Ed Steinkirchner
-
Posts
344 -
Joined
-
Last visited
Recent Profile Visitors











-
integral belt hatchet
Ed Steinkirchner replied to Ed Steinkirchner's topic in Axes, Hatchets, Hawks, Choppers, etc
George you nailed it's proposed usage actually! It went to my brother for using when hunting, specifically for splitting the pelvis on deer and small tasks around the hunting camp like kindling. It's tempered for that purpose as well to keep the edge from chipping when biting into bone, which is how our father ruined his favorite knife a few years ago. -
integral belt hatchet
Ed Steinkirchner replied to Ed Steinkirchner's topic in Axes, Hatchets, Hawks, Choppers, etc
Not sure on the weight Frosty, it's similar to a moderately sized Bowie, but the forward balance makes it feel like a heavy knife. On the flip side it makes for a light and thin axe which is pretty comfortable for light wood shaping, kindling splitting, or dressing larger game. As for the "patina" it's just forge finished, then the profile draw filed with a fine single cut file, edges broken, the edge ground and polished, then the whole thing wire wheeled then gone over with a coarse black polishing compound on a spiral sewn wheel to give a nice sheen and soft feel. -
is integral the right name? not sure but its made like a full tang knife! anyway, made from 5160 (leaf spring) and all one piece, measuring about 14" overall, 5'' handle, and a head about 3.5'' wide. It averages 1/4'' thick, but the head tapers to the edge and the tang under the cherry bwood scales is tapered in thickness as well. overall was very fun to make and feels very nice to hold



-
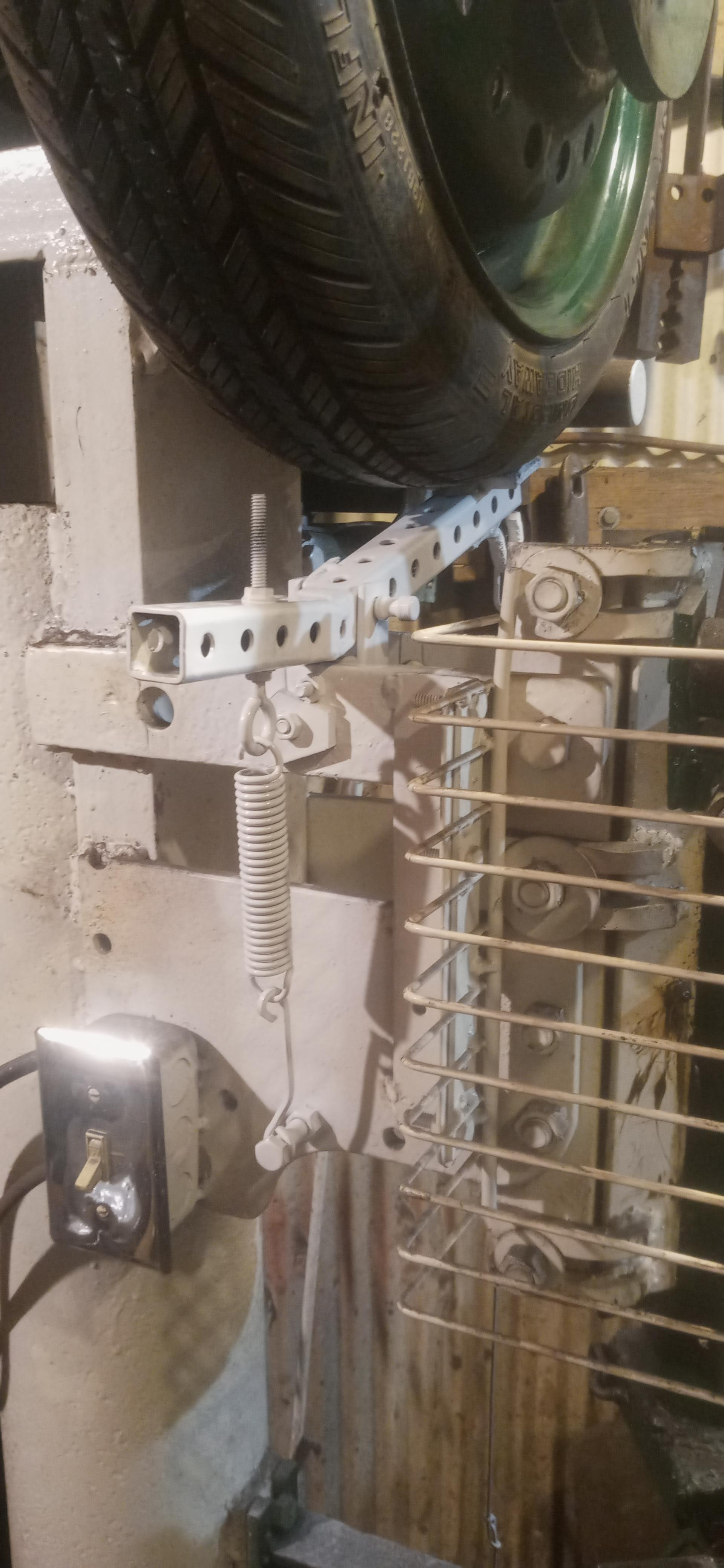
After a couple years of use, I broke down and added a brake to the power hammer. It was just too much of a pain to feather the treadle to get the dies open and line up tooling before letting the tup drop. Construction is pretty self explanatory by the pics but some basic details: It's a seesaw type where the spring tension is adjustable to tune how grippy the brake is against the tire. The brake pad itself is a 3" square of smooth steel welded to the arm and the brake is released by a small rod running to the treadle and can be adjusted with a turnbuckle. And just for clarity's sake, the motor is applied to the wheel with a push rod linkage and the brake is removed by tension, I went with a push rod for the motor because any over-pressure flexes the rod instead of overloading the motor's shaft (though that may not have been an issue but it was simple enough to build) As of now this is a prototype and the arm itself will likely be replaced with a better fitting (and better looking) forged one in the future if it works out well, and testing so far is promising! (Also there is a guard in front but it's been removed for clarity)



-
handle for giant iron skillet
Ed Steinkirchner replied to Ed Steinkirchner's topic in Blacksmithing, General Discussion
I don't currently have a pic ATM, but it's the same proportions as a standard Griswold but nearly three feet across! JHCC: I dig that idea, makes me think that maybe the trick would be to just build a spider type stand and handles that just grip when needed and come off otherwise, kind of like lid lifters for dutch ovens or those removable handles for grill skillets -
handle for giant iron skillet
Ed Steinkirchner replied to Ed Steinkirchner's topic in Blacksmithing, General Discussion
Frosty: I think that's exactly what it was, and the misalignment is exactly why it has the variation in rim thickness! As for why it's needed, it's more of a novelty thing to have around and maybe cook with it hanging from the firepit crane potentially, just as more of a showpiece. Although I think with something of that size you could handily cook for around 30 people at a time as it's about the sze of some of the bigger aluminum braziers (har har) that I used when I was a chef at a resort ten years ago so it's not as impractical as some may believe! As for weight, I'm guessing by picking it up that it's in the ballpark of #50 Stash: that's more or less what I had in mind. A cross of bars or perhaps a ring as a cradle with the handles or what have you attached to it instead of the pan -
Looking for a suggestion on putting a handle on a very large cast iron skillet that was cast by a family friend at the foundry here in town about 15-20 years ago. It's around 33" across, and about 3.5" deep with a single small pour spout. However, there are no lugs, handles, holes, or any way whatsoever of mounting a handle/bail/grips. As well the edge is of varying thickness from a strong 5/16" in some places to as thin as 3/16 in others. It's going to be used on an outdoor stove in the pavilion or over a fire ring due to its size so any way of handling would be fine. I'm a bit concerned about opposing handles potentially breaking the rim when it's picked up and even moreso if I hung it from a bail like a kettle, so I was considering just making a frame for it to sit in without bolting/ riveting it in so it could be handled without stressing the cast iron. The cast iron is of unknown alloy btw, it is probably ductile as that's what they were casting at that time but it's possible that it's basic grey iron, so I'm going to assume it's grey. Any advise or experience on the matter would be greatly appreciated Thanks~
-
Friction drive guided helve
Ed Steinkirchner replied to Johnny Woolsey's topic in Power Hammers, Treadle Hammers, Olivers
Details? Very interesting looking at least -
homemade milling machine build
Ed Steinkirchner replied to Ed Steinkirchner's topic in MIlls, Milling machines, etc
I don't have any progress pics of the spindle, but a description should suffice. the spindle is 3/4 inch OD bored through 5/16 for a drawbar to hold the homemade collets. The collets are 1'' major diameter and have a 10 degree taper down to 9/16 for the collet body. this limits my milling cutter shank diameter to right around 7/16 inch in the collets but thats more than reasonable for the light duty work i use it for. My most used endmills are 5/16 solid carbide roughing and finishing (because thats what my friend brings me when the cnc mills at work "wear them out" ) but i also use my flycutter a lot, which is just visible in the above pics and holds a 5/16 HSS toolbit. Im working on upgrading the head to something more rigid now, moving to a 1'' od spindle with a larger bore and larger collets, plus a more rigid fixation for the head to make it less likely to get out of tram. -
Asymmetric wrapped eye
Ed Steinkirchner replied to Donal Harris's topic in Axes, Hatchets, Hawks, Choppers, etc
As I've always understood it, an asymmetric wrapped eye is where the starting bar is bent with just enough material to make the eye and weld to the body. Whereas a symmetric eye is bent in the middle more or less and welded like we'd normally do for something like a tomahawk. I remember a while back someone here doing quite a few axes of the assymetrical welded type, as well as welded langettes and all those tricky welds I'd have to go digging for the posts -
Thanks everyone, it's a very "dainty" knife for sure and the style reflects that. Probably because the persona it was made for is a lady I do like patina myself especially more of a dark brown on copper alloys, occasionally black or green as well depending on situation. To answer George's questions: The sheath is all leather with a seam on the back and the fittings are bronze because that's what I had in the right thickness, and the loops are copper because I had no brass or bronze stock for them and they won't be seen with the belt applied. The guard finials and pommel are freehand turned on the metal lathe and the guard itself is made from flat bar filed to shape before the finials were threaded on. The filed profile of the ricasso (I assume that's where you mean) was added because it needed some kind of simple detail there as it looked a bit too plain with it straight, so I just sketched on it with sharpie till something looked right! Here's some pictures of the back of the sheath to show the stitching and construction details


-
Now I feel like a neanderthal! I had mine cast from a pattern I made years ago and cleaned everything up by chipping off flash with chisels (cast iron chisels really nicely) and finishing with coarse files then finer files and a die grinder for the bowl depressions
-
walnut handled integral bolster knife
Ed Steinkirchner replied to Ed Steinkirchner's topic in Knife Making
I'm thinking his original may have been a schrade actually! Also I think many of my tools must be transparent because I can never seem to find them after I set them on the bench! -
walnut handled integral bolster knife
Ed Steinkirchner replied to Ed Steinkirchner's topic in Knife Making
Now you're just talking crazy! -
walnut handled integral bolster knife
Ed Steinkirchner replied to Ed Steinkirchner's topic in Knife Making
I thought the same thing but I did the inlay way before I did the sheath! A small lack of forethought on my part there