
jmccustomknives
-
Posts
1,252 -
Joined
-
Last visited
Recent Profile Visitors
7,706 profile views





-
Cool!
-
Sweet!
-
Update: I sent the steel off and had it tested. It's definitely cpm 3v. So even in failure I learned something. 1st thing, I'd never even considered that steels like these acutally have 2 hardening temperatures. One for the iron carbides and one for the high alloy that are 400 deg apart. It was also recommended that I do an interrupted quench instead of plates, so that's going to be fun.
-
I haven't tried that yet. It should rust, but have some resistance. I'm assuming something like A-2. I've got some D-series tool steels. Going to try to anneal and re harden a piece. If that works then I know it's the wrong stuff and not my equipment.
-
I shot for the middle, 1950F with the 1000F temper. Supposed to net 60 RCH Yes, I might have to get on to him at Batsons. lol
-
After about 12 years of tinkering with carbon steels I decided to dive in to the CPM world. I figured the 3V alloy would make a most excellent rough use knife so I purchased a stick. I made a knife via stock removal, and heat treated it per the manufactures specifications. My heat treat oven has two thermocouples, one analogue one electric with a pid. After the plate quench and temper cycles per the specifications I went to clean up the blade. It felt soft so I decided to try it on a brass rod. The rod won, the steel folded like a cheap dress. I took a little test piece and through it into my forge which was heating, brought it up to a yellow heat and let it air cool. It was still soft enough for a file to bite. Repeated the test, this time I water quenched the piece. It hardened, so I snapped it. The grain was very course, borderline burned steel sized. I took the test blade and reprofiled to repair the damage then heat treated as I would a simple carbon steel. It hardened. The steel reminded me of L-6 which I'd purchased from the same, well known supplier. so I took a piece of each and did a comparative spark test. If I didn't know better I got a stick of L-6, but what do you guys think? The pics are the two pieces. If any of you guys have any experience I'd greatly appreciate any input. The third is just a recent bowie I forged up, just for reference.



-

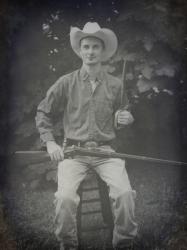
Professional Photography, with a funny story.
jmccustomknives replied to jmccustomknives's topic in Knife Making
Thanks! This was his first foray into blades and they do have their own particular trappings. I played with some more, and cropped them. I think the technique he used can be used to really highlight the blade, but the feed back is welcome.


-
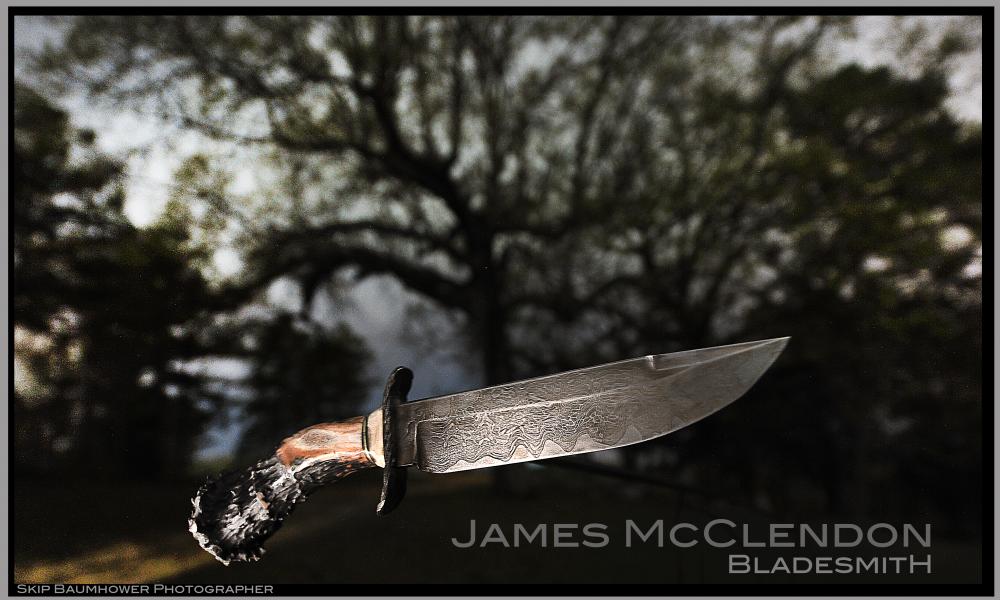
A local photographer had been wanting to shoot some of my work for the last couple of years. I wanted to do it, but getting it scheduled was a problem. Then recently he contacted me on a Saturday afternoon and said, "lets do this". I didn't have a clue what he had planned other than he wanted it dark. So we met up after sunset and took off across town, down a forgotten dirt road and to an old hill top cemetery. By this time it was very dark, no stars. He was getting the shoot set up and some kids came down the road. We had no lights on, so the photographer takes his flashlight and shines it in his face they way kids would telling a ghost story. That truck load of teenagers slowed up and almost stopped as the photographer followed them. lol. They probably told that story the next school day. Anyway, here's one of the pics. While the photographer has done shoots around the world this is his first knife study. So the blade pictured is a cable Damascus San Mai with an 80crv2 core. The handle is an antler drop that was sun bleached. I dyed it brown, which soaked in like a sponge. I figured it was mess up but went ahead and stabilized it. After which black dye was applied. Made for an interesting handle. The guard was forged from 1/2" cable with the live edge left.
-
Cable Damascus Bowie, With a Hammon?
jmccustomknives replied to jmccustomknives's topic in Knife Making
It's a little more challenging to establish the plunges on a blade with a forged in choil. The belt tends to want to wonder a bit at first on those. Once it gets established it's easier to control. One of these days I'll get a 2x72, or build one. -
Cable Damascus Bowie, With a Hammon?
jmccustomknives replied to jmccustomknives's topic in Knife Making
Would you believe i use a 4x36 belt sander from lowes? -
Cable Damascus Bowie, With a Hammon?
jmccustomknives replied to jmccustomknives's topic in Knife Making
Your etch looks good. There are several factors that can effect the etch. I like a strong dilution of FC and take the blade down no further than 800 grit. The next factor is a proper heat treat. The attached pic is 3 blades, the top is fully hardened; center is edge hardened and bottom isn't heat treated at all. The last part if the temp of the etchant. I've found that the etch will appear different if the etchant is 100F as opposed to 70F.
-
Cable Damascus Bowie, With a Hammon?
jmccustomknives replied to jmccustomknives's topic in Knife Making
Thank you, it is beyond flattering that you'd think it's worthy of a pro taking the pics. Lighting this time of year is extra tough, it's either dark or bright. Can't seem to hit that right amount. It would be nice to have it done. I'm not a fan of the hammon, just did it to show that I could. lol Thanks guys. I've tried hard since the first time I got raked across the proverbial coals. It didn't discourage me, but made me push harder. -
Got this one put together. The blade was forged to shape from 1" crane cable. I thought it might be cool to give it a hammon which on cable is kind of tricky to get. The guard was forged from 1/2 cable leaving the live edge. The handle is a chew toy I picked up from the pet store. Yes, they sell elk antlers as chew toys. lol. The secondary wood is cocobolo. The handle is a narrow tang/bolt through design. I used a cable core placed in a copper tube as a decorative accent in the top of the handle. No blade is complete without a sheath.




-
No. There are different grades, but none are blade quality.
-
Stupid (maybe?) damascus combo
jmccustomknives replied to Jclonts82's topic in Heat Treating Knives, Blades etc
52100 has a very bright contrast, even more than 8670 which in my experience is has even more than 15n20. The biggest problem you'll have using 52100 is in the third fold. that's about the time you've lost your outer layer of simple carbon steel (w1). Since 52100 is one of those alloys that is fickle when welding to itself that weld may not fully take. Forget cryo, it's a waste of time on a blade like this. Better to focus on getting the heat treat right than worry about that extra half a RCH you'd get.











