




IForgeIron Blueprints
Copyright 2002 - 2008 IFORGEIRON, All rights reserved.
BP1051 Punch Calculations
Calculations for holes, punching, tools, and measurements marking
by Uri Hofi
There is a basic debate on the calculation and tooling (chisel+drift proportion).
For round hole punching.
Lots of tradition and legends are involved. What I will try to show and demo is a very modern approach out of the tradition. The basic idea is how to punch a line of holes, in a bar, in a way that the length of the bar and the distance between the hole centers will not change.
The calculation in the inch system.
The formula for ''shrink and expansion'' for steel is 0.00000635 xtempin degrees fxod of the hole in thousandths of an inch.
The average temp of the process is 1500 degrees F, if we will calculate on any given dimension we will get 1%.
For example for a 3/4 inch hole 750 thou
0.00000635 x 1500 degrees F x 750thou = 7.08 thou
7.08 thou :- 750 thou x 100 = 0.945% We take as 1% to make the calculation easy
Always when we make the tooling calculation we start with the drift
For 3/4 inch or 750 thou hole we add 1% which is 7.5 thou = 757.5 thou
Now we have a problem if we will follow this calculation of 1%.
After we'll finish the drifting the hole will shrink the 1% back and we will get exactly 750 thou hole and it will be too accurate to put the cross bar in.
So practically we add not 1% but 3% then the drift will be 750 thou + 22.5 thou = 772.5 then after cooling the cross bar will have 15 thou clarence which is very good result for assembly of a complex lattice work.
We do not have in the market steel in 772.5 thou od dimension !!
So we have two options
1) To take a bigger od steel forge to the rite od and leave a little more for final grinding.
2) Cut a piece of 3/4 inch steel (I use H-13) from which you are going to forge the drift. Heat 3/4 of the height with a rosebud, upset a bit more then the 3%, and forge the drift and grind to the final od of 772.5 thou.
Next is the chisel
According to the system you saw in the demo the width of the chisel is exactly the same like the drift 772.5 thou. We will forge and grind the chisel according to this calculation. Even if we forge 10 holes in the line on a bar, the length of the bar, and the distance between the holes will be maintained as planed and marked originally.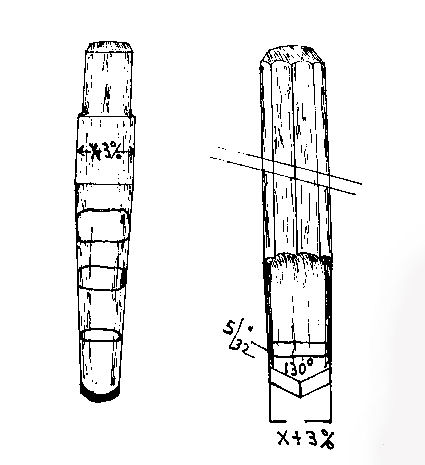
Left is the drift, Right is the chisel.
Law
If the bar will be longer after the operation that means that the chisel was too narrow. If it become shorter the chisel is too wide
Always when I have a project with lots of holes, I take a certain length for sampling and check if there is a change. If there is a change, I adjust the chisel accordingly. Only then do I start the job.
Recommended Comments
Join the conversation
You can post now and register later. If you have an account, sign in now to post with your account.