AdamG
Members
-
Joined
-
Last visited
Everything posted by AdamG
-
Hi all, this my first axe/hatchet project. It is mild steel with a W2 bit. My forge welding skills are crap (especially in my gas forge) so I TIG welded the bit on after a failed attempt, thus the marks (I'm pretty new to that too). I kind of like it rustic anyway. I normalized once in ash and quenched once in warm water, then let the colour run back up the piece and cooled it again. Seems to work (no immediate chipping yet).








-
Those are awesome. I can't recall what steel rail is made from... is it something like 1018 with just a hint of alloy?
-
Try a san mai billet first... three layers. Use the one that will be your cutting edge in the middle. In fact, why not try mild steel around a core of 1070 to start. Grind them clean, stick them together with small MIG or tacks or wrap the billet tight with iron wire. Heat to dull red, sprinkle with borax on all sides until it looks wet, and heat to welding heat and quickly/gently/firmly hammer the layers together from the middle outward. Because it's so thin, it will cool quickly. Do a few hits, then back in the fire. Repeat. You'll have an idea when it's welded because it will cool evenly (can't tell the layers apart by colour) and will sound firm under the hammer. The sides may look ratty. Either forge them back in at a welding heat or cut them off (better for the first try). An alternative would be say 5 layers... a bit thinner than a square bar. Don't make a 2" thick bar at the beginning unless you want to risk that much material... it's up to you. I've made a couple of usable san mai knives with O1 and mild steel, and hoping to get better with billets of 15N20 and 1084 or W2. And ferric chloride isn't the only etchant... it's the one with the strongest contrast, but that's not always the best.
-
Nice job! My first was not as nice... I still use it.
-
-
Ok, thanks. Please PM me with your website. Also, I just unhooked the pneumatic actuator I had made for the jack's pressure release, and sure enough, when closed right I get more pressure. I think your cautions still apply though. I made a stripping bottom die and I'll make a few different top punching dies but I'll have to be careful and maybe not use this for more than some lighter work.

-
Hmmm. Good to know. Do you sell yours? Can't find a website etc. Even if you do, could you get something like that across a border? I could look at making one myself, but the point of this thread is that I'd rather get back to forging! Also, I think that power pack has an internal bypass, so it uses the fast flow/low pressure to get the ram moving, and then the slow flow/high pressure once it hits resistance. I was going to use electric foot pedals for up and down, and maybe interrupt the signal with roller switches for the top of the travel.
-
Thanks, I have looked at your press. Maybe I should have done something like that, but I tried to start simple (avoid hydraulics). I have been thinking of replacing my jack with a single or two small cylinders and a power pack like this: https://www.princessauto.com/en/detail/2-stage-12v-dc-multifunction-hydraulic-power-unit/A-p8541666e I think the width of my frame is a bit excessive, and there's only the two 2.5 x 0.25" wall tubes for structure, so I'm a bit nervous of putting a hydraulic load on there, even if it's only a single 2" or 2.5" cylinder, or two 1"-1.5" cylinders. Any comments? Sorry, I meant this power pack: https://www.princessauto.com/en/detail/2-hp-ac-2-stage-multifunction-hydraulic-power-unit/A-p8677239e
-
-
-
-
-
-
-
-
-
This one is 1045. I quenched it from orange in cool water and then kept it at the door of the forge until I saw some colours on the faces, with flame coming through the eye hole but I won't do that again. Not even enough, and hard to control. I'll report back about hardness. I'm looking forward to having a proper rounding hammer, even though I have a good little modified store bought 3lb that's now a rounding hammer. First project is to clean up my hot cut (4140) and I'm set.
-
Thanks for the feedback... I agree that most of what's welded there is crap. It turns out all I could get was 110A on my AC buzz box. I thought I had 170 but that's for some crazy German voltage or 3 phase. I think I managed to get a reasonable 6011 root pass (3/32") but all of the 7018 was way too cold and was sticking like heck so I ran tracks all over filling in voids. Nasty. I'll have to grind it back and weld this up at a friend's place. By the way, can you TIG over a mess like that to burn it all in? I'm looking at those Everlast multi units.
-
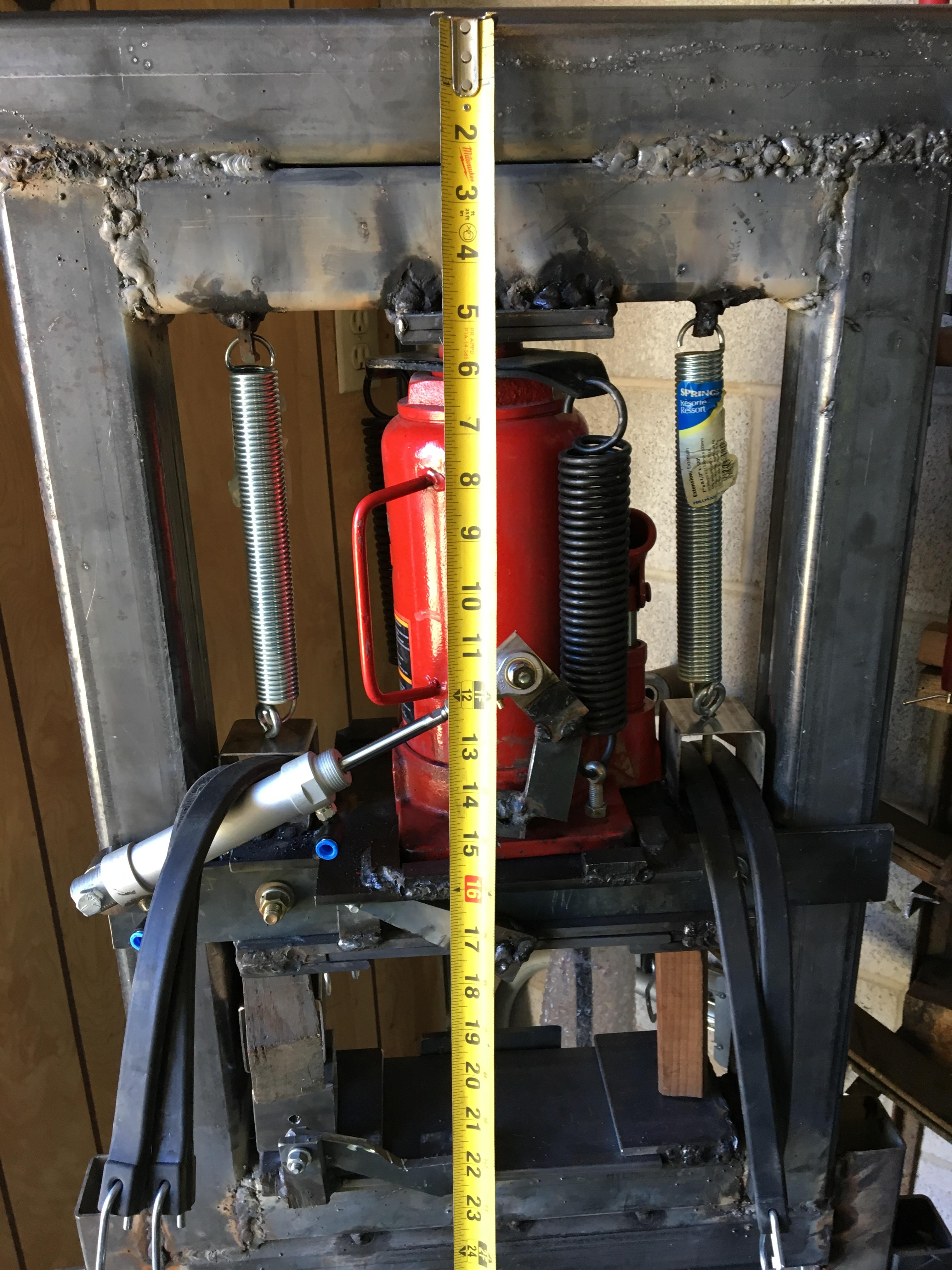
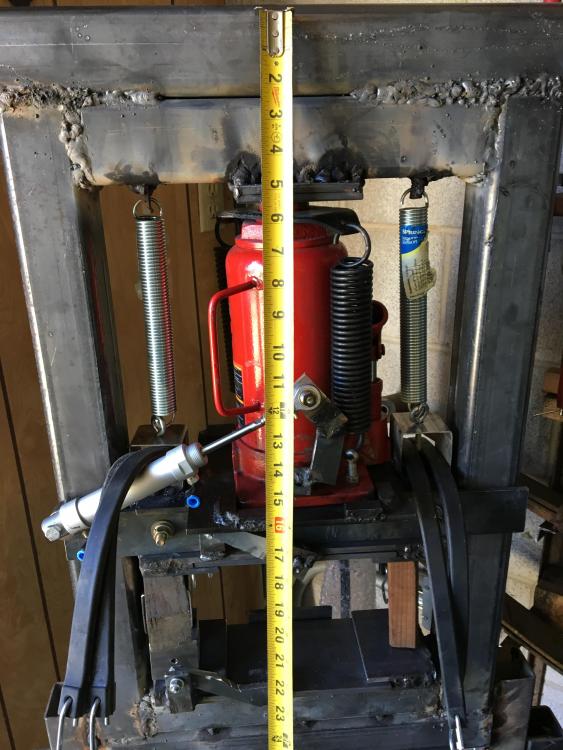
Bit of an update... if one spring is not strong enough, just use more springs! I didnt get pictures of it all, but I added four springs per side to lift the bar and it works. Might need to weld on better rings for attachment points. This thing is likely to be slow and limited in its use, but if I can at least get some mechanical help piercing hammer eyes and fullering etc, it might serve a purpose. If I make a hydraulic press one day I will try to make the dies and die plates the same so I can repurpose them. This frame looks too short for the shortest hydraulic cylinders I can find.


-
-
Would this make for a decent press? https://www.princessauto.com/en/detail/3-hp-ac-2-stage-multifunction-hydraulic-power-unit/A-p8677247e (it's 6 gal/min and 1 gal/min pump speed). I did not build this thing for the dimensions of most hydraulic cylinders, and there is no mechanism to keep the H bar well aligned... it's loosely fit against the inside two faces of the vertical supports. I might be able to shim that up with HDPE. But in any case, I would need short cylinders... maybe 6-8" stroke with a length of 10" or so. I was intimidated by the risks of hydraulics, but now that I have this structure, it might make better sense!
-
-
Hi all, i am just about done a forge press (air/hydraulic, for cost reasons) and have made good progress so far I think. See: I have to finish the return springs and the foot controls but it's starting to take shape. I think I over-built by 10x, especially for an air jack. Also, I wonder about the middle h bar not staying perfectly level. Any suggestions are welcome.
-
Made your own tools! Feels great, doesn't it! Just even out those reins and you're golden. I'm going to try dragon/pickup tongs next. The bolt tongs seem tricky by comparison.
-