

Jymm Hoffman
-
Posts
312 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by Jymm Hoffman
-
 According to John A. Muller's "A Treatise on Artillery," first published in 1757, reprinted in 1780.
According to John A. Muller's "A Treatise on Artillery," first published in 1757, reprinted in 1780. -
-

-
 I make the pans as well as the legs and handles.
I make the pans as well as the legs and handles. -
 approximately 21" long.
approximately 21" long. -

-

Today's Anvils Compared to The Older Ones
Jymm Hoffman replied to markh's topic in Anvils, Swage Blocks, and Mandrels
Thomas is correct about foundries and getting Postman's book, "Anvils in America." Today it is actually less expensive to pour the whole thing out of one kind of metal. The reason why the anvils I have had made are being done is H13 is the best price for performance, etc. I would have preferred S7, but it is more expensive (at least in the foundries I approached,) and while H13 does not get as hard on the Rockwell C scale, it is designed for hot working dies in presses and other large forging hammers. So theorectically, what ever we do to them will not change the hardness. We are hitting 52 to 54 Rockwell, where as S7 will push 60. Is there that much difference between Rockwell 54 and 60. I don't really know, but I don't think it is worth the extra cost. Also casting completely with one of these tool steels, they are "through hard," horns and body. The old wrought iron with steel faces were done that way because it was the best use of the material in the day, steel was much harder and more expensive to make and use. Fisher was one of, if not the only, company that perfected casting an anvil with a steel face. While Pedding House still claims to forge their anvils, from my understanding, they only forge the top half. The base is actually a casting today. -
Most forges/furnaces using natural gas (Johnson) use low pressure gas with blowers. While I have not tried one of my forges with nautral gas, it is built on a system similar to Johnsons, but a lot more effecient. The Johnson style furnace is very ineffecient and expensive to operate. While I do not build mine with thermocouples, they can be added for about $100.00 from NC Tool. My smaller 2 burner forges will do many projects. I have used 20lb. propane tanks and rolled steel of similar size for shells. Prperly lined with ceramic fiber blanket and ram refractory on the bottom, they hold up very well. I use them every day, along with a lot of forge welding.
-
Paul, I started writing my initials this way around 74-75, then got the idea to incorperate them into a mark after I started my own business in 81. Similar minds? The only difference from the sign is my mark is in a square cartouche, (carved the initials into the end of a square punch.) Since the sign is a cut out, the horizontal line for the A stops short so that part does not fall out. My intials are JAH.
-
How do you earn your living?
Jymm Hoffman replied to larrynjr's topic in Blacksmithing, General Discussion
1981 through 1988 full time self employed blacksmith 1988 through 1990 full time Interpretive Programs Manager at Old Fort Niagara, part time self employed blacksmith 1990 to present full time self employed blacksmith -
I made the sign brace in 1981 while a student at Salem College. The sign was made in March of 2007 by Country Fab, with their new computer controlled plasma table. My initials in the center is what I have been using as my mark for over 20 years.
-
Depending on the blower and orifice size you are using, but you should not need that much gas pressure. I use barbeque regulators that puts the pressure around 1/2 pound and an orifice of 1/8", and blowers from Kayne & Son that produce 36 ounces of pressure at 112 CFM. Blacksmiths Depot. I just spoke to them, this blower is currently out of stock, but on order. I also have a ball valve at the forge and the tank (which is outside of the shop and CO2 detector in the shop.
-
I do a lot of forge welding in my gas forges. I cover the ceramic fiber blanket on the bottom half with about 2 inches of ram refractory (or plastic.) The flux will not damage this stuff and actually puddles with scale in the bottom after it builds up and can be scooped out while hot and molten. The best stuff I have used is AP Green's Green Pack 85, ANH Refractories
-
 Unfortunately, I had to take this one in the rain.
Unfortunately, I had to take this one in the rain. -
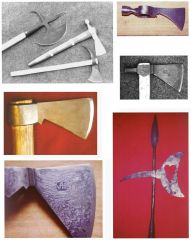
 This is what has been keeping me busy the last few years, doing the hardware for Ft. Ligonier's "Compete the Fort" project. Fore ground is a Light 6 Pounder, British 1750's pattern according to John A. Muller's "A Treatise on Artillery", first published in 1757, again in 1780.
This is what has been keeping me busy the last few years, doing the hardware for Ft. Ligonier's "Compete the Fort" project. Fore ground is a Light 6 Pounder, British 1750's pattern according to John A. Muller's "A Treatise on Artillery", first published in 1757, again in 1780. -
Just a quick reply as I head out to my shop for the day. I have been using blown forges since 1993, with low pressure propane. The systems have evolved out of Johnson Furnaces. Many industries use Johnson style furnaces on natural gas, at house hold pressure and higher pressure blowers. These are very inefficient and slow to heat up. Mine on the other use about 1/2 gallon of propane an hour on the 2 burner to 3/4 to a gallon on a 3 burner, depending on the size of the forge. I buy blowers from Kayne & Son that work great for my smaller every day use systems. While I use propane and have not tried my system on natural gas, they should work just fine. They are not as complicated to build as naturally aspirated systems. One trick is having a higher pressure blower. Now to the size of your system. Too many people want to build industrial size forge/furnaces when they only need something much smaller. How much metal can you pound on at one time? Unless you are heat treating very long pieces, bending very long pieces, or have a large power hammer with a crane, I would recommend starting with a shell that is no more than 12 inches long and 12 inches wide. I have used old 20 pound propane tanks with great success and made a living using these. I do have a larger one for larger scale work. These are lined with 2 inches of ceramic fiber blanket and a layer of ram refractory on the bottom to protect the blanket and it helps the way the system works. I will post some more information later. Off to pay the rent and taxes.
-
The patterns are reusable, we were discussing another size. I am considering having a larger one made, to produce an anvil in the 275 to 300 pound range. These patterns are made of pine. If we think we would need to make thousands of these anvils, they would probably use mahogany or what ever the pattern maker and foundry thought best. The pine patterns, which have been painted, are holding up very well for the small runs we are doing.
-
Depends on getting the pattern (and having the money to pay for it of course.) Probably 6 weeks for the pattern, from when I place the order, then at least 12 weeks until it is poured, then a few days for heat treat and grinding. At this point I have to pay taxes before I can get another pattern. Just think, if I did not have to pay as much in taxes, I could put more back into my business, what an idea.
-
I have not, but not afraid to look into it.
-
Thanks for the positive comments. More information about the anvils is available in the photo gallery under my name. The cost is $825.00 for the Colonial Pattern, with a horn (about 100 pounds,) or without the horn (about 95 pounds,) and $850.00 for the double horn, weighing about 110 pounds. I will make a donation to this site for every anvil sold in which the buyer identifies this site as the source of information. I currently do not have a website, may put one together soon. I am very busy for the next few months wrapping up projects for Ft. Ligonier, more canon carriage and wagon parts. At this time I do not intend to make any more size anvils other than the larger double horn previously mentioned. The patterns are pretty expensive. I started having these done because this is what I wanted. Due to encouragement from others, I am making these available to anyone that wants to buy one. At this time, they are only made to order. If I sell enough of them, I will eventually have extras made to put on a shelf, of which I don't have a lot of space for that either. However, if there is enough interest and cash put down, we can do almost anything. At the current rates, pretty much figure about $8.25 per pound. That may sound pricey to some, but you will never wear these tools out, but it could be fun trying. I did the design work, with input on the Colonial Pattern from Ken Schwarz of Colonial Williamsburg, and a pattern maker did the patterns. He lives about an hour east of me (Northeast of Pittsburgh and I am Northwest of Pittsburgh,) A foundry that is a little over an hour northwest of me in Youngstown, Ohio, does the casting. The heat treat facility is also in Youngstown. The colonial pattern is not an exact copy for several reasons. I did not get permission from an owner to copy one, I do not want one of these being passed off as one from the 18th. century, (no handling hole in the bottom,) but I did want to capture the style. The double horn is based on a couple different ones I have used and combined features I liked. The double horn pattern could be altered to be similar to an 18th century version of a double horn from France or one of the German states. I will be using a Colonial Pattern anvil, along with my reproduction traveling forge, in my first set of demonstrations at the Great Lakes International Iron Fest, Buffalo, NY, Memorial Day weekend: The Great Lakes International Iron Fest 2008 The second demonstration I will be using my design of a gas forge, the double horn pattern, as well as a SayMak SPH 50, sold by Tom Clark. I use one of these and a SayMak SPH 60 in my shop. These are wonderful machines and a pleasure to use. I have developed some special dies and tools for some of the products I make. One being large headed nails, strake nails to be specific, used on canon and other artillery equipment of British patterns in the 18th. century.
-
I finally posted photos of my latest anvils, Colonial Pattern and Double Horn in my photos. I haven't figured out how to edit the text. I use the Colonial Pattern for historic demonstrations. The double horn is being used almost daily in my shop. I have a larger double horn of another manufacturer that I hope to replace this spring or summer with my variation in the design. While I really like most of the design of this anvil, what I don't like is more than one pritchel hole, the upsetting block is a waste of steel, plus the steel used in making these anvils is not as hard as I would prefer. I am having pretty good success with H13. H13 is a hot working impact steel that is acutally more affordable than others with this foundry and the heat treat facility like to work with it. I had a lot of troubles with the first foundry and finally found one I can work with and is much more reliable. Only thing I don't like is doubling the costs, but "you get what you pay for." The new foundry can and does analyze while molten and cooled. They send the chemistry list with the anvils to the heat treat facility, where they are also ground top and bottom. If anyone is interested in purchasing one, contact me pm. I will donate a portion of the sales to IForgeIron if you tell me you found it here.
-
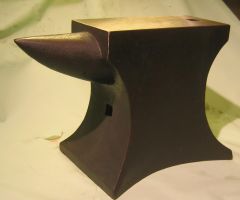
 Cast from H13, Hardness is 54 on Rockwell C scale. The face is 4-1/2 inches wide by 9-1/4 inches, the horns are 5-1/2 inches, 9-1/4 inches tall, base 6-1/2 inches by 11 inches, 13/16 inches hardy, 3/4 inches pritchel. These weighed 111 pounds at the foundry, prior to heat treat and grinding the face and bottom. I doubt they are under 110 pounds. We might make one more minor change to the pattern. It is ready to use as it is now. If anyone is intersted in buying one of these, the cost is $850.00 plus shipping. I will donate a portion of the sale to IForgeIron if you tell me that is how you found out about it.
Cast from H13, Hardness is 54 on Rockwell C scale. The face is 4-1/2 inches wide by 9-1/4 inches, the horns are 5-1/2 inches, 9-1/4 inches tall, base 6-1/2 inches by 11 inches, 13/16 inches hardy, 3/4 inches pritchel. These weighed 111 pounds at the foundry, prior to heat treat and grinding the face and bottom. I doubt they are under 110 pounds. We might make one more minor change to the pattern. It is ready to use as it is now. If anyone is intersted in buying one of these, the cost is $850.00 plus shipping. I will donate a portion of the sale to IForgeIron if you tell me that is how you found out about it. -
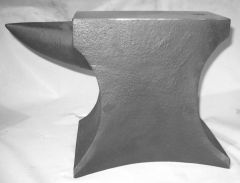 Another angle of the final modification of my colonial pattern anvil. Cast entirely of H13, fully heat treated, 52-54 on Rockwell C scale. The face is 4-9/16 inches wide, 9-1/2 inches long, horn 4-1/2 inches long, and about 9-1/2 inches high. I did this for demonstrations requiring historic tools prior to 1820. I primarily use it with my traveling forge I use for 18th. century shows. If anyone is interested in purchasing one, the cost is $825.00 with or without a horn, plus shipping. I will donate a portion of the sales to IForgeIron if you tell me you found it here.
Another angle of the final modification of my colonial pattern anvil. Cast entirely of H13, fully heat treated, 52-54 on Rockwell C scale. The face is 4-9/16 inches wide, 9-1/2 inches long, horn 4-1/2 inches long, and about 9-1/2 inches high. I did this for demonstrations requiring historic tools prior to 1820. I primarily use it with my traveling forge I use for 18th. century shows. If anyone is interested in purchasing one, the cost is $825.00 with or without a horn, plus shipping. I will donate a portion of the sales to IForgeIron if you tell me you found it here. -
 Final modification of my colonial pattern anvil. Cast entirely of H13, fully heat treated, 52-54 on Rockwell C scale. The face is 4-9/16 inches wide, 9-1/2 inches long, horn 4-1/2 inches long, and about 9-1/2 inches high. I did this for demonstrations requiring historic tools prior to 1820. I primarily use it with my traveling forge I use for 18th. century shows. If anyone is interested in purchasing one, the cost is $825.00 with or without a horn, plus shipping. I will donate a portion of the sales to IForgeIron if you tell me you found it here.
Final modification of my colonial pattern anvil. Cast entirely of H13, fully heat treated, 52-54 on Rockwell C scale. The face is 4-9/16 inches wide, 9-1/2 inches long, horn 4-1/2 inches long, and about 9-1/2 inches high. I did this for demonstrations requiring historic tools prior to 1820. I primarily use it with my traveling forge I use for 18th. century shows. If anyone is interested in purchasing one, the cost is $825.00 with or without a horn, plus shipping. I will donate a portion of the sales to IForgeIron if you tell me you found it here. -
I have used old axles, 4140, H13 and S7. I prefer H13 or S7. They are very tough to forge and have a narrower temprature range to forge. Once finished and heat treated correctly they are very tough hammers.