Jon Kerr
-
Posts
293 -
Joined
-
Last visited
2 Followers

Recent Profile Visitors
2,485 profile views




-
Brilliant advice, thanks so much everyone who took the time to reply! This makes total sense to me now: Forging close to final shape, including shallow bevels, means the angle between the "brut de forge" section and the ground section is minimal meaning some of the deeper defects show through in a fading transition. Thanks!
-
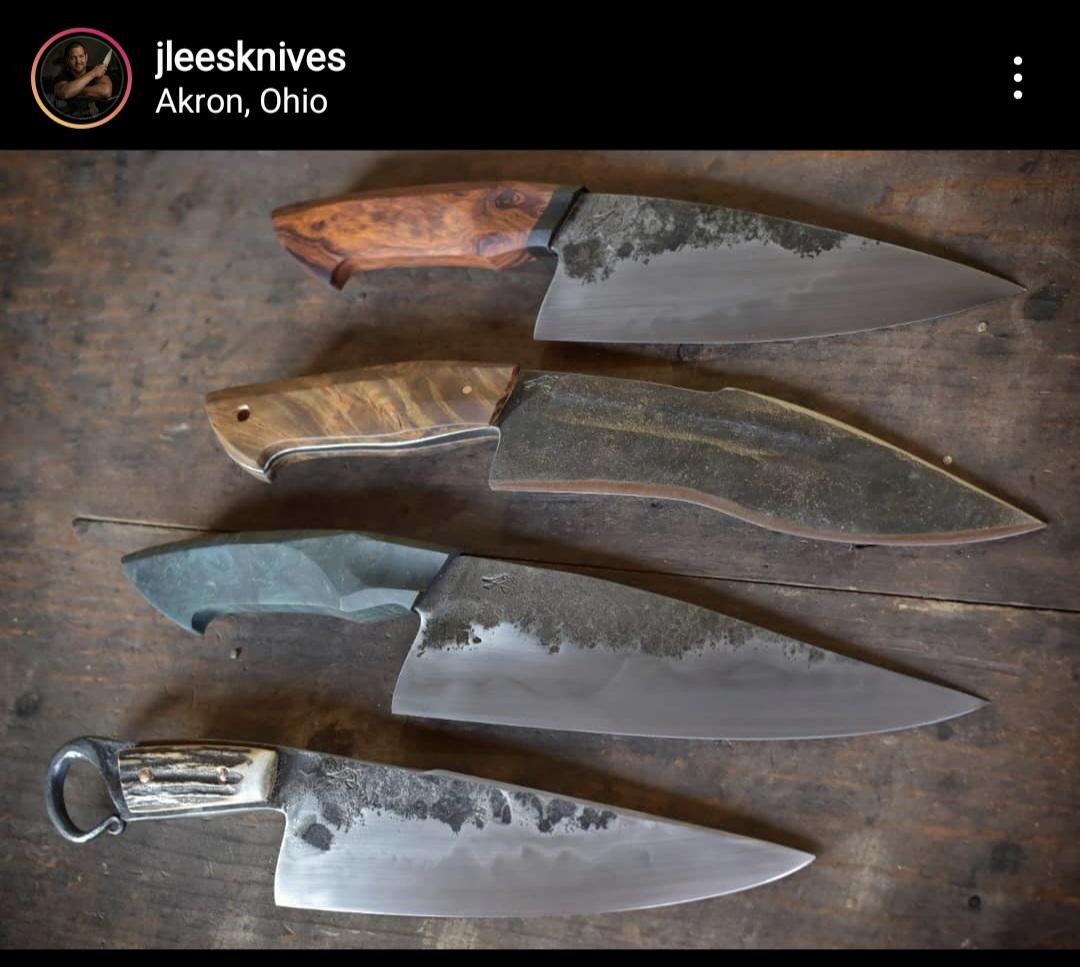
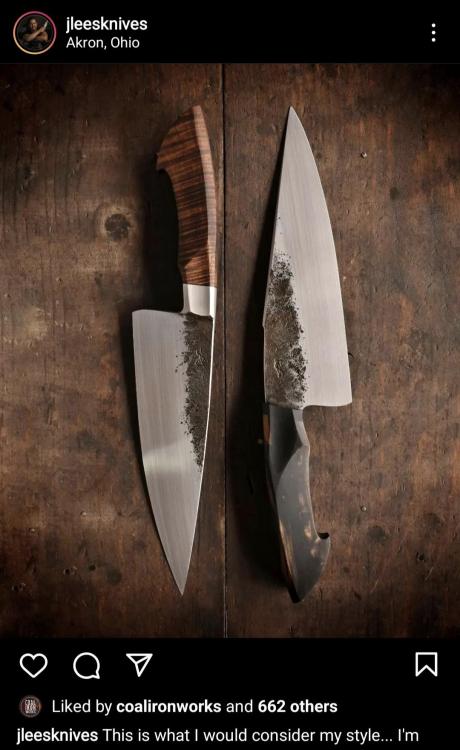
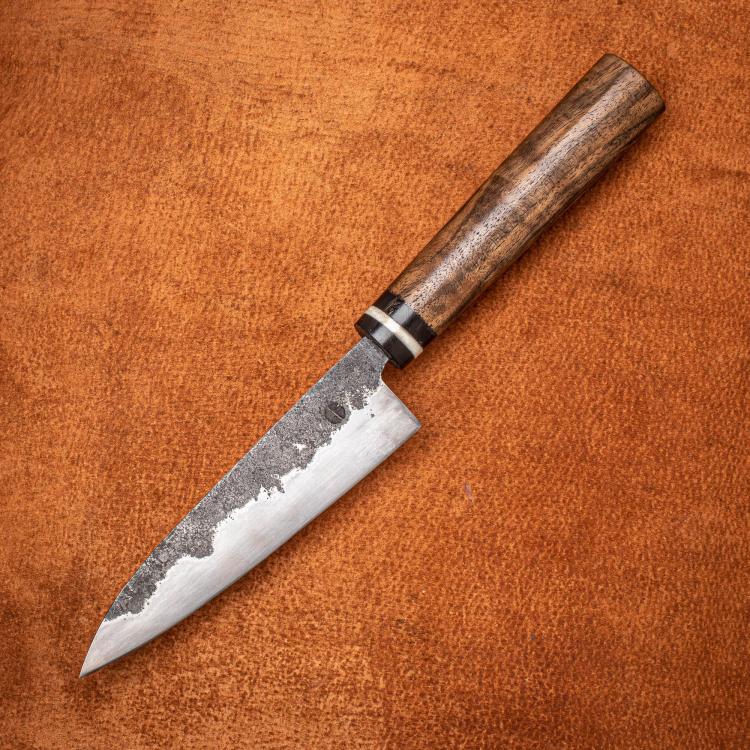
Hi everyone, I'm trying to understand how lots of bladesmiths achieve a beautiful random/organic blend between their ground bevel and forge-scale effect towards the spine of the knife. My grind lines are generally very stark between the shiny and black, but lots of makers achieve a blended, wavy/speckled transition. Are they somehow deliberately driving scale into the surface to achieve this effect? Forging on a scaled up anvil? Or perhaps using a ball peen to create an uneven surface to deliberately disrupt the grind line? Owen Bush and JLees are the stunning examples below.... along with an example of one of my knives with a very stark but imperfect grind line which doesn't look as good. Owen Bush: JLees: Mine:


-
Some green woodwork knives I made recently, with Ash and Bog Oak handles.


-
 Jon Kerr changed their profile photo
Jon Kerr changed their profile photo -
Thanks Thomas, good to know, I will stick to H-13 where possible when making new tooling. Stash- thanks for the detailed response! Thats exactly what I was looking for in terms of the basics of operation, etc. Sounds like its fairly simple. I actually ordered my 12ton with a foot pedal (might be a new accessory theyve release?) so its good to know handheld tooling is an option. Cheers Jon
-
Hi all, I have a Coal Ironworks 12ton press on order to me in the UK, should be here this week. Im crazy excited and also very nervous. I've never used a hydraulic press of any kind before so I'm expecting a steep learning curve and hoping not to injure myself in the process! If anyone has any tips I'd greatly appreciate them. My first, possibly daft, question is- can you use handled tools under the press in the same way you would under a power hammer?
-
A collection of improvised anvils
Jon Kerr replied to Charles R. Stevens's topic in Anvils, Swage Blocks, and Mandrels
This is the multi purpose railway track anvil that I now make with my blacksmithing students, here in Essex, UK. Many thanks to Charles for the idea! It includes: - flat forging section with plenty of mass under the hammer. - fuller ground into the web. - mini horn - hot cut with safety cover! - bloster plate with 16mm hardy hole

-
Hi guys- sorry to ressurect a long dead topic. Is it not possible to do this with a 4" angle grinder and cutting wheel? What happens when you try, does it just burn the wheel out and no cut? Can you not cut the bottom flange (softer) with a grinder and then hit with a sledge to crack the hardened top section? Maybe also score with a chisel as described above?
-
Thomas- yes hopefully. Theres a fair bit of material to grind away. My backup plan is to scale it back up on the forge and go for a partially scaled/blackened finish. Welshj- yes the line is jusy where the coffee stopped! I quite like the broad pattern too, just different. I will follow the above advice and go for a much higher layer count next time just to try different styles.
-
Well, I did as I said. Ground out the problem areas and forged the rest back to round, then square. ... and I made a quick kitchen knife. Couldnt resist a quick grind and test etch. Looks decent, I'm happy! I wish Id been stricter with wire brushing the scale. I have some bad pitting from hammered in scale which may be too deep to grind out.




-
Hi guys, Thanks for the advice, greatly appreciated. I gave serious consideration to the layer count and.... decided to choose the lazy option and leave it as 6 layers as a learning excercise. I just want to see what happens with a really low layer count. I forged to roundish before twisting, but not perfectly round. I regret not taking the time here to get it perfect as I assume it would have avoided the below issue? What do i now do about potential cold shuts? Some sections already seem to have cold shuts from the tight twist, while other look like they are ok and could be forged back to flat without issue. Do I just grind out the problem regions?



-
Tonight I did a test piece for my first ever damascus. Just a simple weld of 6 layers, but something Ive never achieved before. Incredibly happy, this feels like a huge step forward. Tomorrow I'll give it a twist and see how the pattern turns out.


-
Thanks- I'll have to have a dig through the old books as I'd love to find new ways to get the most out of this tool. For the most part I'll be using it to drift hammers and axes without ruining the cheeks, or for bearded style axes. Thanks for the tips for the 90degree bends. It probably seems like an odd request but its because my anvil isnt deep enough (its a block anvil sitting into a wooden frame) to bend the brackets on the edge of the anvil... hence previously using the vice. I imagine using the swage block grooves might be quicker too!
-
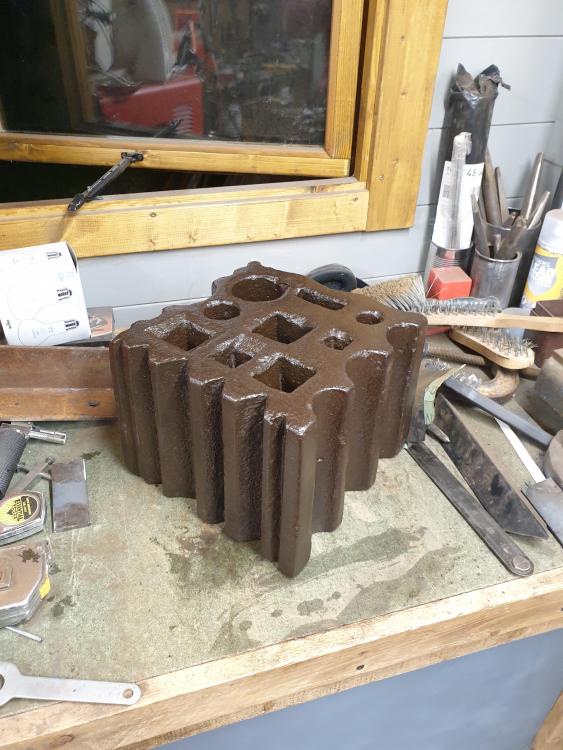
Thanks George, Thanks for the info! I did notice there were 2 types of angles there. Any tips/examples for uses for the 60degree grooves? Could the 90 degree ones be used as an easy way to perform an exactly 90degree bend in flat stock for something like a shelf bracket? Ive been making brackets recently and bending in my vice and they always come our skewed to one side due to the slope on the vice jaws. Would I need a corresponding 90 degree top tool for this job?
-
I managed to aquire this for the bargain price of £50. No markings, seems ancient. Very strange proportions, anyone ever seen one this size/shape and have any info on the style? Happy is an understatement! Cleaned it gently with a hand wire brush and oiled with WD40 and 3in1 mix.



-
Hi all, Not managed as much forging as I'd like, but Ive been steadily hammering away. I wish Id managed to keep these thread up to date- I may do a big photo dump of my progress at some point for anyone whos interested. My latest project (well, actually, I tried and failed on this around 9 months ago, came back to it today and had a lot more success), I need some help from the curmudgeons please! I finally got the weld to take on this hammer face- its a mystery steel welded to a wrought iron body. The face and body werent perfectly size matched so I did try to do some blending once the weld was set. Ive got these cracks/cold shuts/delamination (im not sure- most likely cold shuts from the attempt to blend) along 3 sides. Can these be fixed? Will they close at a welding heat?