (mostly because the math is so nice), that burner might be great in a 3 inch x 7 inch long forge. I plan on building it to find out. Seems like a handy size. I imagine it would be a good burner for the two brick forges that the YouTube knifemakers all seem to like. I'm going to build mine with the blanket, kasto, top coat route though. Do you see this as a good thing? I thought flame length was mostly due to mix tube length, nozzle design, and FAM velocity? I did find it interesting that it punches through the center of the brick nozzle instead of expanding to the full final size. I suspect the final outlet diameter is too large and/or the taper is too aggressive. Some of the designs get very hot, depending on where the flame rides within them. I like the refractory nozzles because they can accept this. I have one nozzle, in a forge, which runs partly incandescent without problems. Another reason I like refractory nozzles is because I can cast them in whatever shape/size I like. I have been playing with steps, tapers, and dimensions trying to learn.
-
Naturally Aspirated Ribbon Burner. Photo heavy.
Another FrankenBurner replied to Frosty's topic in Ribbon Burners
I use a variable speed sawzall without the blade for vibrating. -
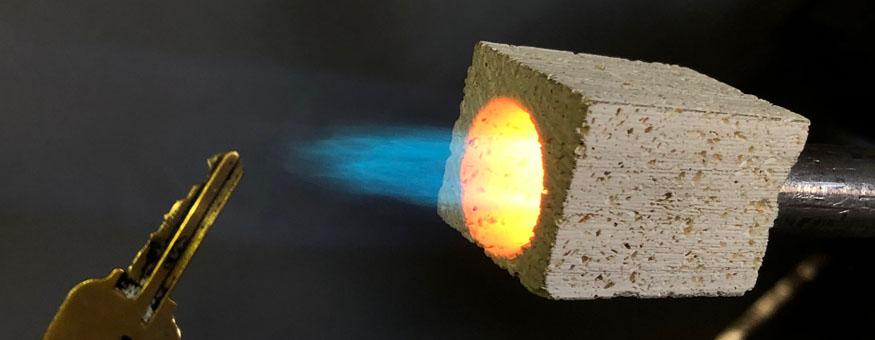
Just for Mikey, the quarter inch. Here it is in my dirty fingers: The nozzle isn't right yet, we were excited to see it run. This nozzle is a piece of fire brick which was drilled/filed to get a crude shape. We will cast a better nozzle soon. This guy had a 1 inch length of 0.015 EDM tube for a jet. It was very lean so an 1/8 inch was removed and the jet drilled to 0.018. It runs 3 to 20 psi without problems. More experiments with jet length/size are planned after the nozzle is cast. Here is the flame with a house key for size: The flame is smaller then my propane torch flame. Now we want to make an impractically small forge to put it in.

-
We have a forge with bottom mounted burners. It is built as you describe. Two inches of rigidized ceramic blanket and 3/8 inch of kast o lite. We used metrikote instead of plistix for the hot face but looking at the sheets on them both, I can't see much of a difference. The burners are cooler at shutdown but also much cooler during running when compared to a top mounted refrigerant jug forge with the same burner. We leave the chokes open after shutdown so the burners draw ambient air through them, keeping them cooler. I like it so much I will probably never top mount another burner.
-
It is the opposite of the flame lift you were seeing with the smaller nozzle. Normally the FAM is screaming down the mix tube. The nozzle is an increase in sectional area which causes the FAM to slow down enough to not lift off. With a fuel pressure set below the threshold, the FAM velocity slows enough that the flame front can flash back into the bigger nozzle which I think also tanks the induction volume. It is still fast enough in the mix tube to keep it from flashing all the way back. What is your end goal? If you are after a burner which is hot enough, you have it. Or are you a fellow tinkerer after knowledge? It's a good looking flame, nice job.
-
The larger jet does not slow the FAM. You are correct on that. I stated that poorly. I think you are also correct that a larger jet induces similar amounts of air. The only minor slowing I was talking about is caused by running lower fuel pressures for the larger jet for the same heat. You have to induce/mix enough air at the lower pressure for the bump in jet size to be a good route. Jet size should not be used to control FAM velocity, only fuel to air ratio. I only suggested it as you stated you thought the burner was running lean and it maybe could help with the other problem. Also, with the metal nozzles, I think more heat going slower heats the nozzle faster. It might be why your rich flame with the 035 didn't lift. A hot nozzle holds the flame better. If you start the burner at a lower pressure for a minute and then turn it up, you will get much better flame hold. I don't like to have to tinker with settings to get a burner to run so I prefer a larger nozzle which the flame won't lift off, no matter what I do. It's a balance though, too big and the flame rides back in the nozzle to overheat it. The nozzle also affects induced air volume. Bad nozzle balance/design/setting can make a great burner seem like a bad burner.
-
I have ordered small brass EDM tubes to play with, on that front. I want more control for the experiments.
-
Good looking flames. The last image, it looks like the jet assembly might not be concentric with the mix tube: Could just be an illusion of lighting. Worth verifying though. If it is not concentric, it can wreak havoc. One easy test would be to disconnect the brass tube at the elbow and hold the burner up to the light looking in from the nozzle end. Look for light through the jet. The jet is small and long so it is very obvious when things are not right. As to the flame lift, you need to slow the FAM(Fuel Air Mix). The FAM is moving forward faster then the flame is backwards. We want a balance. A larger jet (like you were thinking) might slow it enough. A nozzle which has a larger diameter or longer overhang could do it as well. Your overly long mix tube might also be causing enough laminar flow that it is punching through the center of the nozzle. Maybe? I find the 030 no vane 5 PSI flame shape interesting. It widens after the nozzle and then to a point. Football like.

-
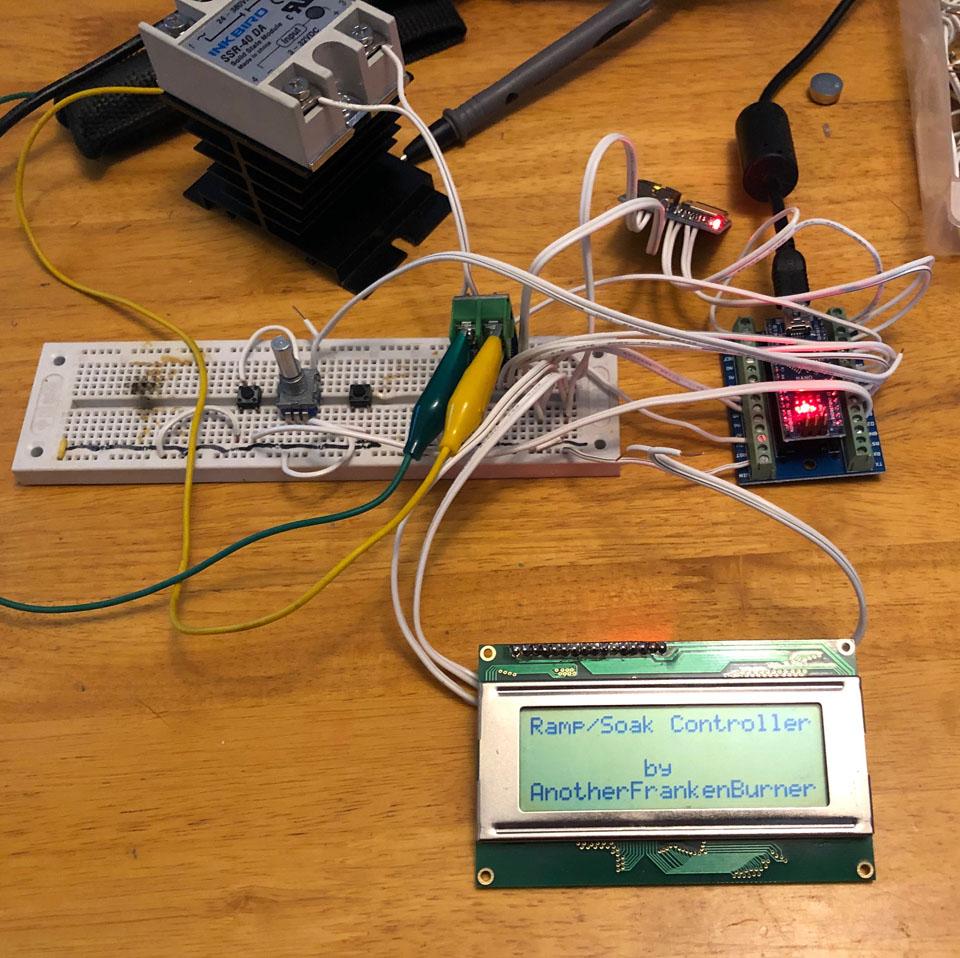
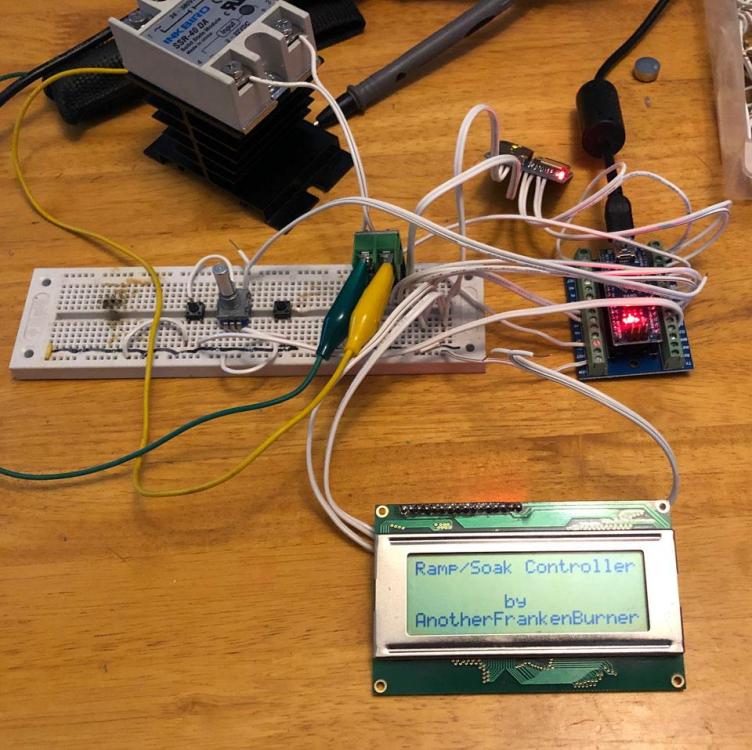
The kiln now has a ramp/soak controller: We are excited about it. I have been studying investment techniques and burnout schedules. We have a lot of experiments to play with and now they are much easier as the kiln runs itself. I have been measuring all my different mig tips. Brand to brand they vary up to 4 thousandths. In the 1/2 inch burners, 2 thousandths is the difference between blue and green flames. My small refrigerant jug forge now has a 1/2 inch burner. It has a nozzle cast in the wall of the forge. It runs a hotter temperature, at the same fuel pressure, with a smaller burner with a smaller jet. The dragons breath is now gone. The idle setting is very low. I am happy with the results. It is a top mounted burner but the inducer head stays comfortable to touch when running even though the short mix tube gets pretty hot. When I shut the unit down and close the choke, the inducer head gets warm enough that it is unpleasant to touch but not so hot that I worry about it. I am a big fan of the bottom mounted burners in the other forge. The mix tubes stay much cooler. We leave the chokes open at shut down and the burners chimney cold air in which keeps the inducers temperatures down. I also wonder if thermal buoyancy helps induce more air when the burners are running.

-
I look forward to seeing more. Extra mix tube length adds drag which could result in less air induction. It may mix better if that is needed. It can also result in a more laminar flow for a longer more pencil like flame which can be good for certain uses. Longer in a forge is not generally desired. I tried an 18 inch mix tube just to see an extreme. It produced a rich flame which was longer then a foot. Too short and you deal with poor mixing and a bushy turbulent loud flame.
-
Careful. It's addicting. I expect your blades are acting as paddles which hinder vortical flow more then help it. Every time I have tried to force anything to happen, it reduced induction volume and usually reduced vortex strength. You would have to print a model without them and test them both with smoke to see for sure. Hopefully I am wrong.
-
Fun line of questions. I look forward to seeing other's answers. My current understanding of things: More fuel contains more energy, yes. There are some caveats though. More energy may not mean higher forge/flame temperatures. Heat loss, fuel max temperature, etc. If more fuel is introduced and it causes the flame to burn less cleanly, the flame temperature could reduce. The flame temperature depends on how clean the flame is burning. If more fuel is introduced by increasing velocity and the extra speed pushes heat out the doors of the forge, the extra heat produced is heating your work area instead of the forge. If the burner(s) output volume is/are too much for the forge volume, the same blowing heat out the doors can occur. As far as comparing smaller mix tube burners to larger tube burners, it all depends on the burners being compared and the forge they are in. Ease of construction typically makes a single 3/4 burner a better option then multiple smaller burners. I am a fan of the 1/2 inch burner size but I like 150-300 in3 forges and my burners may be outputting more heat then the typical 1/2 inch. The golden standard burner for a long time now has been the 3/4 inch burner. Easy to build, decent heat output, not too large in size. The advantages of multiple smaller burners are a splitting of the heat source for more even heat and shorter flame envelopes. Shorter envelopes can shed their heat into the forge faster and are less likely to impinge on your work or the wall of the forge. It is written here that each step down in size is a halving of the output so a 1/4 inch burner should produce a quarter of what a 3/4 burner produces. Again, this would depend on the burners being compared but if it is true, you would need four 1/4 inch burners to match a 3/4 burner. If we calculate out mix tube area, five 1/4 inch pipes would be less than a 3/4 pipe. I would expect there to be extra losses caused by the extra surface area of the smaller pipes. 1/4 inch burners are not mentioned much as the smaller the burner, the more critical the dimensions become. Even 3/8 burners don't come up often.
-
Thank you for sharing all of the information Mr. Mikey. I wonder how many burners are burning hotter/cleaner because of your contributions. No problem jwmelvin. Report back whatever you are building over there. I enjoy seeing everyone's burners.
-
Now you are just cheating. Stepping away from thick walled iron pipe nominal sizing. What if people want to hang their body weight from the burner sticking out of the side of the forge? Maybe hang a hammer/tong rack from the burner tube? Why not push further? Currently on Amazon, for $11, you can get a 12 inch length of 1 inch OD, 0.93 ID tubing in 316 stainless. (Search for "stainless tubing") Almost in 1 inch pipe ID territory. Higher volume, lower velocity. A slower shorter flame. If enough extra air is induced, a larger jet for higher output. There will be less mass to conduct heat away from the business end is the only maybe downside I can see. I am using refractory nozzles so it has not been a problem. I am sticking with normal pipe sizes for the inducer heads because people like to use pipe and build their own thing. I have been playing with thin wall pipe/tube for my own personal burners.
-
I have worked with burner systems which employ a similar high/low or on/bypass system. I overlooked the idea for forge application. Thank you for pointing it out. It is a simpler method than the modulating valve and all the things they require.
-
More experiments are needed with the refractory nozzles. I very much like them. Here's one reason why: These are even the fancier 316 stainless. The wall thickness is now very thin for most of it's length.

-
Thanks guys. Technology is great, when it works. As to purchasing a controller, if you search Amazon for a "ramp soak temperature controller," there are several for under $100. Look for one with PID control and SSR output. If you just want PID temperature control minus the ramp soak, you can get one for around $30. On Ebay, I see them as low as $12. I had wondered about controlling the fuel output in a forge. You could on/off the fuel but if the burner could handle lower pressures, a Maxitrol Modulator valve could be used with the proper controller to really dial the temperature in. As far as I know, this would require an exotic thermocouple type to measure temperatures above 2200°F. I previously mentioned that I purchased some generic tweco 14T-30 mig tips which run a 1/2 inch burner rich compared to the standard Miller 030 tip. For a minute I thought I had missed the big picture with these burners. Then I put the Miller 030 tip in and the burner runs beautifully again. I measured the tips to see why. The Miller 030 tip is at 0.037 and the generic tweco is at 0.039. Two thousandths and a poor running burner. If you are having a problem with a burner but you suspect the mig tip size is close, try another brand. Now I want to measure several tips to see if same brand tips vary in size per batch. If the variances are great enough, I may eventually abandon mig tips for capillary tubing or needle stock. An update on the 450 in3 forge, it likes 4 psi to heat for forge work, a nice high orange. Also, the idle setting to maintain temperature, on these burners is very low and the forge goes quiet. It is a bit on the large side but it is great to work with.
-
The controller ran for the first time today. It is still on the breadboard but it reads the thermocouple, it cycles the heat relay, and it reads the schedules off of an SD card.
-
Thank you for the kind words Mikey. They are encouraging. We attempted another cast today. This was a gravity only experiment. The surface texture is rougher. Some of the investment showed full detail which was not in the cast. The porosity is much less and the cast is more complete. Here it is hot out of the flask: We like what the vacuum does for us and will continue to experiment. We are still experimenting with investment as well. I am also building an Arduino based ramp/soak temperature controller. I have some code work to do. We currently manually control the cycles which is tedious and we are not ramping the temperature properly. The casting process will be much easier on us so experiments will be more often. The flasks will not be thermally shocked which will hopefully increase the success rate. I had ordered some generic tweco 14T-30 mig tips. The flame shows much more green/rich then some Miller standard 030 tips. It makes me wonder if the jet is larger and delivering more fuel or if it is a change in mixing due to a different fuel stream shape. I am going to put a flow meter inline to compare. Not all mig tips are created equal.