Qhforge Posted January 10, 2014 Share Posted January 10, 2014 I used the formula from the backyard casting booklet for my green sand. I also used his clay and mixed it with #30 mortar sand from homedepot. The problem I am having is that seems too coarse and I am not getting the detail I would like. I am also getting sand inclusions in my castings. Should I scrap my sand and buy the oil based or is there a solution to my problems. I will add pictures. Quote Link to comment Share on other sites More sharing options...
Qhforge Posted January 10, 2014 Author Share Posted January 10, 2014 I am casting aluminum. I also need a better parting compound, neither flour nor baby powder worked with the sand. They made a paste. I did use some dried out casting sand and it worked ok. Just wondering if there is something better that I don't have to order online. Sorry for the sideways pics, my phone always does that. Quote Link to comment Share on other sites More sharing options...
HWooldridge Posted January 10, 2014 Share Posted January 10, 2014 I use a water based home recipe with clay and fine sand, it works great for some things but the detail isn't as clean as my investment material. I have not personally used Petrobond but have seen some Al castings made using it and they were pretty clean but I think it had more to do with part design than mold material. If you are getting a paste on your parting compound, it sounds like your base compound is too wet. Are you using a muller? Quote Link to comment Share on other sites More sharing options...
781 Posted January 10, 2014 Share Posted January 10, 2014 Watched a guy cast silver using dry cement mixed with 10 weight motor oil. The mixture was enough oil so when dumped onto.counter it kind of crawled down hill. Quote Link to comment Share on other sites More sharing options...
njanvilman Posted January 10, 2014 Share Posted January 10, 2014 When I was teaching, we used a commercial prepared Petrobond sand for all of our aluminum foundry work. We mulled the sand every few pours, some foundries do it between every pour. As it dried out, I used 10w motor oil to make it more sticky. We used flour as a parting compound for a while, but then I switched to a fine plaster powder. It worked fine. We never threw out any of the sand. Some was lost to sweeping and cleaning the castings. I only added to it each year. It worked fine. If you used a fine sieved riddle, we could even pick up fingerprints in the clay. Quote Link to comment Share on other sites More sharing options...
ThomasPowers Posted January 10, 2014 Share Posted January 10, 2014 Talc was the traditional parting compound; but today almost all things sold as "talc" are corn starch based instead of the actual mineral talc. I like petrobond and have transferred fingerprints with it too! Quote Link to comment Share on other sites More sharing options...
JNewman Posted January 10, 2014 Share Posted January 10, 2014 Those are good looking castings for home castings using brick sand. I would call a local foundry supply you may find they will sell you some better sand. Olivine or some petrobond will definitely give you better definition. Fine sandblastng sand will also work well but make sure you are getting sand not glass beads. Get some diamataceous earth for your parting dust sold either for killing insects or filter media for swimming pools. Some of the pits on your skull look like they could be shrinks. If that is solid you should have had quite a large riser on it to feed the casting. The pitting on the side of the other casting MAY be shrinks as well. Remember the riser ALWAYS needs be the last thing to freeze for sound castings. The fine pitting may also be sand sticking to your pattern. Don't use oil based paints for finishing your pattern the sand will stick to it. Lacquer based paints are better. Make sure you blow any loose sand out of the mould. If you are concerned you may have knocked sand into your mould open it back up and clean it out. Quote Link to comment Share on other sites More sharing options...
Qhforge Posted January 11, 2014 Author Share Posted January 11, 2014 Those are good looking castings for home castings using brick sand. I would call a local foundry supply you may find they will sell you some better sand. Olivine or some petrobond will definitely give you better definition. Fine sandblastng sand will also work well but make sure you are getting sand not glass beads. Get some diamataceous earth for your parting dust sold either for killing insects or filter media for swimming pools. Some of the pits on your skull look like they could be shrinks. If that is solid you should have had quite a large riser on it to feed the casting. The pitting on the side of the other casting MAY be shrinks as well. Remember the riser ALWAYS needs be the last thing to freeze for sound castings. The fine pitting may also be sand sticking to your pattern. Don't use oil based paints for finishing your pattern the sand will stick to it. Lacquer based paints are better. Make sure you blow any loose sand out of the mould. If you are concerned you may have knocked sand into your mould open it back up and clean it out. Thanks for your comment, I will try to find some diamataceous earth for a parting compound. Quote Link to comment Share on other sites More sharing options...
Qhforge Posted January 11, 2014 Author Share Posted January 11, 2014 I am also thinking that I need to make a finer riddle. Won't hurt to try anyway. I have a woven wire mesh with 1/16th in holes. Should I try for 1/32th in holes? Quote Link to comment Share on other sites More sharing options...
Qhforge Posted January 11, 2014 Author Share Posted January 11, 2014 Are you using a muller? No, I have been going through my sand by hand using my riddle to help break up any clumps. Quote Link to comment Share on other sites More sharing options...
John McPherson Posted January 11, 2014 Share Posted January 11, 2014 Antiques Roadshow (US) did a piece on original vs modern knock-offs of cast tools, toys, etc. One of the tell-tales was that the old US makers used very fine mulled & riddled sand, vs coarse, sharp mixed grain beach or river sand. Quote Link to comment Share on other sites More sharing options...
OddDuck Posted January 13, 2014 Share Posted January 13, 2014 Diatomaceous earth does work good, but for your own safety you may want to order some actual lung-safe parting compound from Freeman Supply (google them...). It's way cheaper than you would think, and they sell it by the pound. I got a ten pound bucket from them and the little pouch that goes with it for around $20 (can't remember the exact amount right off the top of my head...) It works way better than DE, and you won't die from silicosis to boot. I used DE for a long time and the difference in performance was dramatic. As far as the sand, the fine mason's sand from HD is what I use sometimes as well. You can process it further, it does have some larger crud in it that doesn't help. Find a good bacon spatter screen at Wally Werld, it's a fairly fine mesh and if you run your dry sand through it it will help get rid of the bigger crud. This is still only going to give you around 40 or 50 mesh sand at best. Fine sand is nearly impossible to get up here. If you are wondering what different meshes look like compare the sand to a piece of sandpaper near to the mesh you are looking for. Aluminum likes around 90 mesh, bronze likes 120 mesh or better. If your sand is too fine, you start to run into problems with venting. Hope this helps. Quote Link to comment Share on other sites More sharing options...
Qhforge Posted January 13, 2014 Author Share Posted January 13, 2014 Thanks odd duck I will try that. Quote Link to comment Share on other sites More sharing options...
Frosty Posted January 13, 2014 Share Posted January 13, 2014 If you crush soapstone to fine dust it makes excellent parting compound. HOWEVER soapstone and asbestos are very similar, to the point of soapstone being to various degrees asbestos. Use appropriate breathing protection. Plain old chalk works almost as well and is easier to powder. Better yet, just buy it from a supplier. Not only is it safer, you get to use all the time you'd spend making parting compound using it. I call it a win win. Frosty The Lucky. Quote Link to comment Share on other sites More sharing options...
RyanMark Posted January 14, 2014 Share Posted January 14, 2014 Mixing and riddling your sand is not mulling. The point of mulling is not only to break up clumps, but also to smear the clay over the sand particles. To do that you need pressure. I wear flat-soled boots (a really worn pair) and stomp, smear, and flip the sand, adding water until it passes the squeeze and throw test. Chalk line powder works as a parting dust. Quote Link to comment Share on other sites More sharing options...
Qhforge Posted January 15, 2014 Author Share Posted January 15, 2014 Maybe I can find a cheep muller online. Quote Link to comment Share on other sites More sharing options...
RyanMark Posted January 15, 2014 Share Posted January 15, 2014 It doesn't take too long to mull green sand manually. Ten or fifteen minutes for 50 lbs. It would be less but I leave my sand in a pile and it dries out. I've heard petrobond pretty much requires an actual muller, but I've never used oil based sand. Quote Link to comment Share on other sites More sharing options...
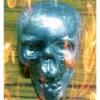
Qhforge Posted May 7, 2014 Author Share Posted May 7, 2014 This is what happens when your sand is too wet Quote Link to comment Share on other sites More sharing options...
Dogsoldat Posted May 7, 2014 Share Posted May 7, 2014 :) nothing wrong with that! perfect copy of the swamp thing Quote Link to comment Share on other sites More sharing options...
OddDuck Posted May 7, 2014 Share Posted May 7, 2014 You'll soon develop a feel for your sand when it's about right. The classic test is to grab a handful and squeeze it. Open your hand, it should form a sausage shape with the details of your palm on the surface. Break the sausage in half. It should break cleanly without crumbling. If sand is sticking to your hand when you open it up your sand is too wet. If it falls apart or crumbles when you break it it's probably too dry. The best description I can give of the correct feel is it should feel and squeeze kind of like fresh brown sugar. Quote Link to comment Share on other sites More sharing options...
ThomasPowers Posted May 7, 2014 Share Posted May 7, 2014 What a great garden piece to be coming up out of the soil! Quote Link to comment Share on other sites More sharing options...
Qhforge Posted June 3, 2014 Author Share Posted June 3, 2014 Yeah I may keep it for that. I was told a new formula to help green sand like mine. Use 1 cup of wax (paraffin, bees, candles already made, whatever). Melt it and then mix in a 1/4 cup of motor oil. Mix into sand and it will help bind the sand together like the clay. I was told to add it to my green sand mix as another additive allong with the clay. It will smoke a little more but it will help keep your molds clean, help hold finer datails such as fingerprints, and keep the mold from falling apart when separating the flasks. I will try this soon and post my results. Quote Link to comment Share on other sites More sharing options...
Nobody Special Posted June 3, 2014 Share Posted June 3, 2014 I've tried the motor oil, but not the wax, may have to try that. Worked pretty well. I'd tell ya to avoid the fumes, but if you're casting, you're already doing that anyways. Heh. You're too wet model looks better than mine. I was making ingots and did an impression of one the top of the kid's Cinderella doll's. Half came out great. The other.......well, she should probably date your guy. Quote Link to comment Share on other sites More sharing options...
ThomasPowers Posted June 3, 2014 Share Posted June 3, 2014 So basically you are trying to recreate petrobond oilsand for casting? Quote Link to comment Share on other sites More sharing options...
courtiron Posted June 7, 2014 Share Posted June 7, 2014 I started casting again about 6 years ago. As I cast rather sporadically, I opted for petrobond. It has gone up a little in price since I started using it, and is currently about $60 for 50 pounds. Open the bucket and go to work, no tempering and very little venting required. Not ventilation venting, but mechanical venting of the mold to allow gas to escape type venting. The detail will be very good with petro, but it is a pain in xxxx to mull with blade/roller mullers. The petro will pack under the rollers and stall small machines, and since it won't mix well in these it tends to pulverize the stuff that remains on the plate under the rolls. Petrobond is way fine enough out of the bucket. Id like to try this mixer style this summer: http://www.indiamart.com/emkay/inovating-blenders.html seems like it would blend well. If you are re-oiling petrobond, try a VERY small quantity of low ash two stoke oil or synthetic ATF. Start with a teaspoon for ten pounds or so. Once you add too much, its a mess to recover it. paul Quote Link to comment Share on other sites More sharing options...
Recommended Posts
Join the conversation
You can post now and register later. If you have an account, sign in now to post with your account.