picker77
-
Posts
212 -
Joined
-
Last visited
Recent Profile Visitors
1,070 profile views





-
Could at least the top be resurfaced by a machine shop or foundry without spending a fortune?
-
iFixit (Google it) is a great repair resource. I've been a member for years, and they have helped me replace several iPhone, iPad, and Kindle batteries, rescue some dead PC and Mac notebooks and laptops, and fix several small appliances - saving a lot of $ in the process. They lead a global revolution against the now common "throw it away and go buy another one" concept. Just two weeks ago I followed iFixit's step-by-step instructions to replace the $3 Lithium Ion battery in my beard trimmer instead of buying a replacement trimmer for $40. A little background in soldering/electronics repair is helpful, but not required. You just need good eyes and steady hands. Oh, and the most important thing that's lacking in a lot of folks: the ability and willingness to [read the manual], an age-old but critically important engineering term.
-
Here ya go, Chris. PM me if you want to come and get 'em, I'm about 4 miles W of Will Rogers airport.

-
PWS, congrats for saving those fine old tools. That bandsaw looks like a mid-to-late 30's Walker-Turner "Driver Line" 12 inch. I rescued a 1935 version W-T several years back (photo attached). Fine old saw, all cast iron, solid as the Rock of Gibraltar and almost as heavy. It's probably the most-often-used tool in my shop.

-

What did you do in the shop today?
picker77 replied to Mark Ling's topic in Blacksmithing, General Discussion
I need to correct a memory blunder re the TD1 tomahawk drift I praised in my initial post: I actually purchased it (along with hammer and mouse drifts) from Amy Pieh at Iron Mountain Forge in Arizona, NOT from Blacksmith Depot as I first stated. My humble apologies to both suppliers. -
What did you do in the shop today?
picker77 replied to Mark Ling's topic in Blacksmithing, General Discussion
Les, it's just a pair of standard old knife blade tongs I usually use for beating around on knife blades & billets up to 1/4" thick or so. It works ok for tomahawk blades like this one, up to about 1-1/2" wide. Above that width I'd have to bend the reins in a little to compensate for the larger bite required, which of course would also mean they would no longer close far enough to be useful in their original purpose, lol. You'd be surprised how fast you can lose track of up and down in the heat of forging (pun intended). The twist on the iron wire was just to keep me straight on what's up and what's down on the blade as I was adjusting & drifting it. A hawk eye will likely always want to fit tighter in only one particular direction, and I found that confusing down and up could be a problem while working with this symmetrically shaped blade. If it was more dramatically shaped with a beard, that wouldn't be a problem. -
What did you do in the shop today?
picker77 replied to Mark Ling's topic in Blacksmithing, General Discussion
A few photos of what the Dunlap wood profile looked like as it was delivered. This was the low grade "reject" they sent me to practice on, but even it had better curly grain than I expected - but only on one side, which was why it was rejected, I'm sure. The profile is a pretty good fit, shown dropped into the eye after drifting with a TD1 drift, which the Dunlap profile appears to mimic closely. Had to heat and drift twice because the first time I neglected to take into account how much the eye as going to shrink after I tapped out the drift and let it cool. Hint: a lot. Now on to grinding, cleanup, heat treat, temper, and finally fitting the handle for real. This first effort is 1018 wrapped to a 1084 bit. I hope the bit weld still looks ok after I grind it back and thin it some. Jennifer, I failed to heed your (and Alan's) advice and didn't belly out the inside of the eye before wrapping and welding, so paid the price by fighting the eye some later, finally got it cleaned up straight after some difficulty. Lesson learned. BTW, that TD1 Drift is what my Grandpa used to call "the cat's butt" for a tool. Saves a lot of hassle.



-
What did you do in the shop today?
picker77 replied to Mark Ling's topic in Blacksmithing, General Discussion
I think it was four day in my hands from Fedex. They shipped the same day I called them. I"m a small customer, I only ordered four, all in curly maple. Two in the fancy grades, and a couple in standard grade, plus some of their special maple stain. REALLY nice wood, even the standard grades, can't wait to use it. Nice folks and very knowledgeable. It's best to call them and do the order on the phone. Most of their business appears to be in gunstocks in wood of all kinds, I think tomahawk handles is just a sideline. But since they do custom profiled gunstocks for a zillion different kinds of rifles, they likely have a good array of duplicating routers and milling machinery. Their website is pretty informative but they don't do "shopping cart" type sales online, which I kind of liked - actually working with a human. -
What did you do in the shop today?
picker77 replied to Mark Ling's topic in Blacksmithing, General Discussion
I dearly hope this reply does not get me "__ penalty points which shall never expire" because I'm not selling or recommending anything, just stating a personal experience, but re Jennifer & Good's query: On advice from Alan Longmire's in his extensive wrapped hawk tutorial/WIP, I ordered and received several profiled handles from Dunlap last week. They even tossed in a "reject" handle (rejected due to low-grade grain, not a profiling error) for me to practice on so I didn't have to possibly butcher up a nice premium curly maple example while fitting it for my first try at a wrapped hawk. Wood is beautiful and the machined profile (according to my Blacksmith Depot TD1 drift) is right on the money. I admit I have not tried the other two suppliers, they certainly may be just as good, I only mention this because it seems to me we should pass the word among us when a good source of blacksmithing materials is encountered. -
What did you do in the shop today?
picker77 replied to Mark Ling's topic in Blacksmithing, General Discussion
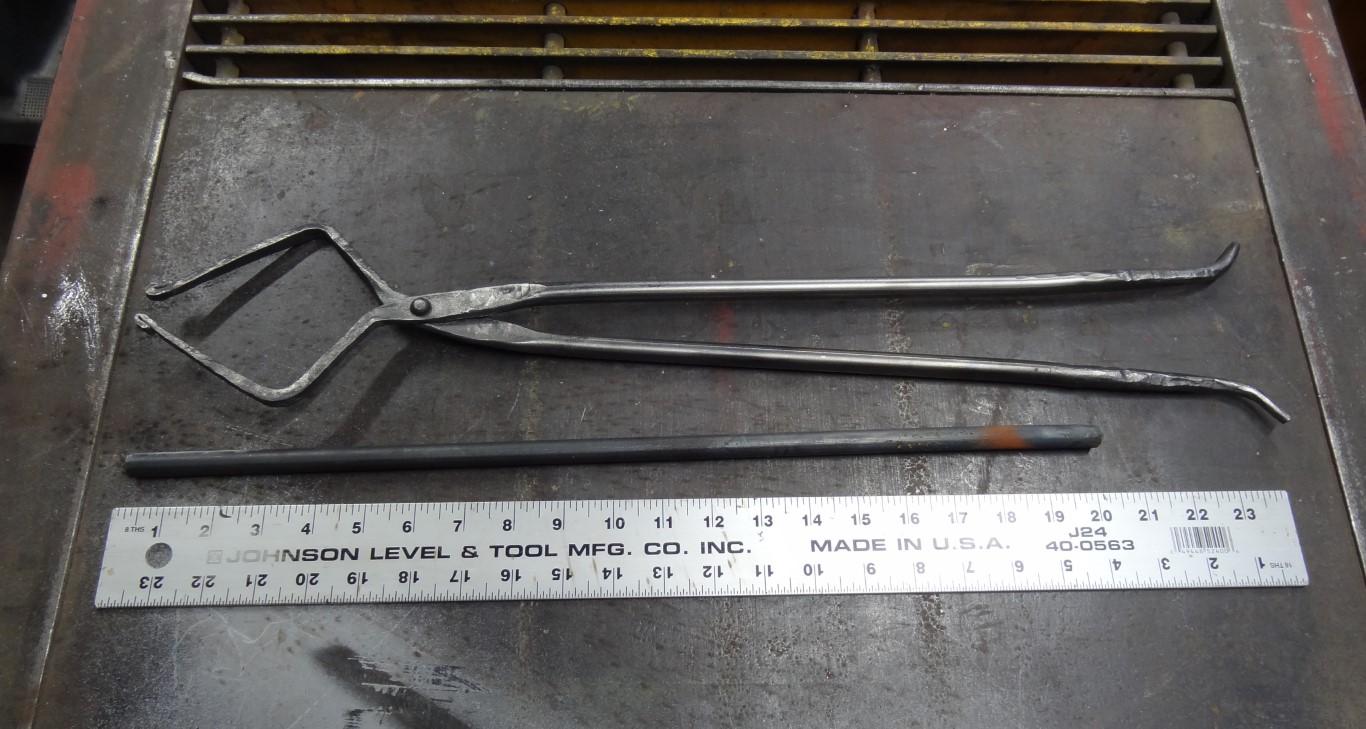
Going to try a few folded eye hawks, but had no hammer/hawk tongs. So today I made this crude pair from 20" pieces of 1/2" round. Amazing how hard it is (for me) to get the second tong handle to be a nice clean mirror image of the first one. Ha. Also tried another dry weld test project, 1/8" 1084 sandwiched between two pieces of 11 gauge mild sheet. Welding went fine, so I did a "test" flat grind on one side of part of the resulting billet and etched it. Very happy it went so well, I really like the look of a dramatic transition line between MS and HC, I actually like the looks of low-count san mai better than zillion-layer "damascus". Now I'm gonna have to make some knives that way.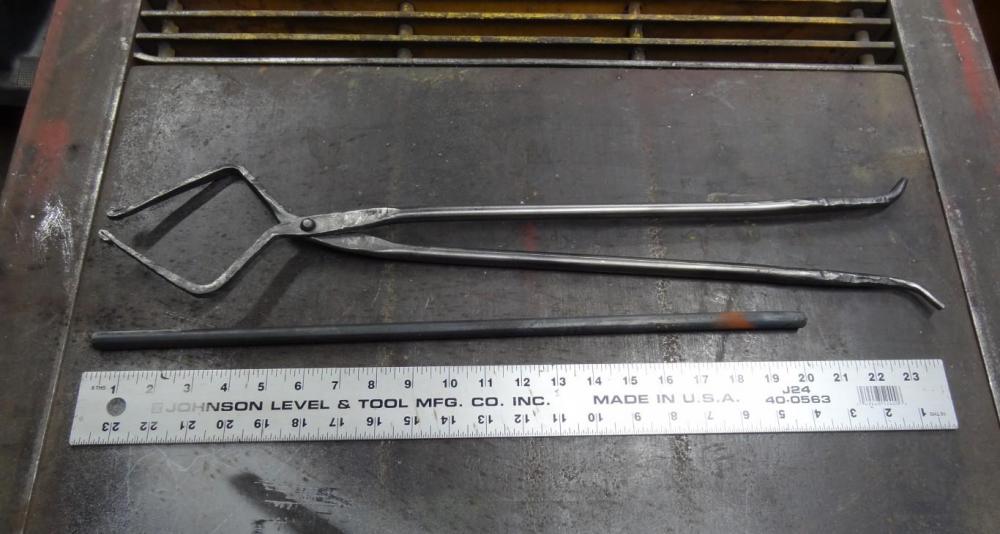



-
Lucky you! That's an ultra sweet find. I have a Baldor 1800 RPM buffer that cost me nearly $400 several years ago (and I had to build my own stand for it!). Baldor makes absolutely top quality stuff.
-
Well, it was mainly just idle conjecture, not gonna happen for lots of reasons, some of which you mention.
-
Oh, it can do that all right. But I use it mostly for road maintenance and brush/tree clearing. The rear aux hydraulics are currently hooked up to provide tilt/trim for a 5-1/2' box blade, or (by swapping aux hoses) run a small two-finger grapple on a toothed bucket for grabbing & lifting logs, rocks, stumps, etc. to a max of about 1100 lb. If the pump provided sufficient volume, I suppose I could run a pair of long lines from a press located inside the shop out the door to the tractor, turning the tractor into sort of a very large 4WD mobile power pack. This is not a big farm tractor, just a little JD 3032 compact, and as I recall the pump is only 6 gpm or so at around 2200 psi. Maybe not enough flow there for forging. The tractor is normally parked inside the shop, but of course I'd have to move it outside to power a press to keep it from freaking out my CO detector, not to mention killing the press operator.
-
Not sure if there would be sufficient gpm, but could the aux hydraulic system of a 30-40hp tractor power a homebrew shop press?
-
Pnut, here's what I cut up to 4-1/2 x 9 to use for my floor. [Commercial link removed per TOS.] Cuts easily with a 7" diamond circular saw blade (and breathing apparatus, of course). Cordierite is NOT high alumina as Frosty pointed out, but even coated with Matrikote it suffered from flux adherence, which kind of surprised me.BTW, Frosty, I did remove the hard brick floor piece when I put in the kiln shelf. FWIW, overall, I've been very happy with my DB forge, my only mild regret being maybe I should have sprung for the two-burner. But that's a good excuse to build one. Have fun!!