JNewman
Members
-
Joined
-
Last visited
Everything posted by JNewman
-
I think that fusion 360 is free for hobbiests and start up businesses. I use SolidWorks and it is really good but is not cheap. These are both 3d software unlike AutoCAD. If I was using SolidWorks for ornamental iron drawings I would build up a library of parts which are all easily editable. Then I would build project models either using assemblies or multiple body models.
-
I quoted her $25 each unpainted, which was probably on the cheap side as I am not sure if I have material in the rack. Most of my work these days is in alloy steel which is ordered in large batches and delivered. Sending someone out for one length of ms flatbar is almost $50 in shop time. I did not try to up sell her to a fancy decorative one as we hare fairly busy here right now and the only person here who could do the fancy decorative one here is and I doubt she would have gone for it anyways. In retrospect I am probably more frustrated in myself in not being able to politely disengage myself or not just saying we don't do that work and either saying I don't know or not my problem to her request for a solution after it seemed apparent that the Home depot price was as big an issue as the quality. It would have been much easier had I gotten a blunter response "that is too much" . I have had the older guy walk in where he wanted cane bolts he bought at home depot modified, his response was "that is more than I paid for these" My response was to say Ok and go back to work. He very quickly said Ok and left the parts. While the best thing might be to just say no to all the walk ins we have had periods where we have been really slow and it would have been good to have even a small amount of money coming in. Sometimes they can also be quite profitable. I had recent job where i spent 10 minutes drawing up a grate on CAD subbed it to the laser guy and marked it up nicely. As to the different trades pricing the grass is always greener... However I do feel that manufacturing trades have been hit harder by price stagnation. We do both Patternmaking and Blacksmithing here. The Pattern shop rates have not risen very much in the last 15 years and I find I am actually quoting lower to get the work in many cases than I was 10 years ago. In most cases trades such as plumber electrician auto mechanic can not have there work "offshored" which is good for them and I do not begrudge them getting the rates they get. But I have significantly more invested and higher expenses than John Mcpherson's example.
-
Yea I did think I should have told her I could make them for $5 each if she ordered 1000 of them
-
I had a customer who was sending me anywhere from a couple to a dozen jobs to quote a couple days a week. These were nice jobs and we were not that busy at the time. I was putting anywhere from 15 minutes to a few hours each day on quoting their work. After a couple of weeks I asked how my pricing was and was assured it was good and that jobs would probably be coming my way. After about a month and a half and about 50-60 quotes for well over 100 jobs I told them I would no longer be quoting their work. At the time their estimator asked me to continue quoting as he felt we would likely get something soon. He then made a comment that I forget how he phrased it but it sounded to me like once he go the job using the lowest price he would then try to get a lower price from the low guy by pitting the lowest pricing against each other. I suspect I was just being used to drive down the price of their preferred supplier. I stopped wasting my time..
-
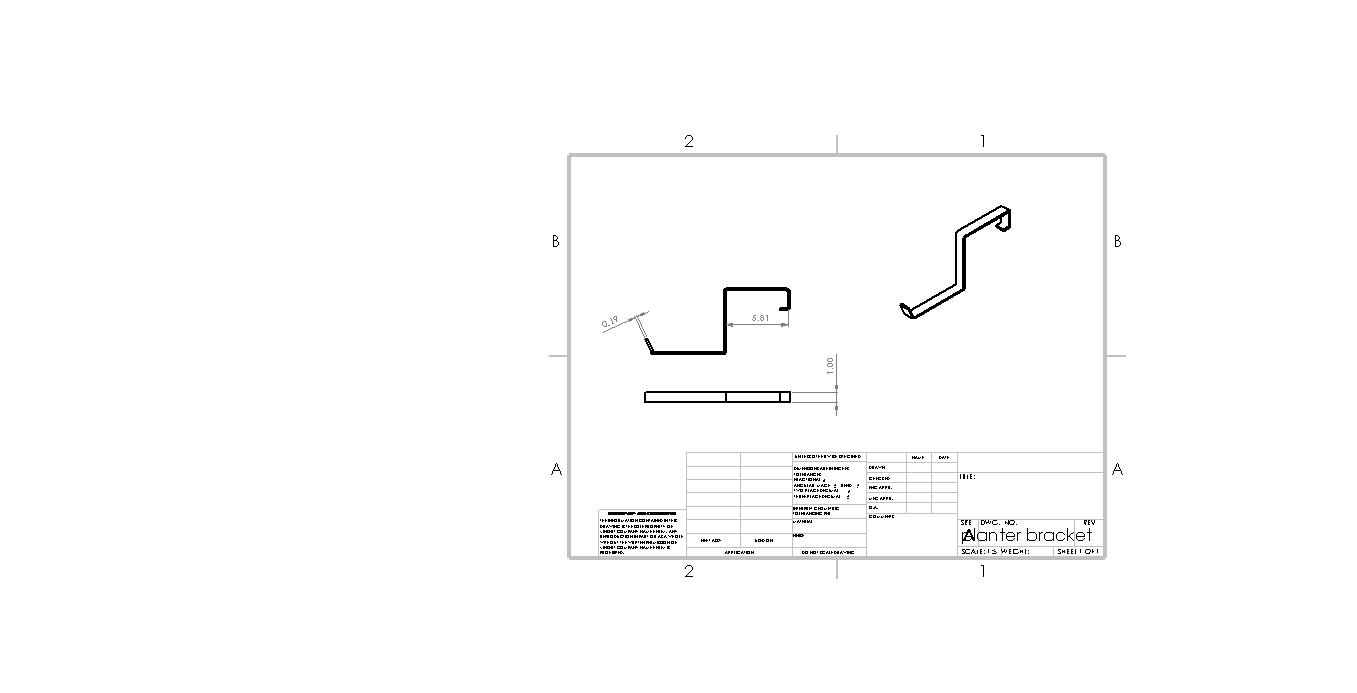
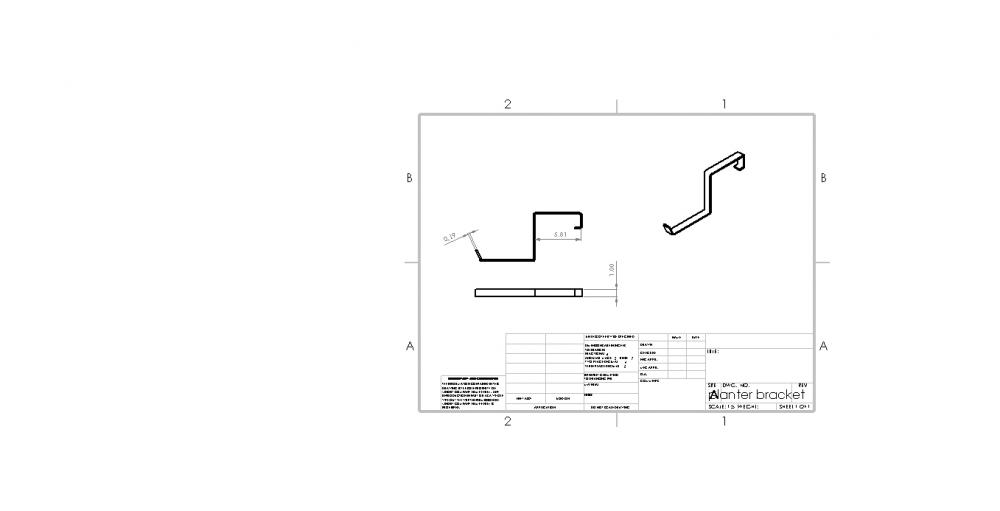
What would you charge to Design and make 8 of these to brackets to fit your customers planter boxes? No ornamentation just plain flat steel. Sizes on the drawing I made are just guesses based on the fact it had to hang off a 2x6. but are close . I had a very nicely dressed woman in a nice car come by the shop today with a problem she wanted me to solve. She wanted to hang 4 planters off a gazebo in her yard and the window boxes with hangers would not fit over a 2x6 which is what the railing on here gazebo was. So she wanted to have custom made ones made. I explained to her that I had moved away from ornamental ironwork because no one wants to pay what it is worth,and am primarily doing industrial forging. This did not scare her away and she questioned whether this was really ornamental. So I thought here might be someone who is willing to pay what something is worth. I gave her a price despite the fact we are extremely busy with time sensitive work right now. Rather than giving me feedback on my pricing she told me how home depot had adjustable brackets for $10 each but they were very bulky looking. I then explained to her how those brackets are mass produced using dies and likely take seconds per part to make and are likely to be made offshore as well in a low wage country. After this she mentioned again how the brackets at home depot were $10 and she needed 8 of them an how that was a lot of money. What was a solution to her problem ? Could we make wooden brackets cheaper? (We were standing in the pattern shop part of my shop at the time). I told here we could not make anything cheaper (after I had stupidly dropped the price on the steel brackets why I don't know). I cannot understand how people don't understand that custom made is MORE expensive not cheaper.My shop is an industrial building in an industrial area, this is not cheap. I would love to hear how much others would charge for these especially those blacksmithing for a living. I will state what I quoted her in a couple of days. I am some what annoyed about the 20 minutes or more of mine that I allowed her to waste today. I might have been able to be home at 7:30 instead of 8:00. Generally speaking I don't mind and even enjoy showing people around my shop, especially other blacksmiths. But she just wanted (demanded) free advice on a cheaper way to hang here flowers. There was a Blacksmith about an hour from here who had a shop and retail store in a touristy area. He was shocking rude to "customers" and while I still don't think it was justified. I am a little more sympathetic.
-
My Massey power hammer a pair of 3/4 or 1" v bit or round tongs to hold stock for tong making any old hammer to adjust the new tongs and blend in the hammer drift. Blacksmiths are tool makers.
-
The pipeline welder I know uses a Stringer type wire wheel to clean off the flux when stick welding. He always grinds the steel clean before welding. Always grinding off the mill scale before welding.
-
A Retired industrial blacksmith I know used to make maple leaf candle sticks. He used about 3/16 plate chisel cut it out under the steam hammer. Later on he had someone torch the blanks out and he would file the edges. These days laser or waterjet makes more sense. . However Chisel cut does give a nice texture to the top edge and you end up with slight variety to the leaves which can be a good thing.
-
I use Solidworks which I have to admit is overkill for something like this and too expensive to buy for this use but it is the one I use for the patternmaking we do here as well. I suspect a lot of the cheap or free Cad software calculates volume as well. I recently had a customer who wanted a mosaic hammer made. The dimensions he had sketched out and the weight he wanted did not gibe to me so I modeled the hammer in about 2 minutes and showed him what he wanted would weight about 8lb rather than the 2.2 he wanted. So a couple of quick changes and I had some sizes to make the hammer to.
-
Quite often these days I do a quick 3d Cad model of a part I am trying to calculate the volume of. I can often do a quick approximation of things I am going to forge quicker than doing the math. The software gives me the volume.
-
I don't see any real advantage to this and I have to agree with Thomas about it being more difficult to control. Have you used a treadle hammer? A treadle hammer is not a power hammer. The treadle hammer is better for certain things than most if not all power hammers but it is not a tool for drawing out stock. You will see people drawing out with a treadle hammer using top and bottom fullering tools. You can get the same effect using the corner of the anvil and the peen of your hammer. I sold my treadle hammer a few years ago because of a lack of space. I had to either get rid of my treadle hammer or my smaller power hammer, the treadle was the one to go. I have missed it a few times and may build a new one now that I have more space. If I get around to building another I will try an idea I have of using a counterweight on the back instead of a spring. The advantage of this is that at the point of impact the inertia of the counterweight will be helping the blow rather than resisting the blow. It may be a slower recovery than a spring or the snap form the counterweight may actually make it faster. I am not sure and it may take some experimentation to get the geometry right, but I think it will be more efficient.
-
If you are willing to spend a couple hundred bucks Vanguard Steel in Mississauga has very good pricing on tool steels. For local sources of machinery steels like 1045 4140 etc. talk to local machine shops. Fab shops tend to use mild steel only and the steel yards that cater to them tend to only have mild steel. I have heard good things about Kawartha steel down in Peterborough.
-
Because of the cores it will definitely cost more but my plan is to minimize the number of cores to keep the casting cost down by having cores make multiple holes. I don't want square holes going corner to corner because this will create weak spots. So the coreboxes for the square holes and the slots will be fairly complicated with offset parting lines. I am hoping to have the price about 20-30% more than my current 60 lb block would be if it were the same weight. But we will have to see. I am not doing the actual casting, I made the patterns and have them at different foundries depending on their capabilities and strengths. Most of my castings are done in green sand on automatic moulding machines that can make over 100 moulds an hour. The cores used for these use isocure binders which use an amine gas to cure them and need scrubbers to clean the discharge air. My floor cones are cast in a Furan sand and the trunnion blocks are cast in a sodium silicate binder sand. A number of things can be done to HELP prevent burn in. The cores or moulds can have a wash put on them, there are sands like Chromite (expensive) which as well as having a higher refractory value act as a chill. But if you get too thin in a heavy section in ferrous castings you are likely to get burn in what ever the sand is. Several years ago I made a follow board and was involved in the casting of several 5000lb iron statues . On the last one we did, the engineer wanted a steel pipe cast into the base that a steel pin was to be inserted in to prevent the casting tipping over. The id of the heavy wall tubing was around 2.5" . We supported the tubing in the mould with a pipe filled with core sand to prevent the pipe filling with metal. Unfortunately the heat of the metal of the statue base which was around 24" diameter and 14" high welded the pipe to the tube and burned in the sand. We took the statue to a machine shop where they set it up on a huge boring mill. It took about 2 days and a whole bunch of carbide inserts to bore out the pipe. In hindsight we should have allowed the pipe to fill with metal. The iron and steel could have been drilled and then bored out in an hour or 2. Not taking any of the comments as criticism and I hope I am not coming across as though I am taking it that way. My experience is primarily in the patternmaking end of things but I have spent lots of time in foundries primarily ferrous ones and I get as much feedback from foundry managers, owners, and moulders as possible. All of my experience is with sand casting but I do know that investment casting tends to be MUCH more expensive. I am not sure if a small diameter hole could be more easily investment cast. I do know most investment casting tooling to cast the wax patterns tends to be machined from aluminum which is much more expensive to make than patterns made from wood or plastics. If money were no object these days a swage block could be 3d printed in steel with infinite design freedom. But based on prices quoted to a customer for a part 3d printed in aluminum I would guess you would be close to $10,000 for a 60lb swage block with a finish similar to a cast block maybe slightly better.
-
I thought I would post pictures of a few patterns we have built in the last few months. The first one is a loose pattern base for a piece of machinery with the corebox for it sitting inside between the 2 coreprints. The second is a larger version of the first with the 2 follow blocks to go under the coreprints laying on top wrapped up for shipping. The third is a few spindle patterns for a heritage restoration project. The center of the pink pattern is all coreprint. The final picture is the corebox to create the center detail in the center of that spindle.




-
They will be ductile iron not steel. It is harder than Grey iron (cast iron) does not chip and can be repaired by welding. Ductile iron is more expensive than Grey iron but cast steel is often double again the cost of ductile iron. As well there are other problems with cast steel for swage blocks. Molten Steel is much less fluid than ductile iron and shrinks much more both during solidification and after. The fluidity means that you often get a better as cast surface finish with ductile over steel. The shrinkage during solidification means you need more and or larger risers on a steel casting to avoid shrinkage defects on the casting. A swage block which is is very feature dense tend not to have large flat areas to add risers I have pretty much finished the design. I have to design the coreboxes and add all the coreprints to the pattern, then make all the above. Then mount the pattern on a matchplate or cope and drag and add all the gating. I would love to add smaller holes but there are 2 problems with trying to to cast smaller holes in a chunky ferrous casting like a swage block. A core that is long enough to go though the swage block and is really thin is very delicate. It is just grains of sand glued together, larger long cores can have reinforcing steel added just like rebar in concrete . A long thin core is very likely to break either in handling, closing the mould, or when hit by flowing iron which even though liquid still weighs the same as when it is hard. As well a thin core does not have the thermal mass of a larger core so when buried in a heavy casting the sand can melt into the casting creating "burn in" This creates a messy mixture of iron and glass which can be a nightmare to try to machine as it is very hard. Unfortunately for small holes a bolster block has to be used over either a swage block or hardy hole. Fortunately smaller holes are easier to drill or in the case of square holes drift. The block will be in the 60-75lb range both to allow handling and to keep the price reasonable.
-
Hi Rick I am still making them. I need to fix my website. In the US I sell them though a blacksmithing store. I have been working on a new one, an industrial style block with holes though it. We are pretty busy here right now so I am not sure when the new one will be ready.
-
I saw someone demo forge welding expanded metal to plate several years ago. I believe he used the results for dragonfly wings in a sculptural piece. I was thinking it was Doug Wilson but may have been Peter Hapney. For similar type things look up the work of James Viste. If you ever go to one of his demos sit in the back row. The molten flux really flies.
-
I have to say the pair that fits the stock I am using best. While I like v bit bolt tongs and they are a more versatile than other tongs, I do like round tongs for round stock . Round tongs do grip round stock better than v bit tongs and they are much better for flat stock than v bit. I find v bits want to twist the jaws when holding flat stock, round are much nicer holding flat.. Bolt tongs have much more versatility for holding steel that has features on the held end and holds steel well but tongs with shorter bits have more leverage and holding power. I will make or modify dedicated tongs for jobs where I am making a lot of parts the same and it helps hold the stock. Tongs that don't hold the steel well can be dangerous, Very dangerous on power hammers.
-
One of our OABA members demoed this furnace at a meeting a few years ago. Another member who works as a machinist at a university took a sample of the output to work and did some analysis of it. Mild steel went in the carbon content of what came out was basically mild steel with huge grain structure. I think the carbon content actually went down rather than up.
-
It would be great to hear from Phil what these balls are for? He must be making a fair number to justify the tooling. I would have thought someone would be mass producing 5" balls fairly cheaply.
-
Nice videos. For balls were there are high volume it would be hard to compete with these guys. Forged despite part of the title.
-
They have an annual polo match on the frozen lake at Mont Tremblant in Quebec as well. It was on while I was there last winter.
-
It definitely smokes and will burn but proper quenching oils do have a higher flash point than regular oil. I am quenching both 4140 and 4340 in it and it works well. There is some smoke but not that much as long as you get the hot part in the oil completely and don't remove it too early. Tempering is when I get the most smoke, If we cleaned the oil off more than just draining before tempering we would get less smoke.
-
I do. It is not polymer it is quenching oil
-
I doubt your school has the capacity to pour even a 100lb anvil. I think your instructor is thinking of a MUCH smaller anvil likely in a non ferrous allloy. You will need to pour at least 150lb of steel in one shot to cast a 100lb anvil. Steel needs large risers to allow for shrinkage during solidification, especially for a chunky casting like an anvil, then there is the sprue, runner bar and ingates. This means cranes for the ladle and a fair sized induction furnace. Small by industry standards but very large by school standards. If you really want to make an anvil you can use you should be looking at the suggestions others have made or look at this thread for another option All the pictures are gone from this thread but maybe you can find them on the Wayback machine. Grant made these on a CNC mill but had to have some custom dovetail endmills made. To mill a full sized London pattern anvil you would need some really long endmills. I am not sure if you have priced 6" long solid carbide end mills. You would likely go though $400-500 of end mills at a minimum. Long end mills mean much lighter cuts so you don't break the expensive end mills.