patrick
Members
-
Joined
-
Last visited
Everything posted by patrick
-
Since you asked for a technical/engineer type to answer this question I'll chime in. For those that don't know, I am a degreed metallurgical engineer with 13 years of experience, the last 11 of which I've spent working as the plant metallurgist for the Clinton, WI facility of Scot Forge where we make open die forgings with starting weights up to 50,000 lbs. I've been hand forging for the last 17 years. In that time, the only sway backed anvils I've encountered were those made from wrought iron with steel faces, though I don't doubt it could happen with steel anvils which were not heat treated correctly or were exposed to such high temperatures that the steel was annealed. The cause of the sway back condition in wrought iron anvils is indeed due to plastic deformation. Wrought iron is generally pure iron with iron silicate slag inclusions, but usually no alloying elements. Pure iron has the strength of pure copper. So even though the anvil face is hardened steel, the body of a wrought anvil is extremely soft. This soft material lacks the strength to support the steel when subjected to very heavy blows and will deform over time leading to the sway backed condition. Steel anvils, whether cast of forged, have much higher strength when properly heat treated than wrought iron so they are much less likely to develop a sway back. Cast iron anvils, whether they have a steel face like Fishers or not, will not get a sway back because the cast iron does not have the ductility to plastically deform. It just chips or breaks. A couple of other things which could affect the formation of swayback are the thickness of the steel plate and how well that plate is forge welded to the wrought iron. Thin faces or poorly welded ones will likely have a more severe sway back than thick faced anvils with good welds. Though scale is hard, it does not cause swayback, but it could cause dents or pits in the face. A casting flaw in a cast steel anvil probably would not be so large as to cause sway back but it could cause other problems such as pits if the voids were too close to the face. The temperature of the anvil during use probably does not have much affect on the development of sway back. Even if the anvil reaches a temperature of several hundred degrees, that will not significantly lower the force required to plasticaly deform the material beneath the face. One thing to keep in mind about anvils and their use is that they were heavily used in industrial settings where production hand forging was done daily. In these settings, the anvils were exposed to a lot of heavy sledge work. Watch "Welding the Big Ring" on you tube and pay attention to what is happening in the background. You'll see a great example of that type of heavy work. That is the type of work that causes sway back. If you read through Practical Blacksmithing by MT Richardson you will find several examples describing re working of sway back anvils to make them flat again and you can see that mentioned in some of the advertising literature shown in Anvils In America by Postman. It seems that there was quite a call for reworking of anvils in years past which would suggest that sway back was common and occurred much more rapidly than we tend to think, again due to the continuous use of heavy sledges rather than by a lone smith swinging a hand hammer.
-
Both the stoody and hobart products mentioned work very well for repairing anvils. An anvil face is over 50 hrc when new in most csses and at that hardness their is always some risk of chipping. When selecting a hard face rod for an anvil you need to understand what you're buying. Some rods are inteded for extreme wear resistance. Others go down soft and work harden under extreme load such as in crushers. Neither of these are really good for anvils. You need something that goes down hard but still has good toughness.
-
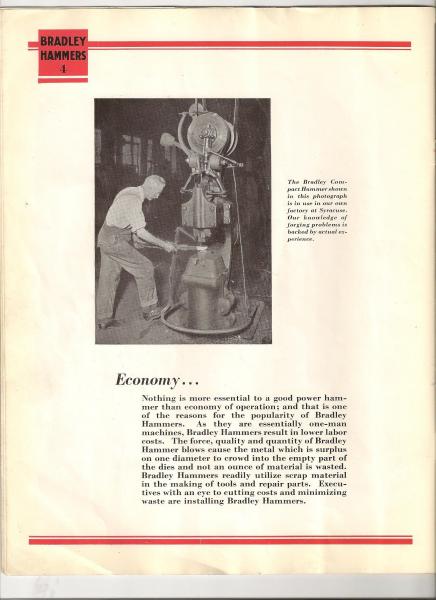
We've used Fabreeka under our hammers a work for years, BUT that is the top layer in a 4' thick stack of white oak timber on top of a concerte foundation. All the anvils on those hammers are independant and the anvil mass is what resists the blow and delivers energy to the work piece. The fabreeka and timber serve to cushion everything and promote less broken parts. I'd be surprized if, for hammers under 500 lbs (maybe even bigger) the Fabreeka gives you much improvement over a thick timber mat. I have 10" of white oak under my Bradley and a 5' thick foundation under that. No noticeable vibration much beyond the shop, though that likely is also related to soil conditions and water table position too.
-
You could make a die to do this that would fit most any hammer. You'd need to have a dovetail that matched the hammer, then weld a cyclinder to that. The size of the cyclinder would be a function the the hammer design. With mechanical hammers you will have a much shorter cylinder than what you could get away with on an air hammer.
-
Yes I was advocating that you build up the missing section of the anvil to match the section of the orginal face. It won't take you that long. I used the procoess I described to hard face an anvil with a face 9.75 x 20. I put two layers of Hardalloy 58 over that entire area using 3/16 rod. It took 7 hours of non stop work. Your repair will take a small fraction of that time as it looks like the area you're working with is less than 1/10 of the area I was working with. Besides, I don't think you want the last four inches to step back down. You'd loose some functionality if you didn't make it even with the rest of the face.
-
Modern examples of solid state welding: 1. Chain-Same method as was done years ago but now induction heating and automated forging take the place of solid fuel and hand hammers. 2. Drive shaft and other tubular automotive components are inertia/friction welded 3.Down hole oil field tools are also friction welded-short fat sections welded on to long bars 4. Open die forging of ingots- All ingots have internal holes. Converting the casting (ingot) to a forging involves forge welding those holes closed. If we don't do that correctly, then the finished part has holes remaining internally which can lead to premature part failure.
-
I would absolutely repair this anvil if it were mine. I'd use the following approach: 1. Overlay the wrought iron with Hobart Hardalloy 38-two passes. This is NOT a hard face rod but a buildup rod. It should have a hardness of about 20-22 Rockwell C. This is needed to support the actual hardfacing layer since wrought iron is too soft by itself to do that job. 2. Preheat anvil to 400- 600 F and overlay Hardalloy 38 with Hardalloy 58. This is a hardface rod that should give you a hardness in the low 50 HRc. Weld no more than 2 passes. More than that will likely lead to cracks. If you do not pre-heat the anvil, expect the hard face and the existing face plate to crack. 3. Wrap in Kaowool or other insulating media and slow cool. 4. Grind to final size. I'd make graphite or copper plugs to fit the hardy and pritchel so you don't have to grind them open after welding.
-
The process described above is called vacuum stream degassing. It's function is to removed dissoveld gases from liquid steel, mostly hydrogen. Hydrogen in too high a concentration can result in internal cracking. Today, most steels used for open die forging have a maximum hydrogen content of 2 parts per million.
-
Stressproof is a trade name which encompasses more than composition. It is cold worked a certain amount and stress releived. If you intend to forge the material then you are really only concerned with the comosition and how it will respond to further heat treatment. If you are going straight into a machinining operation and want the dimensional uniformity and machiniability of a cold worked resulfurized grade than this could be and excellent starting material. Patrick
-
1144 is not proprietary, at least not the version being discussed here. It is a plain carbon, resulfurized steel. It will forge and heat treat pretty much like 1045. We forge a lot of this and similar resulphurized steels at work. The one big difference is that is it much easier to develop centerline tearing in grade than in 1045. Probably not a big issue unless you plan to make a lot of small round cross sections like tenons. Even though this does have sulfur added back to it, it is not usually considered red short in the same way steels of old were when they had high sulfur. The high manganese combines with the sulfur and prevent the formation of iron sulfide which would make the steel red short.
-
D2 annealed is soft so it can be machined so this is not a good test to distinguish it from other grades.
-
My 300 lb Bradley has aram thar weighs 460# and I know of another one just like it so I do think this was common for them but I know they changed over the years too because I have a spare ram for that 300 # hammer and it only weighs 325# sans die.
-
Thanks for the compliments on the anvil Thomas. I certainly do enjoy it. As far as anvil ring is concerned, it is (or was) a crude method of quality control, but didn't really have much to do with face hardness. It was used to ensure that the forge welds holding the anvil pieces together were good. A "dead" anvil would indicate incomplete welding of the face or other parts which likely would result in early failure of the anvil. This same method of quality control used to be used to verify good forge welds in chain and is used even to this day when evaluating anchors (I know this having just had a conversation with the chief metallurgist for the American Bureau of Shipping on the subject this morning). As far as fabricating the anvil as described above is concerned, it certainly could be done. If it were my project, I'd probably try to weld on the horn and carve the heel from the block described (assuming a London pattern anvil is desired). Trying to carve both out of this block would result in a fairly short anvil. Also, you'd be surprised how much metal you lose when you carve out the horns from a solid plate. If you cut out the entire anvil from plate I'd expect you to loose about 40% of the starting weight of the plate.When carbon or the carbon equivelent of a steels gets above about 0.43 you'll want to preheat before welding. The 4150 will absolutely require that so I'd avoid it unless you are using mechanical connections. A36 or 1020 is fine for all but the tooling on a treadle hammer and these grades can be welded without preheat. Since you have limited shop space you may want to consider some of the in-line treadle hammer designs rather than the Clay Spencer design simply because it takes up a bit more space.Double Keys- One goes on each side of the die. That way only one end has to stick out beyond the die, thought in reality my keys are long enough for both to stick out a few inches. It's not a problem though because they are space apart by whatever the width of the die dovetail is so you can easily hit just one. Because the dies on a Bradley are oriented in line with the long axis of the hammer, you can really only access them from one side which means I strike one to tighten and the other to loosen. For hammer that has easy access on both side you could set up one long key for both tightening and loosening and a short key just to provide the matching taper.Double Keys-Yes, two keys of the same degee of taper driven in opposite directions will effectively hold a die with straight/parellel dovetail sides. That is how every Bradley I've ever seen was set up. I can't say that that method is any better from a function standpoint than the single key method, but it is easier to make and works very well indeed.I had a request for a branding iron for a fraternity once. I told them the branding iron would be free but I'd change for screaming. No takers.The entire anvil is available as a tool and to fully access it, you will have to change your stance depending on the work being done. I think the important thing to remember, and it sound like this is really what your example was getting at, is the need to keep your body/arm/workpiece in an arrangement that is as compact as possible. I've noticed beginners often tend to stay back from the anvil and reach with their hammer. This is an inefficient way of working because, the greater your arm extension, the less power and control you will have. A compact stance should be used whenever feasible to maximize efficiency and avoid injury.If you want to use a dovetail dies system, which does work very well, I'd suggest using the two key per dies system like what Bradley and a few other hammer makers did. The advantage of this style is that dovetail in both the sow block and the die is a straight dovetail. On a single key per die system the dove tail also is tapered along its length. This means you have to machine a compound angle on either the sow block or the die. With the two key method, you can machine the dovetail with a dove tail cutter on a mill and the stock held paraellel to the mill table- a very easy set up. On my Bradley, the dovetail angle is 5 degrees so I had a local tool grinder make me a mill with a reverse taper to match. I have made dies with integral dovetails, which is my preferred method, but I made several sets where I machined the dove tail and welded it to the die block. Both methods work and if you don't have access to a mill, it should be fairly inexpesive to have a local machine shop make up a flat bar with the dove tails cut on the edge. You can then cut what ever length you need and weld to the die block you're making. I don't have much issue changing dies and I do it a lot. A few smacks with a sledge and everything loosens up.The keys in my hammer are tapered 1/8" per foot which is fairly common. Before I had my own mill, I actually forged several dovetailed blocks right in the sow block. A little clean up with a grinder and they were ready to be welded to my die blocks.Clearly those are fullering dies, but what exatly are you planning to accomplish with them that could not be done with spring fullers?You know, I've been a member here for a bunch of years and that is the first time I can recall anyone pointing out that I don't have my location in my profile. Thanks for pointing that out. We're in Janesville, WI.As the wife of a blacksmithing addict, I want to confess that I am an enabler. But really, I never have to wonder where my husband is. If he is in the shop, I can hear him! Though it is an addictive habit, it has very few negative effects on his health and lots of positive ones on his attitude and social life (with his smithing buddies). And once in a while, I catch the benefits too. He made me a beautiful bench that is the envy of every passerby and several lovely sculptures have taken up residence on our front porch. We did have to come to the agreement about no anvils in the living room (though I made an exception if he ever makes a full sized damascus anvil that we can use it as a coffee table) but over all blacksmithing is a blessing! --Melody, Patrick's wife and enablerThe data is out there. You need to get a hold of the ASM Heat Treater's Guide. That has all the charts you need for dealing with 1045. By the way, 520 Brinell is about 52 HRc.There are some advantages a concrete floor, namely the ability to easily move things around on it. The anvil does not need anything special for support. Power hammers and other large tools will as already noted. When I moved into a building like your, I poured an 8" thick floor so that I could easily use drop in anchors for things like post vices. If I hadn't been in such a time crunch I would have made T slots from channel iron and laid several of those parellel to allow even greater flexibility in anchoring things. I have a couple of friends with this type of arrangement and it offers an extremely rigid anchor point that is flush with the floor. If you set up several of these 8 or 10 feet long you really have a great many options to rearrange things if needed.