tinkertim
-
Posts
143 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by tinkertim
-

Preferred Refractories for Chamber vs Ribbon Burner
tinkertim replied to Daguy's topic in Insulation and Refractories
Hi Dan, "Using a mix of zircon flour and colloidal silica". Was this a 50:50 ratio of some other combination? I'm interested in doing some "Tinkering". Tink! -
Naturally Aspirated Ribbon Burner. Photo heavy.
tinkertim replied to Frosty's topic in Ribbon Burners
Wow JHCC! That looks like an epically bonkers musical instrument! The video of the "Gas Organ" sounded quite disturbing . . . . . . I love it! Thanks for that, It just made my day! Tuneful Tink! -
Naturally Aspirated Ribbon Burner. Photo heavy.
tinkertim replied to Frosty's topic in Ribbon Burners
Hi Dan, Your open-air test of your latest multi-hole burner looks really good! Nice even, quiet flames at low PSI and seems to have a good turn-down, but still a screamer at higher PSI. Very nice! Re. the tuneful forge, I think you need to have multiple levers from inside the forge to outside, so as you play the external keys, various holes on the burner get blocked. You have then got the world's first Forge Organ! Congratulations! You just need the striking-anvil chorus as accompaniment! Tink! -
Naturally Aspirated Ribbon Burner. Photo heavy.
tinkertim replied to Frosty's topic in Ribbon Burners
Well it was an interesting excercise, and I'm certain it wasn't tuned for maximum output, but I was just trying to get some comparative numbers. Sound pressure is measured in Decibels, which is a logarithmic scale, with every 3db increase meaning a doubling in sound pressure. I don't know if the camera on my phone picks up more IR than it should, but after ~10 mins the interior of the forge looked a high yellow and not a "screaming" white heat. The interior of my IFB forge is only a little bigger than a single IFB brick, so it is not a big volume, so I didn't feel the need to take it to higher psi for comparative testing. The reason I posted up the videos was so you could hear the difference in sound (best with headphones). I have taken some audio WAV recordings to analyse later, as I'm curious as to whether the extra volume happens at higher frequencies. I'll post results as and when. Owen, I'm note sure what you mean regarding "a metal box around the burner port". Do you mean inside the forge? Could you sketch something? Also could you also post a piccy of your Amal venturi position (assuming you have a 3/4" one around)? Anyway I hope these observations have helped. Tink Out! -
Naturally Aspirated Ribbon Burner. Photo heavy.
tinkertim replied to Frosty's topic in Ribbon Burners
OK Owen ( @basher ) et al. I've done some initial testing of my Amal 3/4" Propane injector (with a default 110 jet), to try and get some idea of the difference in sound level between the Multi-port Ribbon-style burner (NARB), and the Single-port burner configuration when used in the same forge at the same Venturi and PSI settings withing a few minutes of each other. I used an Android App on my old Galaxy S2 called "Sound Meter" to take sound pressure readings. The microphone was setup ~1metre away from the forge in all measurements, and I let it take an average reading over ~10 seconds for each measurement. With each burner config I did measurements at 5psi and 10psi, just to get a comparison. NARB at 5psi = 64db, at 10psi = 67db Single-Port at 5psi = 70.5db, at 10psi = 74.5db At each psi, the Ribbon burner was considerably quieter (where a 3db increase corresponds to a doubling of the sound pressure), with the Single-port configuration being over 4 times as loud as the Ribbon burner at the same settings. I was quite surprised that it was so marked, but it was interesting doing some back-to-back testing. It's confirmed to me that I'll be concentrating on NARBs in the future, as it is not just quieter, but seemed to give a more even heating effect within the forge. The Amal Venturi was set as shown in this picture. Video clips: MultiPort_5psi_64db https://youtu.be/xJiSyTQ0f1Y MultiPort_10psi_67db https://youtu.be/UrH1AaiS9k0 SinglePort_5psi_70p5db https://youtu.be/19BUpZXBtwU SinglePort_10psi_74p5db https://youtu.be/vSaX-Rp3dRo Tink Out!
-
Naturally Aspirated Ribbon Burner. Photo heavy.
tinkertim replied to Frosty's topic in Ribbon Burners
Phew! I thought I'd got it wrong! I was working on the fact that if the pressure in the line is the same in both cases, then a big nozzle will flow more fuel than a small nozzle, but was thinking that you had more experience in this particular field so I must have made a mistake. I had been pondering it offline, and was going to post up a query about your statement, but you beat me to it. I was working on the premise that difference between using a 90 jet and a 110 jet would be their rich-to-lean range, with the 90 jet giving you more lean range and the 110 jet giving you more rich range. That said, I wanted to test both to see which worked best in my setup with all the other factors that would be involved as well. Thanks for de-confusing me AFB. Catch you later. Tink out! -
3D printed plastic burner experiments (photo heavy)
tinkertim replied to Another FrankenBurner's topic in Gas Forges
Hi Arkie, I work for an engineering company, helping design it's measuring robots, but it also has a metal 3d Printer division, using laser melting of metal powders in inert gas atmospheres to make parts in load of different metals, from Titanium, to Cobalt steel, to Dental grade and Surgical grade steels. They are used in aerospace, automotive, dental and medical fields. The link you've attached to is basically a MIG-welder type 3D printer. The issue with these resistance-welding type of printers is how much energy you have to put into the material to melt it, leaves the material you have already printed massively overheated, and the resolution of the printer is such that you have to do a lot of machining afterwards to get the dimensions you were after. There is another Wire-based 3D printer technology that uses semiconductor lasers to melt the wire, and gives a very localised melt with very fine resolution, and can even bridge over gaps. https://www.additec.net/μprinter/ Have a look at the videos. Note: this is not the company I work for, it is just an elegant wire printing technology. I appreciate elegant. Tink out! -
Naturally Aspirated Ribbon Burner. Photo heavy.
tinkertim replied to Frosty's topic in Ribbon Burners
Hi JP, I'm not sure if you were replying to me or Another FrankenBurner (AFB), as he is the guy who is doing all the 3D printing experimentation with "Vortex Inducers" at the moment. From my point of view I'm using a professional Propane air/fuel mixer which is highly adjustable from very lean to very rich. I saw them being used at Owen Bush's Blacksmithing school in South London and found they did a superb job of getting the fuel/air just right. That's why I decided to buy one of these Amal Propane injectors then, rather than make my own, just so I could get on with the bashing of hot metal. I am very pleased with the Amal injectors performance, and wouldn't hesitate to recommend them. I will get round to making my own burners as well, and I will probably make my own 3D printed vortex injector in AFB's style, just because it is fun experimenting, and I can. Tink out! Hi JHCC, I will be doing some sound pressure readings as well, but I think it is more the nature of the sound, where I believe there are more high frequencies in the single-port burner than the ribbon one. I will do some recordings and look at the frequency spectrum, but for me, the ribbon burner with its many smaller flames is just not so intense. Anyway, when I've got some comparative data I'll post it up. Tink out! -
Naturally Aspirated Ribbon Burner. Photo heavy.
tinkertim replied to Frosty's topic in Ribbon Burners
Hi Owen, I believe that it is quieter, but its more of a rush of air with the ribbon than a roar of a jet that the single-port burner has. It is definitely not so harsh a sound. I want to get some evidence of this myself, and as my IFB forge can take the single-port and the NARB burner at the same time, I can test the NARB with a neutral-ish mix at a range of PSI, and then repeat it immediately afterwards in the hot forge with the Amal in my single-port setup. Cool! I'll record some clips from the same distances and we can compare how noisy they seem. I'll see if I can sort it out later in the week, I'm dealing with a bit of a throat lurg at the moment. Catch you later, Tink out! -
Naturally Aspirated Ribbon Burner. Photo heavy.
tinkertim replied to Frosty's topic in Ribbon Burners
Thanks for the feedback D.Rotblatt, The mild steel bar I just heated up to test out the forge had minimal scaling when I forged it over my Anvil's bick to make a hold-down. There was a little dragons breath, but I was playing with partially blocking off some of the front and back holes, so was expecting a fair bit, but it wasn't particularly yellow. It was also very reassuring when the plenum was cool to touch even when the forge was up to temp! Big sigh of relief! I want to try some simple forge welding, just to ensure that my setup will reach welding temps. I might also try the 110-sized jet for the Amal injector, just to see how it behaves compared to the 90. I think the 90 induces more air, so should have a better turn-down range without blowing-back the flame, but the 110 might reach higher temps at higher PSI. I'll keep experimenting, as this is fun, and feeds my need to tinker! Tink out! -
Naturally Aspirated Ribbon Burner. Photo heavy.
tinkertim replied to Frosty's topic in Ribbon Burners
OK, some initial videos as promised. First lighting so still pretty rich and waiting to see if it was going to blow-back. Adding a bit more air More playing with settings, to see if it would blow-out And some more First lighting in the IFB forge. Looking for flame stability at this stage. Playing with settings some more. Ramping up towards working temperature. Still looks stable! As I thought I'd let it heat up and see how even the heat was, I stuck a piece of 1/2" mild rod in the forge, just so I wasn't completely wasting Propane. Made a handy hold-down for my anvil. Very pleased with the even-ness of heating now, the whole forge was at the same temperature without any obvious hot or cold spots. Really chuffed! (a UK-ism ) I expect some feedback about flame colour, etc. with the earlier clips, but I was only playing around to ensure the NARB was safe to use. Being a bit Red/Green colour insensitive doesn't help me fine-tune flame mixtures, but hot enough is hot enough! I'll borrow the missus' DSLR camera and get some better clips the next time I fire it up and do some more serious metal bashing. Tink out! -
Naturally Aspirated Ribbon Burner. Photo heavy.
tinkertim replied to Frosty's topic in Ribbon Burners
Hi Owen, When I originally bought the Amal 3/4" injector, I figured that the long-choke should work in both single-port and ribbon burners, so I bought that one. I used an 8" BSP nipple to connect it to my IFB forge, with a step flare bored into the IFB at the exit point. It has worked really well in my single-port configuration but also seems to work really well in my ribbon setup as well. I can't really comment on the short-choke behaviour, but if you've got a plenum chamber for the fuel/air mix to "mix" it should work fine. It's why they sell a short-choke version I guess, as it must work fine in ribbon applications without a long choke. The 3/4" Amal Propane injector came with a 110 size jet as default, but @timgunn1962 recommended the 90 jet as giving a better range in single-port forge applications, so I use a 90 jet which works very well for me. I'll keep you posted Owen. Tink! -
Naturally Aspirated Ribbon Burner. Photo heavy.
tinkertim replied to Frosty's topic in Ribbon Burners
There isn't much to post at this time, as I was more concerned about being ready for blow-outs/blow-backs rather than extensive filming. I'll post up what I can later. As I'm a hobbyist blacksmith/bladesmith, I haven't had the need to do big rounds of steel yet, but one of the reasons for developing the NARB was so that I could have enough heat to make some hammer heads in the future. Having used some lovely dogs-head hammers at a blade forging class with basher in South London in Dec 2017, I would like to make some for myself. I also wanted enough even heat to permit pattern welding in the future. Regarding the plenum design, I'd decided I wanted to use Insulating Fire Bricks for my NARB testing, as it is very easy to drill (and re-drill), and I'd worked out I could get 4 test blocks out of a single IFB. I went for the layout with two 3/4" bosses welded on 2 sides, so I could chose the orientation that would suit my forge. The IFB forge suits burners with IFB dimensions so you don't have to plug gaps between them. The 3/4" boss on the short side of the plenum was ideal for this. But if I use the 3/4" boss on the long side of the plenum, then it will allow me to side-mount the NARB in a small Butane tank, with the AMAL injector hanging to the side, below the NARB. Fo my purposes, the IFB dimensions that I chose for the NARB seem to be ideal for me. Going forwards, trying to get hold of Kast-o-lite 30 in the UK is a real pain. There is a company called Vitcas in South Bristol (about 10 miles away) where I bought my IFBs, who also supply commercial quantities of various refractories including a high-alumina insulating castable. I think they only offer the lower temperature grade online, but I think I can get some of the higher temperature castable if I go down there in person. I'll give them a ring next week and see what I can do. If I can get it, then I can do some cast NARB hotfaces, but can also get on with my Butane tank forge. I'll keep you posted. Tink out! -
Naturally Aspirated Ribbon Burner. Photo heavy.
tinkertim replied to Frosty's topic in Ribbon Burners
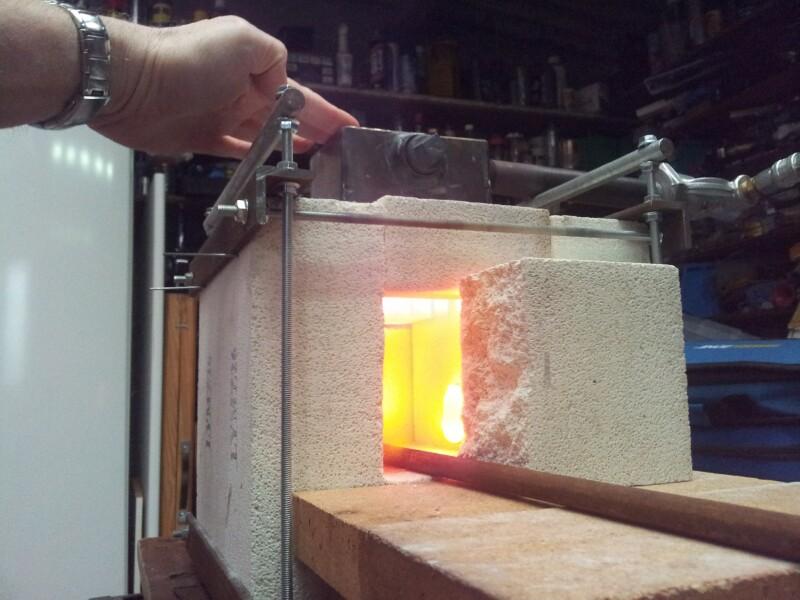
OK, Update time. Initial testing with V2 (27 x 5mm holes) was much better, running through a rich to lean sweep very cleanly. Turning up the pressure caused slight lifting of a corner flame, before it blew out, but the rest of the centre flames were steady, and I couldn't get it to flash back into the plenum as before. Result! So I thought I'd check its adjustability in the forge. I modified the forge design so that the sides of the IFBs nearest to the burner were sloped away, so that they couldn't heat up and radiate IR back at the burner hot face. Initial flame in the forge, not up to temp yet, and not adjusted the air/fuel yet. And getting close to temp, with the plenum completely cool to touch! I was so chuffed! Note the intense circle to the right inside is the IFB bung I made to block my single-burner inlet for this test. At the same PSI as I was using with my single-output setup (~5PSI), I found the inside of the forge was at a much more even temperature throughout and appeared to be running hotter than before. It is also much quieter as well. I have some short video clips as well but will pop them on Youtube another time if there is interest. Happy Tink, signing off!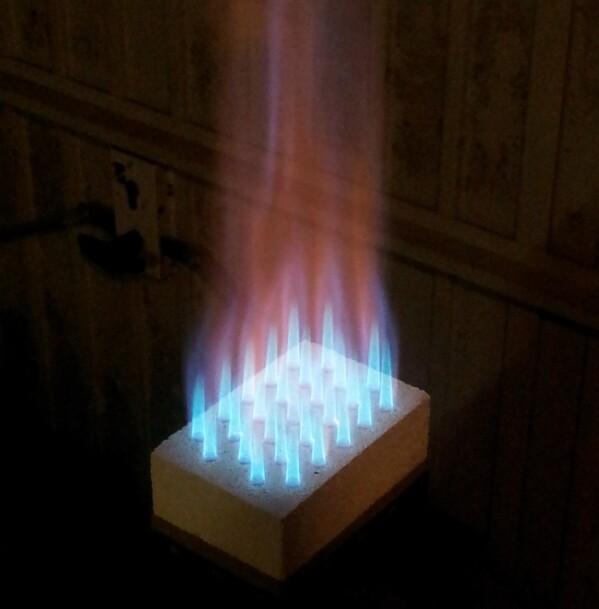

-
Naturally Aspirated Ribbon Burner. Photo heavy.
tinkertim replied to Frosty's topic in Ribbon Burners
Here is my updated IFB burner hole layout for my next round of testing. Compared to the V1 version, the V2 has more, smaller and wider-spaced holes to try and minimise the overheat of the IFB webbing between the holes. With my area calculations I have undersized them very slightly, so I can over-bore them a few at a time and monitor the flame behaviour, to keep the flame out of the plenum this time round. I'll build it and hopefully do some testing at the weekend and will post up results. Tink!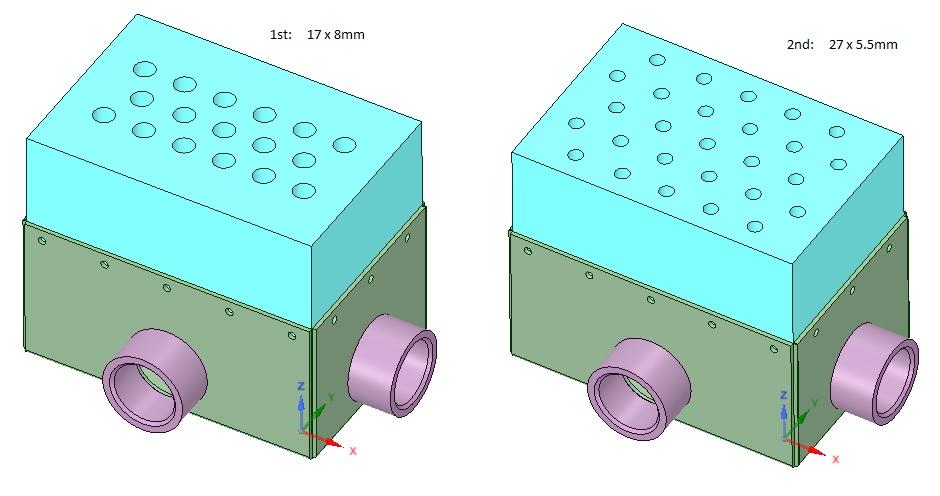
-
Naturally Aspirated Ribbon Burner. Photo heavy.
tinkertim replied to Frosty's topic in Ribbon Burners
Hi Another FrankenBurner, Initially 12 holes at 8mm and 5 holes at 7mm, the flame burned fairly stable outside the forge, and facing upwards, and I could adjust the FAM through rich to lean pretty well. But when I mounted the NARB upside down in the top of the forge (as seen in my previous photos) the flame would only stay on if the FAM was adjusted to very rich, so yellow flames were pouring out of the forge openings at both ends. When I started to lean out the mixture, the yellow would go and then the flame would pop and blow out. I was probably at a couple of PSI at this stage. It was after this that I took the 5 x 7mm holes up to 8mm, yet still had the same behaviour, so added the step flares to the holes. The flame would now stay on in the forge without blowing out, but we see the burning in the plenum now. Hi frosty, I think my holes are too close together, as the web between them is what glows the hotest, but the holes around the edge don't at all. My next test will be with more widely spaced holes and maybe slightly more of them and slightly smaller, maybe angled outwards to give more material between each hole at the hot face? Thanks again for your feedback guys. Tink! -
Naturally Aspirated Ribbon Burner. Photo heavy.
tinkertim replied to Frosty's topic in Ribbon Burners
Hi Frosty, I initially based my hole diameters on Judson Yaggy's NARB dimensions, where his 5/16" holes come out as 7.9mm, so I converted to 8mm for my outer 2 rows, and 7mm for the inner row, so I could widen out as needed. The initial testing with these dimensions kept blowing out, so I widened the inner row from 7mm to 8mm and it seemed much more stable. I also added ~10mm depth of flare at each hole exit, taking it out to firstly a 9mm and then a 10mm step flare. These step flares are probably why the holes look bigger than they should, but at their narrowest, the holes are still 8mm (~5/16") in diameter. Judson's NARB was functional at these dimensions. I can see from the glowing IFB core that spacing out the holes more would help to reduce heat build-up in the core, so I can easily knock out the old IFB and drill out a new one. The Plenum was designed to be a slight resistance fit over the end of a firebrick, so I can get 3 to 4 test blocks out of a single IFB, saving casting and drying time is short with the fire cement bonding the IFB in place.. Once the design is optimised I was planning on casting a more heavy duty version, but for now, IFB is fine for development. I don't think its helped by the vertical mounting position, and for my future Butane Tank forge, I will be going for a side entry slightly down-facing position. Thanks for the feedback, I shall continue my development. Tink! -
Naturally Aspirated Ribbon Burner. Photo heavy.
tinkertim replied to Frosty's topic in Ribbon Burners
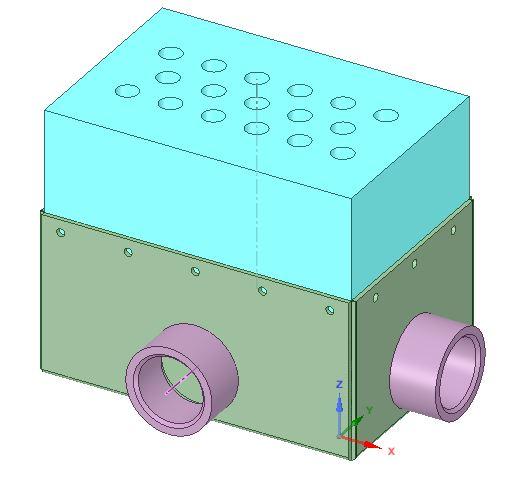
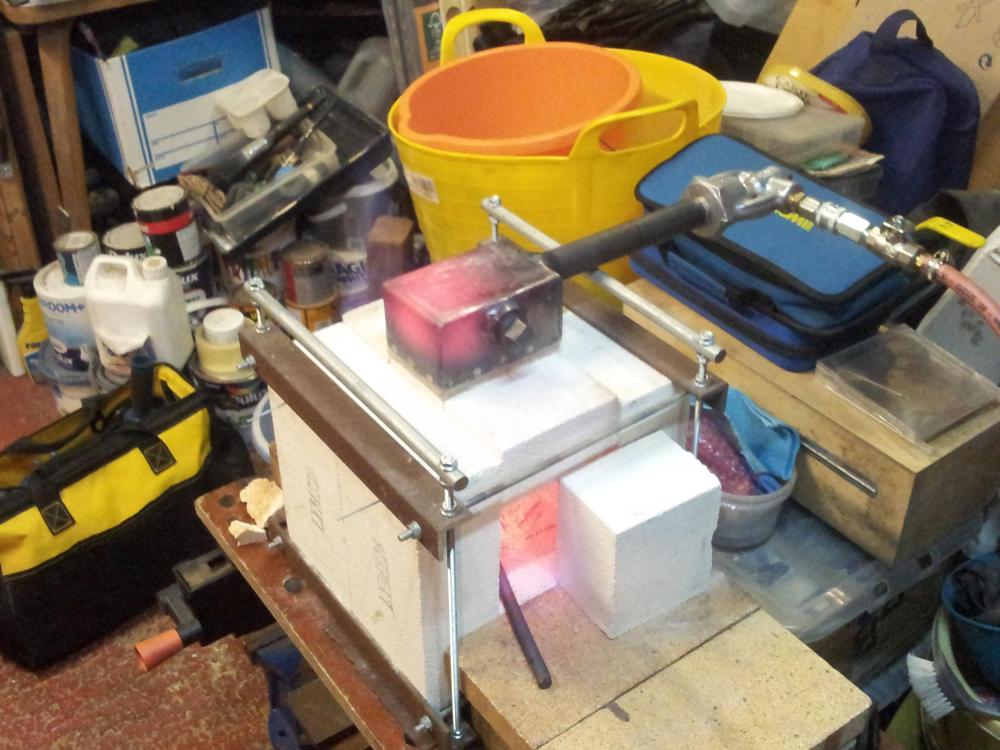
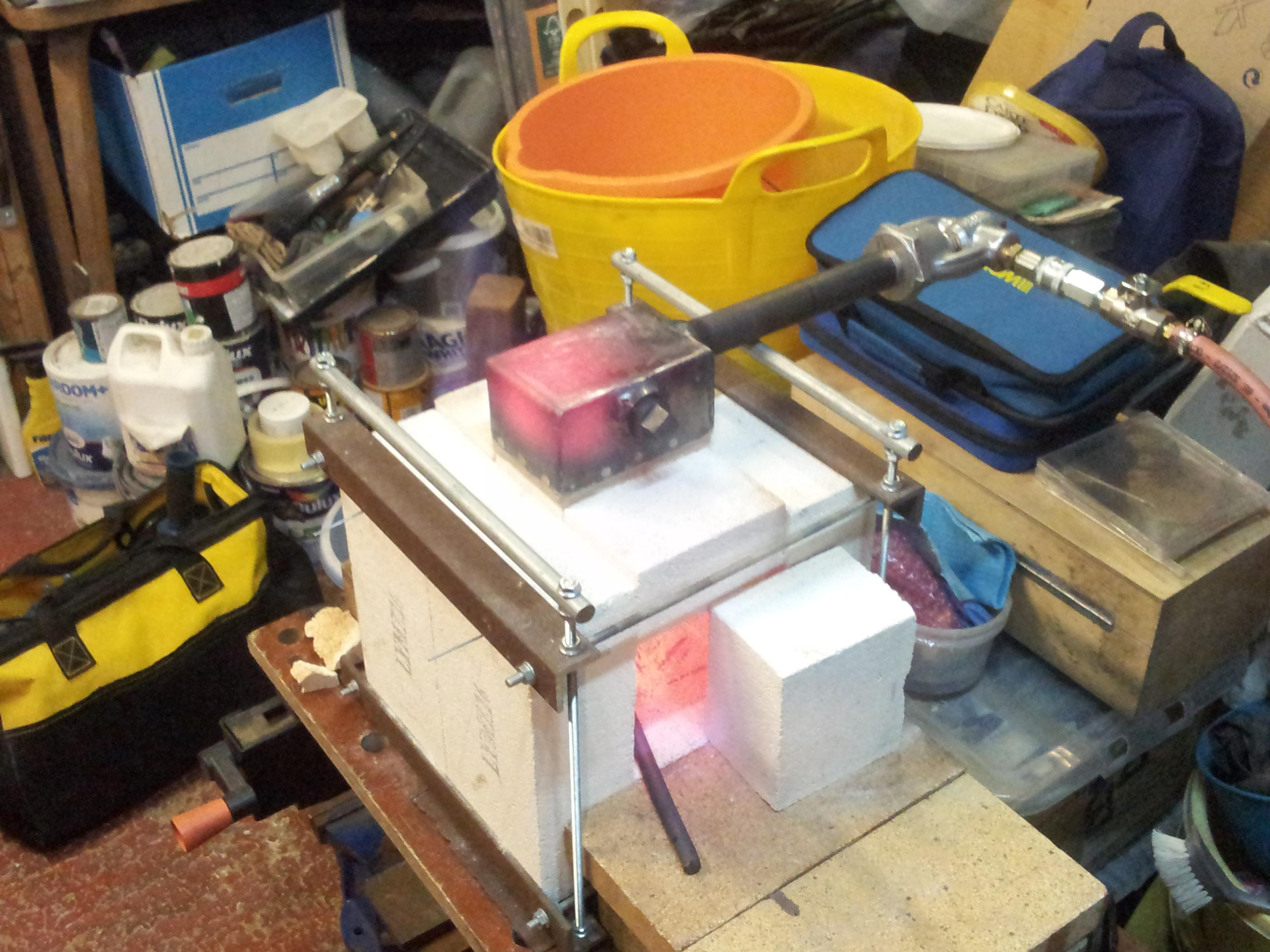
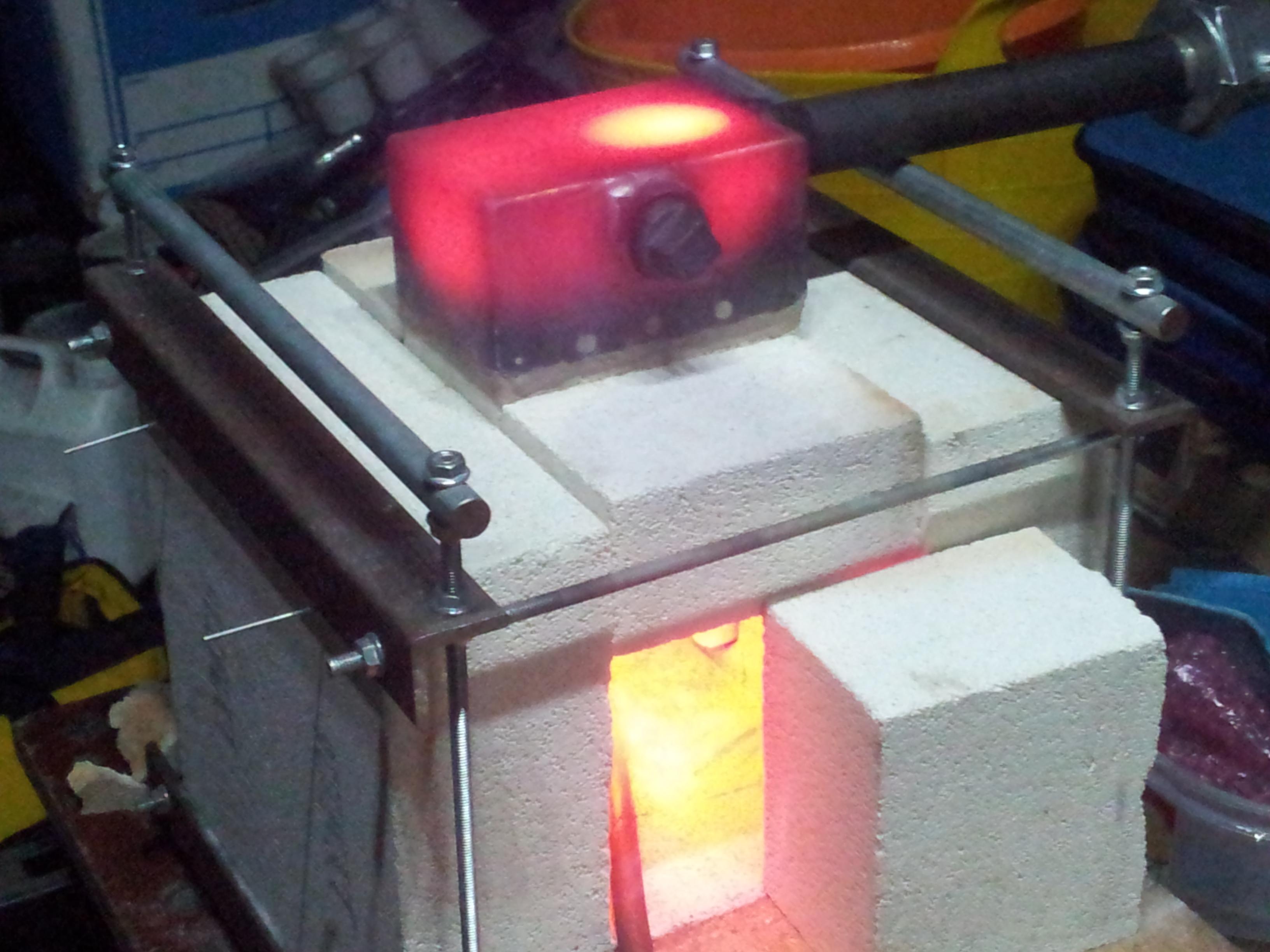
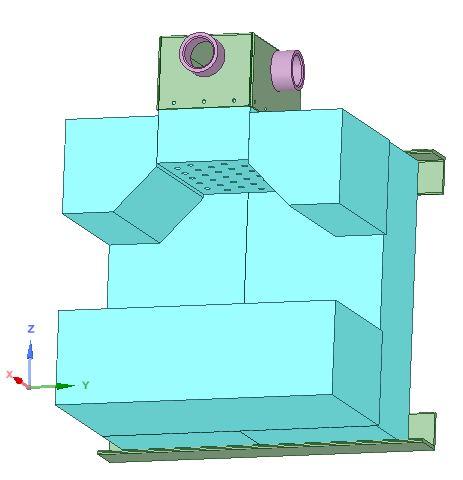
Hi there, I'm Tim, a wrinkly engineer (mid-50s) from Bristol in England, who has been reading up for months, so that I don't ask the silly questions (too much ). Anyway, after building an IFB forge, fitted with a 3/4" AMAL Propane injector & 9" iron nipple, I have been using it sucessfully for over 6 months, making tongs and tools, and the occasional blade to practice quenching & tempering. I then got caught up in the NARB thread and started planning my own multiport burner. Just as I was finishing the design, Judson Yaggy posted up his NARB based on a drilled-out IFB, just like I was building! Cool! So I went ahead and finished off my NARB. The plenum is folded and welded-up stainless plate, with 2 3/4" pipe bosses welded to the sides (one on the long side and one on the short, so I can mount it in different orientations and just use a blanking plug on the un-used boss). So it lights and burns OK, and with the AMAL injector I can adjust how rich or lean it burns. In free-air it looks ok to me, (but I am Red/Green insensitive so not the best judge). The issue I have is that when fitted into the top of my forge and turned up to ~5psi, the plenum starts to glow red-hot, with a dull-orange-hot patch appearing on the top. Now I know the plenum is going to get pretty hot, and I know stainless steel is a poorer conductor of heat than mild steel, so its possible that the heat isn't getting disipated as effectively as it would be if it was mild steel construction. I was concerned that I might get ignition in the plenum, but for the 15mins I ran it, it seemed stable and the plenum didn't appear to get any hotter. Any suggestions/observations regarding this Plenum glow?