

FieryFurnace
-
Posts
2,106 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by FieryFurnace
-
-
Just a reminder that Chase Saxton and I are hosting a Blacksmith Hammer-In at his shop in Scottsville Kentucky THIS Saturday. (March 16th 2013)
Email Chase at kyblacksmith@gmail.com for info and directions! -
Just an el-cheapo swage block from ebay and a spring steel hand held top fuller.
-
March 16th is the date for the NCAB meeting at Big Blu shop and I always go to it. I thought that the KY meeting was that same weeend. If it is the 23rd I will try if I can get "permission" to be gone two weekends in a row.
How 'bout checking that out and let us know.
Sorry 'bout that Wayne! Ours is the 16th as well.
-
This is the heat treating "forge."



Hook up a blower and it works like a charm.
-
Thanks guys!
Wayne and Jonathan: Are you guys coming to the hammer in we're hosting in Scottsville at the end of the month?
Tenn Clif: If you live in Tennessee or Kentucky you should consider coming to the hammer in too.
PM me with your email addresses if you're interested in coming. I believe the date is March 23rd.
-
Long blades have a tendency to warp, and the shape may have contributed. If you don't get it flexed straight during the window of opportunity after the quench, run it through your first temepring cycle and then follow this method:
Take a flat piece of stock thick enough it's not going to flex much, and a couple of spacers. I use flat washers. Put one washer on either side of the warp, then lay the stock across them so that it has a gap between it and the blade. Then use a C-clamp and flex the warped part of the blade toward the flat stock, a little past the center line. Then, with everything clamped together, run it through the second temepring cycle. After that, unclamp and check for straightness. If need be, clamp it again a little tighter and run it through your third tempering cycle. You can repeat past that, but most of them are fixed by the end of the third cycle, which is how many tempering cycles my blades get anyway.
This is a technique I learned from Rick Marchand, who's a decent enough fellow for a Canadian. It's saved me a lot of hassle and heartache.
Neat trick! Thanks! I'm working on a much shorter blade in my spare time, but it will be a few days before I can get to heat treating. We'll see!
-
I did normalize three times prior to heat treating.
-
That shovel is awesome! What size stock?
-
OK so I like small swords. (not like little swords......small-swords)
So I forged out a long pointy thing with a v-shape blade.
It turned out really nice. About a 31-inch blade, shaped like angle iron, (instead of a solid hollow ground triangle,) It had a full tang and I was very pleased. With a bit of polishing it looked really good. The blade and full tang weighed about 16-ounces. (1-pound)
So it was ready for hardening. I set up a make shift, wood fired, sword forge (4 concrete blocks, pipe with holes, and air source all laid on the ground outside of the shop.
I heated the blade to an even temperature all of the way down (very even, I was particular,) and quenched in oil (leaf spring material.) You all know what's coming. It came out warped. It warped in the direction of the inside of the V of the blade, not the other way.
I hoped this could be straightened after tempering.
So I re-polished and tempered. I used the open wood fire coals to temper, running the blade well above the fire back and forth until I got an even dark bronze all of the way down.
I then tried using a rubber hammer over a hollow in my burn stump to straighten the blade. I wish I'd had the camera on record because you could have heard the steel laugh at me.
This called for more extreme measures like over the hardy hole on the anvil. All to no avail.
Next was the post vise, flexing the blade. I tried flexing from several points, and ended up busting the end. I should have done a second temper or ran the first one a bit farther. However, the blade flexed something like 45 degrees before busting, and it returned true every time before it busted.
So the bummer is it broke. However, I couldn't be more pleased with the actual blade and the uniformity of the temper and the amount of flex I achieved.
Here are some pics.



I've got other work that will be keeping me busy but I hope to start my next blade in the afternoons. I will continue to use scrappy spring as I have it available. My steel yard sells new 5160 and I can get drops of round stock from them as well.
Thoughts, critiques, suggestions welcome!
-
Little high for striking. Maybe about 30 inches to the top. I like it for general work. I never do any striking in a vise anyway, so it's at a good regular working height. It's the same vise as Brian has.
-
thanks guys!
-
Steve Sells provided some great information in last weeks knife chat,,,about sords.....may be worth a look.
how do I pull up old chat sessions?
-
Once again here, as all of my very few sword posts have been, I'm just probing for basic info. I'm not a blade smith of any type and I do not pretend that just because I can forge a scroll or a leaf, that I can forge a broadsword capable of battle.
My last post was in relations to the "small sword," a triangle blade gentleman's sword.
I've really gone and done it now. I've forged a 30 inch V-shaped blade (more like an epee than a slightly hollow solid triangle small sword blade.) It has turned out fairly decent. It's good and straight in all planes and just needs to be polished up. It's probably got more of the heft of a rapier than a small-sword, but once again, I'm not a blade smith.
So anyway, here is the question. I did a bit of reading on warping during the hardening process. There were a couple of posts that had some of the info I wanted. However I do have a question.
Before I harden the blade and risk warping, I thought about using some of the same metal to forge a similar dagger.
If I forge a short 12-inch or so dagger with a blade shape the same as the sword, will it behave the same as the longer blade in the heat treating process?
Maybe that is too vague of a question and if it is I am sorry!
Thanks,
Dave
-
I could not find a web site for them????
Dave
Hi there! I'm Dave Custer Fiery Furnace Forge Blacksmith LLC. Chase Saxton (trip on here) is my striker for doing the hammers!
Harold,
Chase is doing the handle jobs in his shop. We agreed that it would be better to leave the handles a bit on the bulky side so that folks could trim them down however they liked.
Thanks so much for the wonderful comments. I'm glad you guys are pleased with your investments and Chase and I really appreciate your support.
I know for me personally it's a real honor to have been able to spend time under Brian and with the Young Smiths 2012 adventure, to gain the experience to produce the tools I am able to now. It's a real honor as well to know that the tools that I've made are used and appreciated by others.
Hammer on!
-
Here is my 6.25-inch Columbian post vise finally mounted. I bought it back at ABANA 2012 and the only reason I was able to get it was two men at the conference offered to arrange and cover all shipping details and cost. I am certainly very grateful to them for their kindness which I will endeavor to deserve.



The stand will evolve with time to include a lip around the table as well as hammer/tool holders. I also hope to add an upsetting shelf.
This is a great addition to the shop and will be put to good use directly!
-
I am pleased to announce that Dave Custer and Fiery Furnace Forge Blacksmith LLC has officially been accepted into the Kentucky Guild of Artists and Craftsmen.
I submitted five pieces to be juried. I received the juror's comments and checklist in my acceptance letter. I received a high rating in every technique, finish, and design category except one. ("High rating" meaning it was checked as a "strong point" instead of "develop further.") The one was brazing and as I did not submit any brazed pieces, that category simply received a N/A. (not applicable)
I also received several hand written comments. All of them praised my level of detail and attention to finish and technique. One comment suggested the handle on my hammer be larger towards the back more like store bought handles, but I suppose that is more a personal preference. (I like my handle straight in profile all of the way down.)
Once again, I would like to thank all of you guys for the support you've given me thus far in all of my endeavors. This forum has played a large roll in getting me to where I am now and in reaching this milestone. You guys are great! It is an honor to be a part of this forum! Thanks!
Here are pics of the five pieces I submitted.




-
I think making your own hammer is awsome. I don't think I would have a problem making one ,knowing what I know and have done before. but making the punch is gonna kick my tail. cannot get my head wrapped atound the shape to make one. put in a lot of handle over the years so the eye shape I know. gonna have to get aut and start beating one out to fit an old hammer I guess
The shape is in the drift not the punch. The v-shaped eye punch Brian and the rest of us use, is made by cutting the tip off of a piece of steel so that you get a cone point. Taper it round to a bit smaller than the width you want the punch to be at the end, then flatten. (I usually do a 3/8-round taper if I want to end up with a 1/2-inch punch.) You'll want a bit larger for making hammers.
If you have a striker, this punch needs to be made from 1-inch material and punched for a handle. Handled top tools aren't wedged in so the eye is tapered only from the bottom, not hour-glass shaped like the hammers.
If you are working alone, just do a big hand-held punch. 3/4-inch stock should work fine.
The cone tip gives you the V-shape and you pretty much just have to grind the angle bevel.
-
I saw that thread. I just didnt know how to alter the dimensions when going to 1 inch stock. Should I go for 1 inch overlap of the cuts? I found a website that suggested a 1:2 ratio between the arms and the base ( the arms are 3 inch and the base is 6 ). However when i drew this out on paper the base seemed too long. It looked better with a 5 inch leg instead of 6. I guess i could increase the dimensions from the link you posted proportionally based on the stock size difference.
Adjust proportionally from my BP, draw it on paper or a layout table, THEN adjust according to what is pleasing to the eye. Always, always, ALWAYS, do the final adjusting according to what looks right, because most people aren't going to look at it with a taper measure, they're going to look at it with their eyes.
I've never had a call to do any larger ones, but judging from general experience of how steel works, the cuts for the diamond in the center should remain the same proportionally as you upscale stock size.
Best of luck and PLEASE, PLEASE, PLEASE, post pictures when you are done!
-
Neat! I see mine and Trip's! Second from left!
-
If the machine is for sale at $2000 or less, I'd buy it in a heart beat. I personally assisted Clay and Walt Beckwith with a North Carolina bid and I think every participant in the class of 20 hammers, had a materials cost of about $1000-$1200.
It is probably worth more than $2000 but after $2000 I'd start hesitating, as you could probably find something similar for around $2000.
I put in a 3x5-foot concrete pad 6-inches thick with rebar supports both horizontal and vertical. Works like a charm. Thicker is better!
-
I love the hammers. I have one and it really moves the metal.
Hey, what is Chase's website? I was on it once and now can't find it.
Thanks!
Larry -
Yes you know what clinkers are. The tan chunks of metallic junk in the bottom of the firepot.
A clinker breaker is not intended to get rid of the clinkers in the firepot. If you've got a really dirty fire late in the day and you want to do some forge welding, you need to dig down inside the firepot with a poker or spoon and dig all of the clinker out. (I usually don't worry about clinkers when it comes to welding. I've never had too much problem with them.)
The clinker breaker's function is, when the clinker gets pretty thick and starts to block air flow, you turn the breaker and it clears out the area where the are comes into the firepot. It does so, without disturbing the fire much.
It also makes the morning firepot cleaning a lot easier by allowing you to just dump all your dust and small coal and clinkers out, instead of having to try to feed all of that stuff out of little holes or a bar great.
-
OK I was asked for some elaboration on the clinker breaker and air gate assembly I used in my new forge. So here it is.
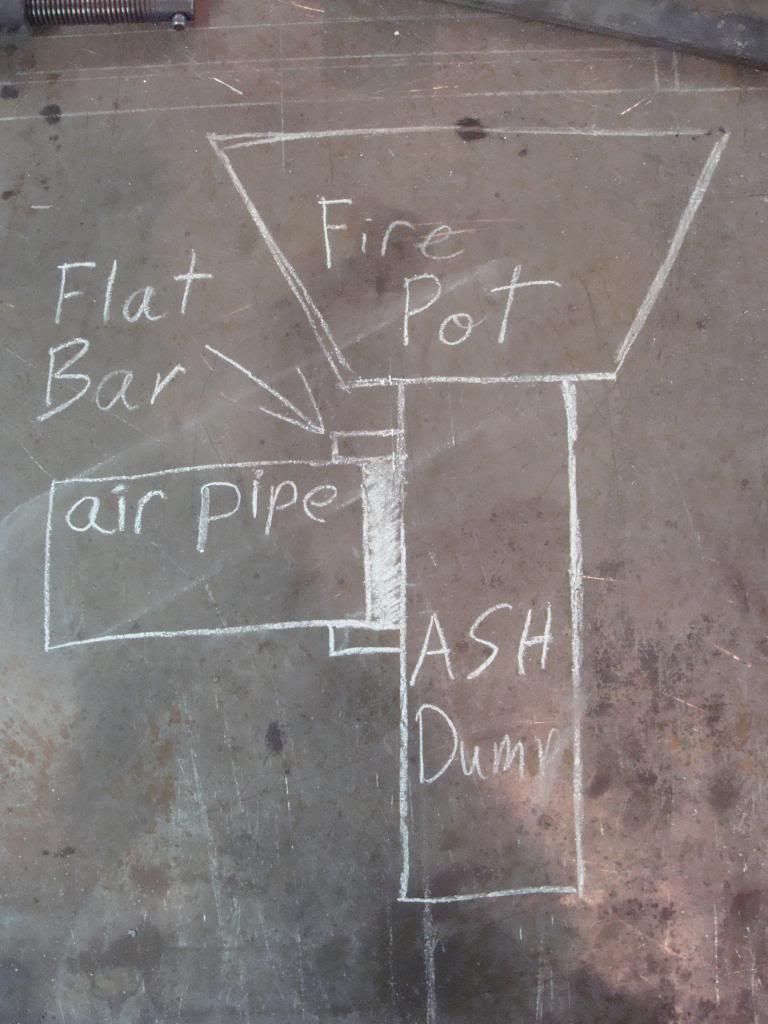
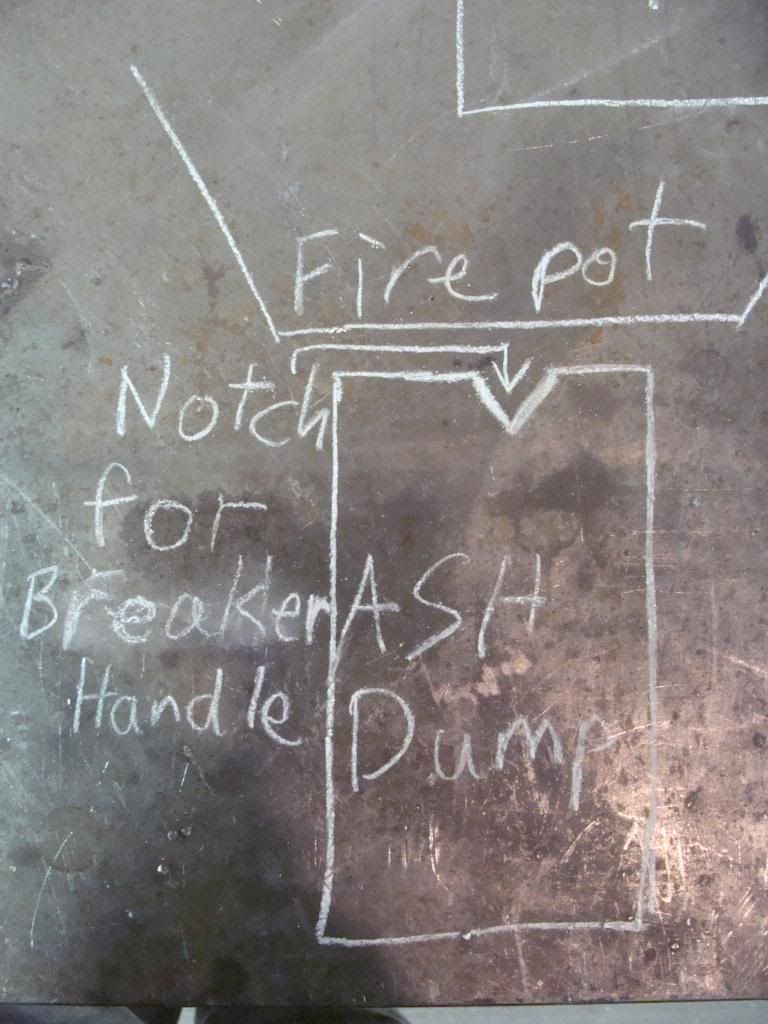
First let's start with some drawings.
Here is a basic drawing of the fire pot, air pipe, and ash dump. The air gate I used is located right where the air pipe joins the ash dump and is represented by the colored in area. This is just a general overview, so you know what parts are what.
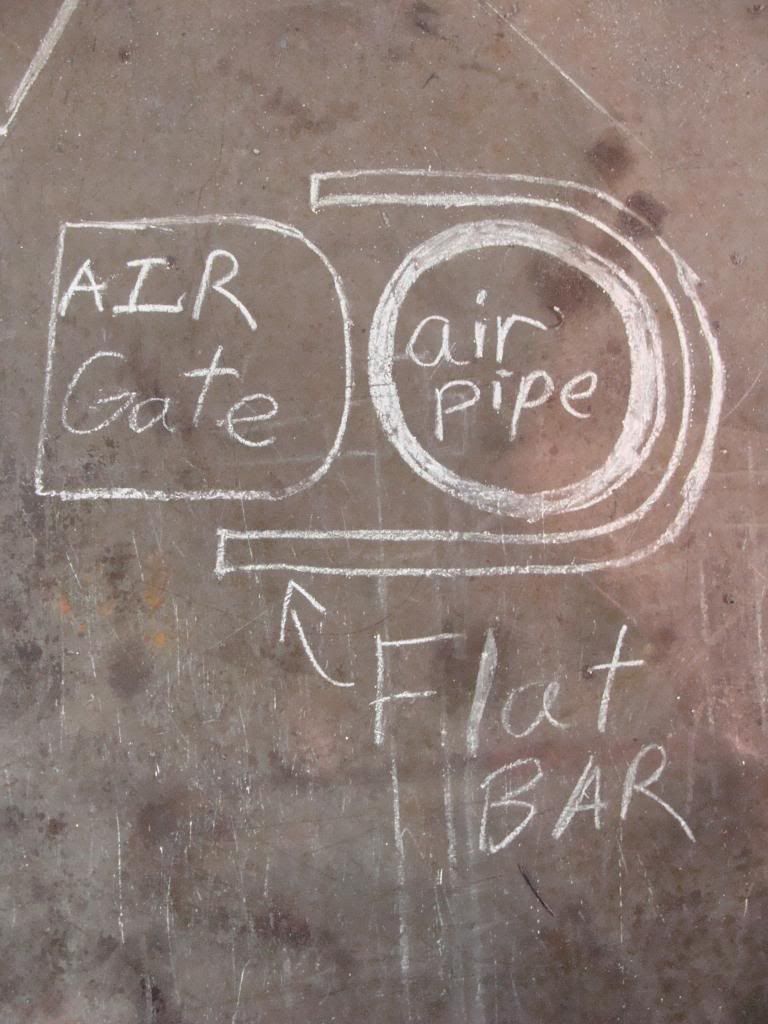
Here is another drawing. This drawing is from the viewpoint of looking down the air pipe. It shows the shape of the flat bar that is bent around the air pipe and houses the air gate.
OK now let's look at some actual pictures.
I put my air gate right up against my ash dump pipe. You could also put it in the middle of you air pipe anywhere. It would take some minor modification of the flat bar to do this, but it would not be difficult.
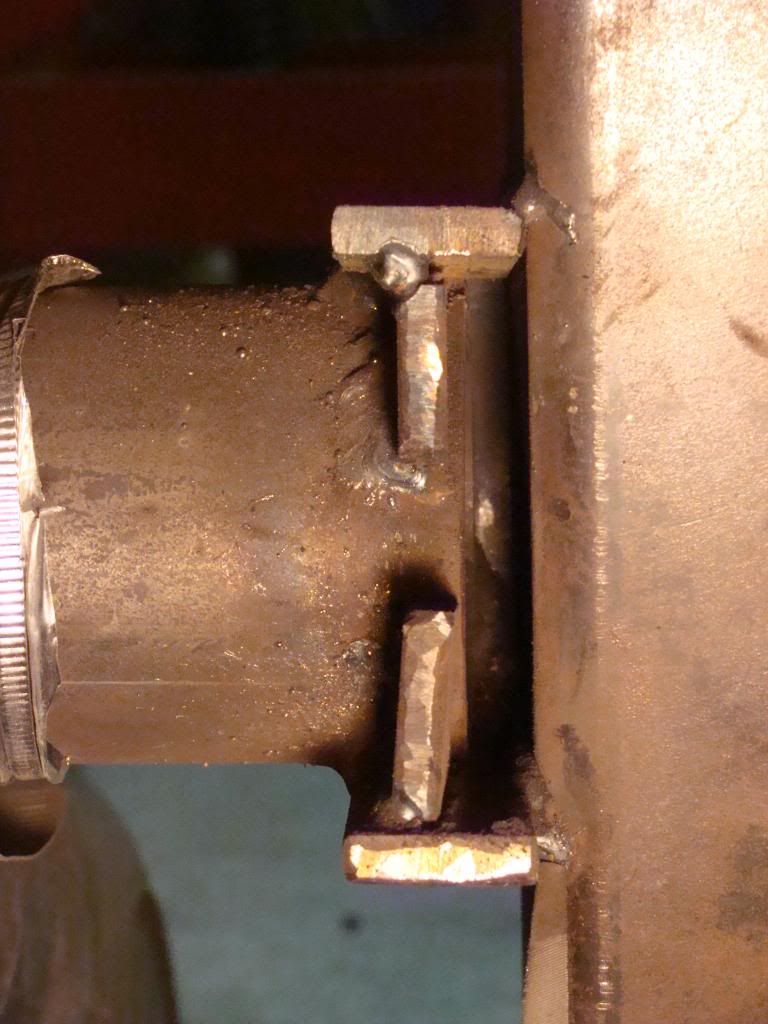
Here is a general look at the front of the air gate.
This is a view from the back.

Let's talk about the anatomy of an air gate. Basically, you need a slide channel for the gate to slide smoothly in and out of. Then you need a pipe going in and a pipe going out. Finally you need the gate itself.
So here is what I did. I cut my air gate pipe to length. Then I cut a piece of flat bar, 0.25-inch by 1-inch material long enough to wrap half way around my air pipe plus a couple inches on the top and bottom for a guide.
I also cut a couple of pieces to fill in the gaps where air leaked out. You can see the collar that wraps around and the stop pieces as well. In this photo I'm using a file as a pointer, pointing out the clearance slot where the air-gate handle slides in.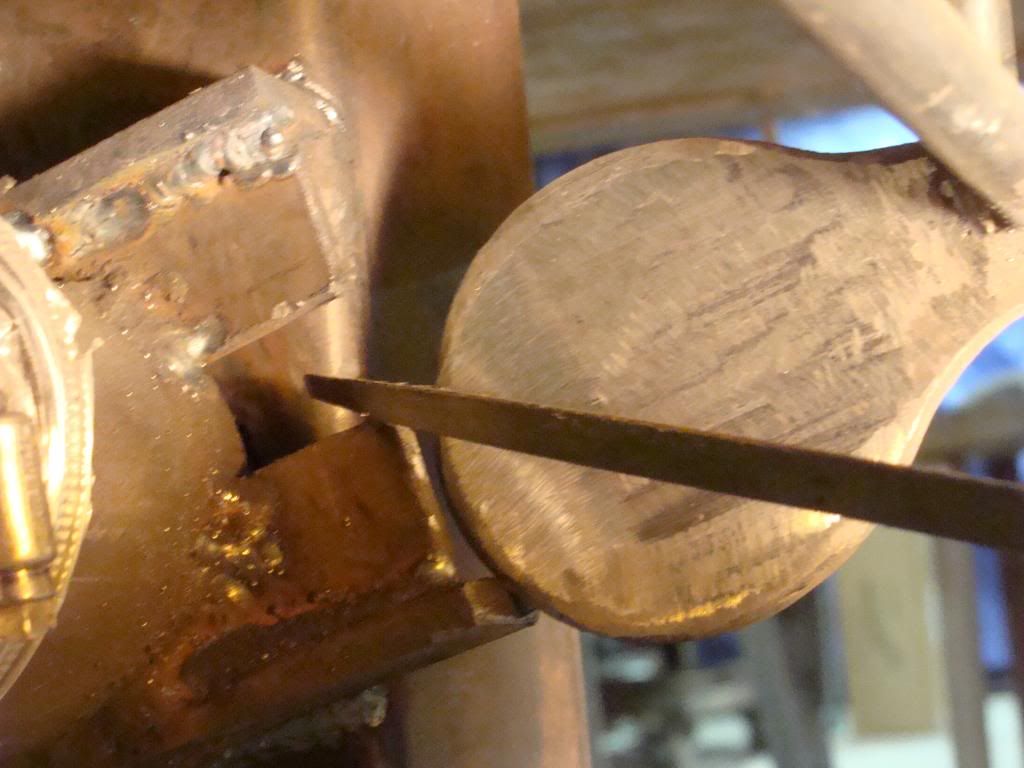
This is the air gate here. It was made from 1/4-inch plate. It was torch cut to the same curve as the pipe.
When I welded my flat bar collar to my air pipe, I hung the flat bar 1/4-inch over the end of the pipe. When welded to the ash-dump pipe, this forms the slide for the air gate to go into. A file points out the area I am talking about.

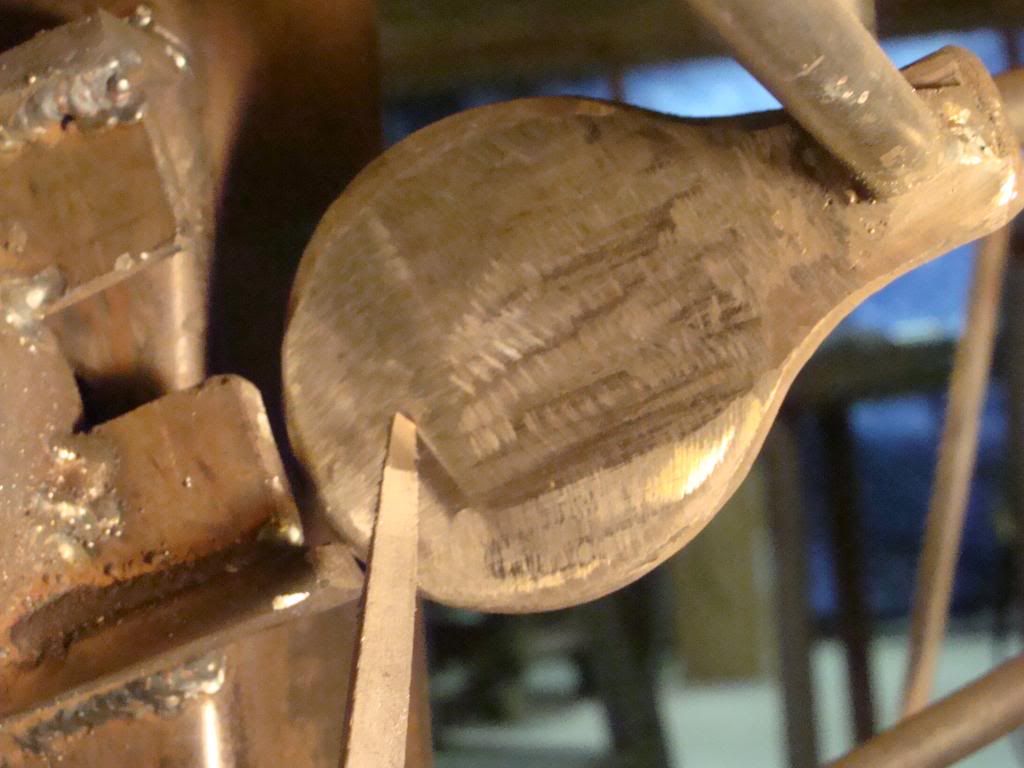
Here the file is pointing out the gap at the top as well.

Now, since I decided to put my air gate right against my ash dump, I had to route my air gate handle in a zig-zag patter. You will need to put a guide on your handle if you use this method, because if you do not, your point of pull will not be straight in line with the steel gate. It will bind in the hole. Make sure your point of pull is straight in line with the air gate.
This air gate is extremely tight and is extremely easy to make. I welded the flat bar to my pipe on one end, and then used the torch to bend it around. It could be heated in the forge and bent around, or even cold bent.
Lets look at the clinker break now.
A clinker breaker is not a piece of rocket science. However, there are some things you can do to make your world a little nicer.
My fire pot is 10-inches by 12-inches on top, and 5-inches by 6 inches on the bottom. It's about 3.5-inches deep. I LOVE IT!
The hole in the bottom is about 3-inches square. Make your clinker breaker so that there is about a 1/4-inch gap all of the way around the clinker breaker. This allows a nice amount of air through without allowing large chunks of coal to fall through.
Here is a drawing of the clearance hole in the ash dump pipe.
Here is a drawing of the clinker breaker and handle from two directions.
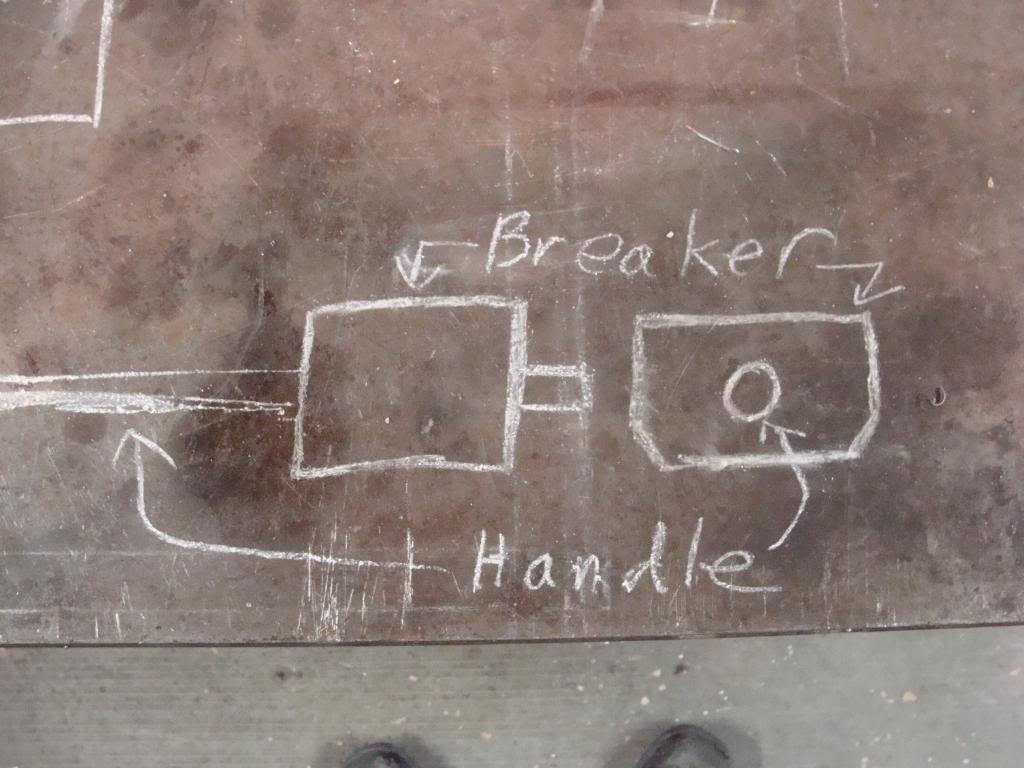
And here is a picture of my clinker breaker turned at an angle for a better view.

-
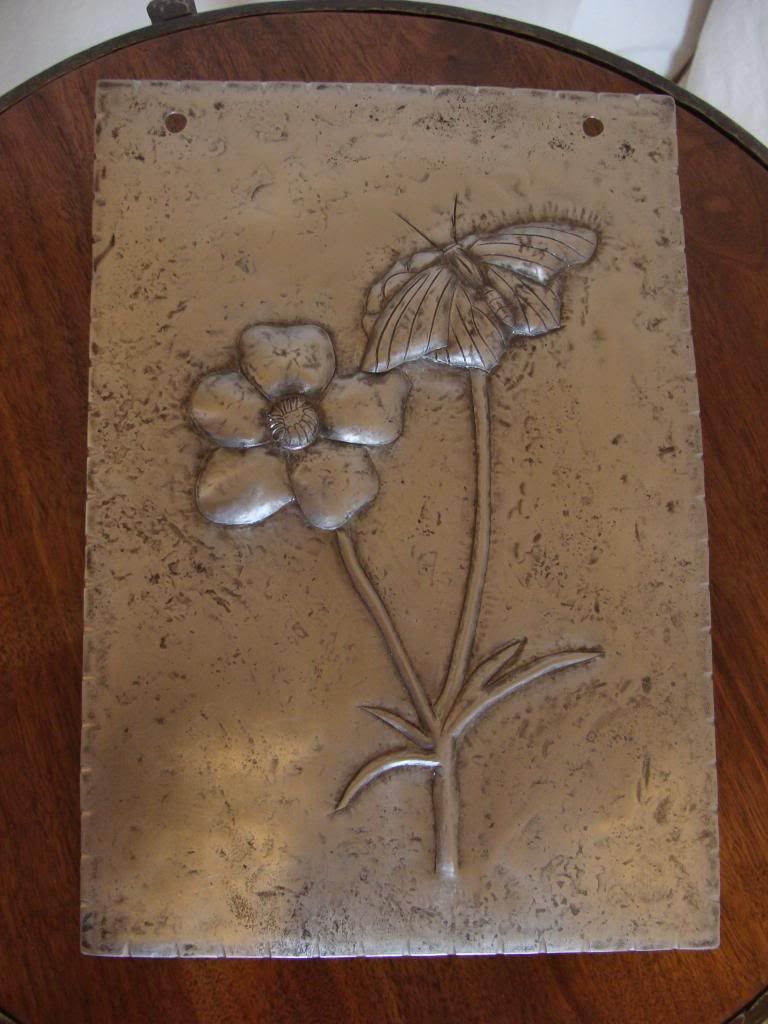
The table top is held in by the copper nails! There are 16 of them. I will be using 1/4-inch lag screws from Blacksmith's depot in my future tables. Copper will be by custom order only and will cost extra.
forged sledge hammer
in Hand Hammers
Posted
Looks great! This is something I've been wanting to do for a while, but don't have the tooling or man-power to make it practical. I'd like to know how long it took ya if you don't mind sharing.
I'm not crazy about the proportions and the rounded troughs but that's just my preference.
Awesome piece. Can't wait to see the finished product!