jlpservicesinc
-
Posts
5,783 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by jlpservicesinc
-
 A hardenss tester needs to have a certain resistance to work properly. If there is not enough of material or if a layer of decarb is present then it will be wrong. There are files.. Which can test across items like damascus but they are not that accurate.. A penetrator is needed unless you have $$$$$$$$$$.. I own 4 types of indention type Hardness testers.. 1 set of files, and one bounce or kinetic type tester. The files will not work on decarb, the kinetic will not work on decarb.. How ever the penetration type will work since the penetractor will go right thru the decarb layer until it hits real material. Is it as accurate as removing the decarb.. No.. With this said.. You can feel the decarb layer with a regular file and just file or sand off the decarb.. Or better yet.. Since this is a real shop with real testing equipment.. Just put it on the surface grinder and remove a measured amount of material.. On thru hardening steels it amazing just how thick is thoroughly hardened vs a surface hardening steel like plain carbon steels.. Plain carbon steels 1000 series (1010, 1020, 1030, 1040, etc, etc 1095) are surface hardening. Meaning that for a given cross section, once the material get to a certain thickness, it's only a layer on the outside that is hard. 5160 is thru hardening.. This means for a very thick section I have found about 1/2" X 2X3 or even 1/2"X3X3 will be thru hardened with very little unhardened material if heated and cooled appropriately.
A hardenss tester needs to have a certain resistance to work properly. If there is not enough of material or if a layer of decarb is present then it will be wrong. There are files.. Which can test across items like damascus but they are not that accurate.. A penetrator is needed unless you have $$$$$$$$$$.. I own 4 types of indention type Hardness testers.. 1 set of files, and one bounce or kinetic type tester. The files will not work on decarb, the kinetic will not work on decarb.. How ever the penetration type will work since the penetractor will go right thru the decarb layer until it hits real material. Is it as accurate as removing the decarb.. No.. With this said.. You can feel the decarb layer with a regular file and just file or sand off the decarb.. Or better yet.. Since this is a real shop with real testing equipment.. Just put it on the surface grinder and remove a measured amount of material.. On thru hardening steels it amazing just how thick is thoroughly hardened vs a surface hardening steel like plain carbon steels.. Plain carbon steels 1000 series (1010, 1020, 1030, 1040, etc, etc 1095) are surface hardening. Meaning that for a given cross section, once the material get to a certain thickness, it's only a layer on the outside that is hard. 5160 is thru hardening.. This means for a very thick section I have found about 1/2" X 2X3 or even 1/2"X3X3 will be thru hardened with very little unhardened material if heated and cooled appropriately. -
decarb varies with many factors. If the item is forged in an oxidizing fire the decarb layer will be thicker. If there is no prep before hardening the layer will be thicker.
-
You guys are kinda missing the mark.. Anytime you arbitrarily pull information out of a video, demo, lecture or website there is a lot of information that is lacking. This graph says just this and nothing else. 1084, 1/4" stock, quenched at 1475F.. Rockwell hardness and of depth of hardness depending on the quench fluid.. Speculation one way or the other is spitting in the wind.. "IS" or "IS NOT".. So. Can any of you guys dial into that 1475F exactly? Sure with a "heat treating oven" Now we can argue.. Salt melts at, or tempil marker.. Blah, blah, blah.. What about if the coupons were pulled from 6 different batches of 1084????? Then what. you guys would be better served by doing the same experiments yourself and seeing the results. Steve, I don't believe that is the removal of the decarb layer.. The decarb layer at this point should be removed to get a consistent result.. Easy enough to do with a surface grinder.. It would have to be speculation that the decarb layer is being measured in this test.. Or more accurately the decarb layer is being removed with each measurement.
-
What did you do in the shop today?
jlpservicesinc replied to Mark Ling's topic in Blacksmithing, General Discussion
Very nice. No leaks now. Hopefully. Do you have people that you can call to help with projects like this. -
It's interesting to me that "knife steel nerds" has studied the attributes of forging a knife and heat treating at his forge,band his recommendations after all the testing is what I've recommended and explained for the past 30yrs. It was great finally seeing someone in the metallurgic field actually do this kind of thing. If metals had to be processed at a laboratory level to do anything humans would not have survived.
-
Keep in mind they only show you the hardness. They in no way show what the grain structure is. I can take a piece of mild steel over heat it in the carbonizing part of the fire, quench it and get 62Hrc. Sure it's 62Hrc but the grain growth is useless for anything unless one understands how to utilize the steel and it's character to the best advantage.
-
What did you do in the shop today?
jlpservicesinc replied to Mark Ling's topic in Blacksmithing, General Discussion
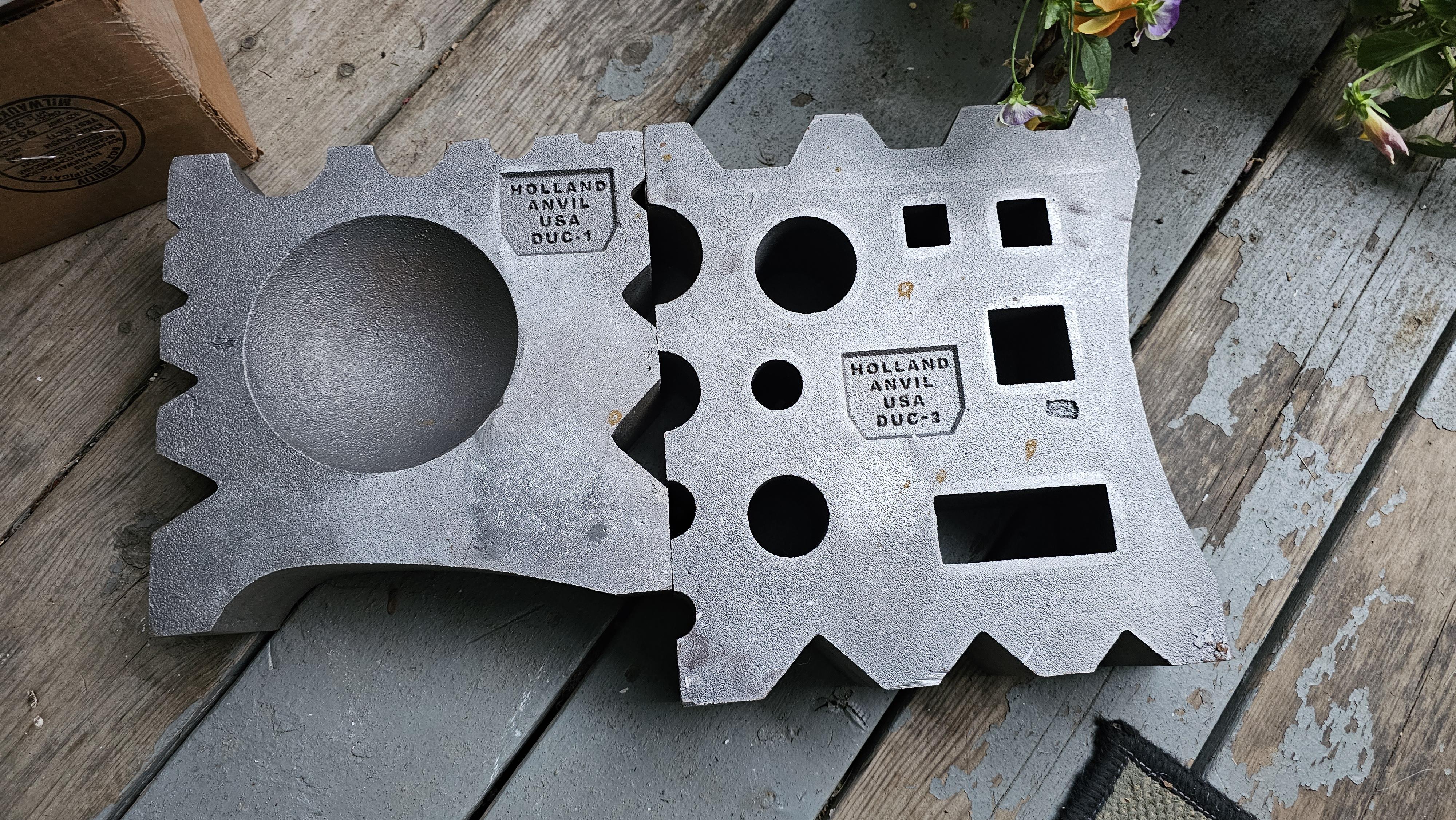
I like this shape for cold hardies and a very narrow one for hot work. My only concern is the shoulder on the hardie hole to hardie is not that big.. You have to be careful about damaging the hardie hole and getting them stuck together. -
What did you do in the shop today?
jlpservicesinc replied to Mark Ling's topic in Blacksmithing, General Discussion
I just got 2. Holland is a great company.. Supports many a blacksmithing groups.. there are a bunch of companies now offering them.. NEB or New England Blacksmiths ( I can get you one or put you into contact with someone who can) they have a model. @hikerjohnson used to have them for sale. He cast his own pattern..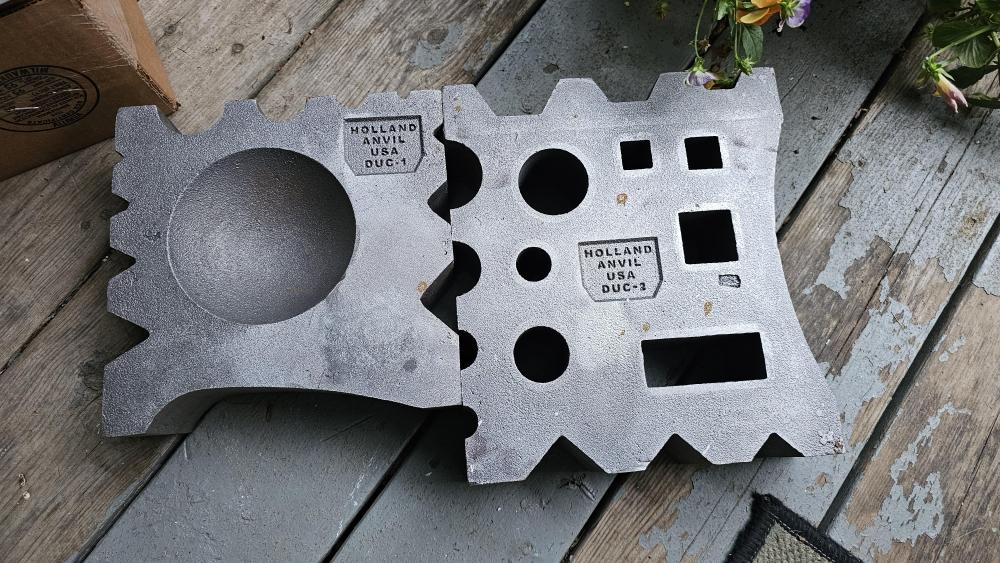
-
On a side note.. I recently read something on the dangers of having 2 slow a quenchant.. We often think that as long as the metal is at the transformation temperature, one can bring down the temp of the metal below the critical temp and this will lock the carbon in and give a good usable product. The rates of cooling and times at the different temperatures can be complicated from a home shop ideal vs what is recommended in a heat treaters guide.. I find overheating is much more of a problem than slow cooling times.. I use Linseed oil in the trailer since it's handy and great for making springs.. So it gets used for nearly all the hardening while in the trailer. I don't know if it's a fast oil or slow oil. (I've always assumed a slow oil since it also has bee's wax in it) I always cool off in the oil till I can wipe off the residual oil.. It's still to hot to handle but not so hot I can't grab it with a paper towel for a split second and it burns my fingers. I'd say in the 300F range.. I've tested for HRc and it's always spot on with 5160 using this method even with hammers that have ample mass to self-temper with slow oil.
-
Atha 12lb cast steel sledge hammer problem
jlpservicesinc replied to Will Brouwers's topic in Hand Hammers
If you are using the hammer for general work, you can arc weld the cracks back shut.. Put some preheat into the hammer and then weld it with 7018 or ER 70-6.. The hardness and temper at this point mean nothing. and even if you are using it for forging the metal will always be softer when hot vs trying to drive drill rod to sink a hole or the like.. other thing is it will help with the hard material that has been work hardened over time. -
Hay Budden, 170lbs, worn and rusty
jlpservicesinc replied to AnimaVetus's topic in Anvils, Swage Blocks, and Mandrels
If your in the Philly area.. Then the drive to Johnstown, PA is not that far.. ABANA 2024, I'll be there teaching, demonstrating and competing.. Glad to hear you will treating that anvil properly. If you are just starting out.. Few ground lessons.. When you work on tapers.. The taper goes over the far side of the anvil so the face of the hammer never has the chance to strike the anvil. Watch videos by Mark Aspery or go to my youtube channel.. Not the best quality of video but some really great info. -
any medium will work once you learn and figure out it's character.. Sloppy mud, Horse urine, soapy water, Lime water, brine, Etc, etc, etc.. Any new batch of steel as well as any new quenchant should be tested to see if you get the desired results of fine grain, hardness and toughness.
-
Atha 12lb cast steel sledge hammer problem
jlpservicesinc replied to Will Brouwers's topic in Hand Hammers
Looks to me like someone was beating drill steel with it. You see this typically when the ends of the struck tools are not soft enough.. Yes, in same places they leave the ends of the tools slightly hardened.. Saves on having to replace the tool as often.. Struck on center the hammers will not spalt until they have seen substantial use and then you have the whole face coming off. -
Hay Budden, 170lbs, worn and rusty
jlpservicesinc replied to AnimaVetus's topic in Anvils, Swage Blocks, and Mandrels
Congrats.. If you're new to forging. Don't beat it up in other words avoid hitting it with your hammers face or peen. . It's a piece of history and in Mint shape.. I've seen more really nice anvils beaten up by new smiths since this "Makers" boom has started.. No respect.. Treat that anvil like it's a milling machine, or table saw, or other high end piece of equipment or instrument. Besides it's a historical artifact. -
Hay Budden, 170lbs, worn and rusty
jlpservicesinc replied to AnimaVetus's topic in Anvils, Swage Blocks, and Mandrels
Go get it.. What you waiting for. Never mind the serial number.. Its a second gen since it's welded at the waist.. I'd go get it, if it was closer. 170+ lbs of goodness. -
What did you do in the shop today?
jlpservicesinc replied to Mark Ling's topic in Blacksmithing, General Discussion
Thanks Frosty.. That is a good one.. does it work on bee stings too? Years ago I had read that bee stings were good for joint inflammation so spent a number of years harassing all the yellow jackets, white faced hornets i could find.. I guess it worked as my joints felt great.. Not sure it was because of the poison in the stinger or not.. Now when I get stung I have a tad bit more reaction.. LOL.. Back in the day I'd get stung every week except in winter.. Sometime 2X a week. I also like 7min itch for joint inflammation reduction.. It worked for me.. I guess if one doesn't mind then it does not matter.. Ha, Mind over matter.. Finished cold forging the froe and acid etched it.. Not the stunning etch I was hoping for but the eye came out brilliant.. I ran it thru the knarly wood with all the knots just because I could.. knocked off that new car smell.






-
What did you do in the shop today?
jlpservicesinc replied to Mark Ling's topic in Blacksmithing, General Discussion
Not my cleanest froe work.. Been 30 years since I made my last one.. Took about 2hrs and change start to finish. I'm going to give it an acid etch to see the wrought iron figure.. Should be neat. Mothman that is a very nice holder.. Nice forging for sure. I just thru a tomahawk handle in for the time being.



-
What did you do in the shop today?
jlpservicesinc replied to Mark Ling's topic in Blacksmithing, General Discussion
Today was the Bolton Fair in Lancaster.. I forged a froe from 1X1 wrought iron, gave a lesson on forge welding hinge barrels for strap hinges, A lesson on correct forging sequences based on applied heats and grain growth in tool steels and heat treatment, and a lesson on forging a hoof knife. I was tired at this point so called it a day.. Between the morning and when I left I dropped my car keys someplace.. More than likely when I went to the porta potty.. Luckily I had another set of keys handy. Though the ones that I lost have the electric dohicky. The first photo is an end shot of the wrought iron I cut from the parent bar the Froe was forged from. I always find it interesting that most think wrought iron is a solid.. this is really nice wrought iron but you can clearly see all the fissures in it.







-
JLP Blacksmith Teaching Center.
jlpservicesinc replied to jlpservicesinc's topic in Building, Designing a Shop
Frosty.. Sure it is taught that way in that environment. That is not this environment though. When a person has a job and needs to get recertified for safe handling of flammables they are either paid to take the class or pay out of pocket.. Much different kind of "taking a class".. Blacksmtihing classes are supposed to be "Fun, fun, fun and challenging just enough, and thru this rewarding". Students and particular instructors can be like Terriers.. they will ask questions that are not really subject questions but peripheral questions.. Example: You are forging mild steel and talk about hot punching a hole.. Suddenly the student will ask about tool steels, knives, and carbon phase diagrams and being confused about the subject. This is a subject all its own and is off-point considering we are just hot-punching a hole and not part of the skill.. This question is more in line with a tool or knife-making class vs basic forge work and hot punching a hole.. So I will tell the student to take the tool-making class or we can broach the subject after class because it's off subject. If time allows and materials are available I will demo the process explaining the steps to making a hot punch. If I chase after that question it becomes a 2 hr presentation on metallurgy and serves no real purpose in hot-punching that hole.. and really is a waste of time, since the information will only be half what it should be if that. If the school is line shaft driven then all the students would have to be briefed on use so it would be common knowledge with everyone in the shop. Having 5 guys hanging forging whatever and talking and chatting, is a whole different venue and not really a "class".. Can things be learned sure.. But that's not really a professional teaching situation though it could be, depending. (fun, fun, fun right).. If you are teaching a safety class as to why one does not stick their fingers into a press break by throwing in a weiner, or run into a burning oil tanker so you throw a chicken in.. that's outside of a blacksmithing class.. LOL.. Go for it.. No line shafts.. The 40hp RPC is so I can run the welders, power hammers, forging press, drill press, bandsaws and blowers all at the same time. I bought it some 12 years ago, so I could sneak up on the school and be prepared for the the time comes. Laticcino there is a ratio for HP to the amp draw.. This 40HP would be way over sized for just 1, 5HP bandsaw.. This unit uses 7amp at idle with no load. If one is running a lot of single machines with little amp draw then a smaller RPC would be suggested and possibly 2 for the difference in loads. or even a different balancing unit. I'm not one of those people though.. What does happen is the Run caps used to balance the machine take a beating. So they fail a little sooner.. The Run caps are cheap and I replace about 2 or 3 about every 5 years in my one-person shop. Once the school is open there is going to be many machines going at once. The only part that really needs monitoring is not starting all the big drawing machines at the same exact time.. I can run any combination up to 40HP and even slightly over for a limited time.. So, 5, 8HP motors or 8, 5HP motors Or 20, 2HP motors.. etc etc.. The vacuum/fume extractor is 7.5HP, the Welder is 50amps at 500amps output ( i have never turned the 10 turn dial more than 2 turns, At 3 turns it blows hole threw 3/4" with 0.045 wire) The power hammer is 7.5HP, the grinder is 7.5HP, the dust extractors are 1.5HP each. 40HP will serve the whole school easily.. -
JLP Blacksmith Teaching Center.
jlpservicesinc replied to jlpservicesinc's topic in Building, Designing a Shop
Frosty, while that would be "wicked cool" having a school is about making it simpler for people to learn while not incurring extra risks to get the job done.. Its a world that even with the Old electric gear-driven drill press someone said.. What happens if you stick your finger in there.. There meaning gears. -
When I was much, much younger, a smith i know worked with Haberman and another guy whose name slips me now.. anyhow when he came back he was a huge fan of the French pattern.. I was young enough that I didn't know anything so lusted after that French style.. I was too green to be able to forge one but Centaur Forge had a batch of seconds they got a hold of with no handles and I bought a 3lb one.. I used it a little here and there but never really liked it. I used it primarily for thinning plate for frying pans and scarfs on hinges. The face is rounded some. Few years later I bought a 1500gram Swedish pattern which became one of my favorite go-to hammers for peen drawing. With that long peen, it could get in anywhere and that fulcrum or leverage point really pulled or pushed the metal sideways. 12 or so years ago I purchased a complete set of Swedish patterns from 900gram up to 2500 grams I think, the largest one is near 5lbs and same with the French patterns.. I don't use them much at all now.. Even the hammer I swung for nearly 30 years sits idle with no handle and it was my main hammer, it was a true value blacksmith hammer 2.5lbs. IIRc might be 2lbs.. It's been that long.. Now I use both steeled wrought iron hammers the most.. The 4lb is to heavy for me now.. So it's mainly the 2.75lb one.. I'll slowly work back up to the heavy weights. I find now that finding the right handle length and shape was one of the most important discoveries I could have ever made.. With that handle shape the head weight is less important because all the hammer feel the same.. It's the velocity and rpm that changes.. that is about it.
-
Depending on how the hammer is used (forging vs sheet metal form or peening) has a say in which way they are turned. For peening on a scythe the pattern is inversed so the flat edge will fit against the bottom swage.
-
JLP Blacksmith Teaching Center.
jlpservicesinc replied to jlpservicesinc's topic in Building, Designing a Shop
Well after coming back from Peters Valley I have the bug a little bit to get the school done. Today even though I was exhausted after horses I dragged myself out to the garage and removed all the 3 phase panels and converter and moved it over to the school. Not installed yet but in a great position to be moved into place.. This is my cousin Tyler.. He swung by to help me move the stuff.. That motor is how big a 40hp is.

-
Latticino that is a very worthy goal and ideal.. I'm with you except I hope to travel and teach.. Hopefully teach my way to all 50 states and back.. As to the coal forge.. I'm still a coal user.. Soft, coke, and even hard if the forge is setup right. But yes, yes a coal user. I'd use charcoal if storage wasn't such a problem.. I don't even mind the 5 to 1 ratio.. Well a little bit.. Having your electric blower setup correctly will make it perfect for you.. I use electric but have it setup so it can't blow the hot fire out of the pot all over the person using the forge because the throttle/air grate is funky..
-
Latticino it's funny that every time I look at that hammer I shake my head.. I don't know what happened.. It would stop me dead in my tracks everytime I walked by.. Eventually telling myself to stop it.. LOL. The hammer handles in the shop are very short.. Way too short for my liking. It's interesting because anytime I go to someone else's shop I use whatever they use.. But, but, but.. I am so glad I brought my hammers.. Only used the 2.75lbs.. I did use the student's hammers when I wasn't working on a project directly with them or demonstrating at their forging stations, but it was really miserable. I'm not going to go into likes and dislikes about equipment and such in reference to PV's shop. I really do prefer hand crank blowers and think all students should have to use them. I loved that every station had its own dedicated combination Hardie though were mentioned as hot only. The environment is maybe the thing I liked the most.. There is a palpable energy that happens when teaching students that is tangible especially if the students are excited.