.jpg.02cdc5b3ade6d35c797a0e2d05542f39.jpg)
Howling dog forge
Members
-
Joined
-
Last visited
Everything posted by Howling dog forge
-
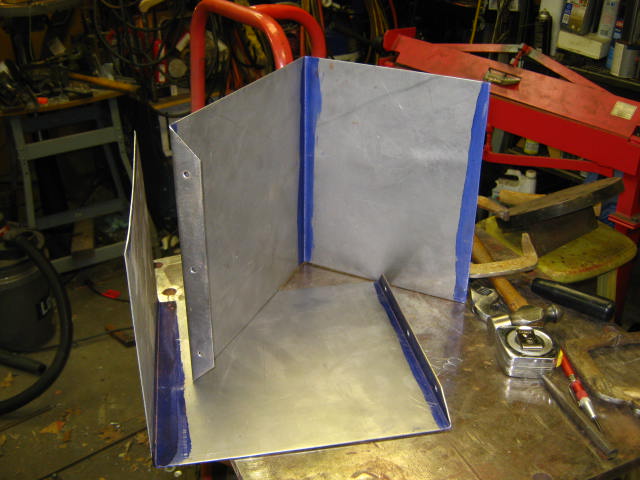
As long as I am in sheet metal mode I think doors are in order so having one piece of 16 ga 10" x 10" left from the sides and scrounging up another piece put a double 90 that would have been a lot easier in 18 ga. but I think it will work for what I have in mind. this should conclude the sheet metal portion of our presentation. they will be positioned about like this ,if all goes right. and if not I guess it's back to the drawing board with tail tucked firmly between legs..


-
-
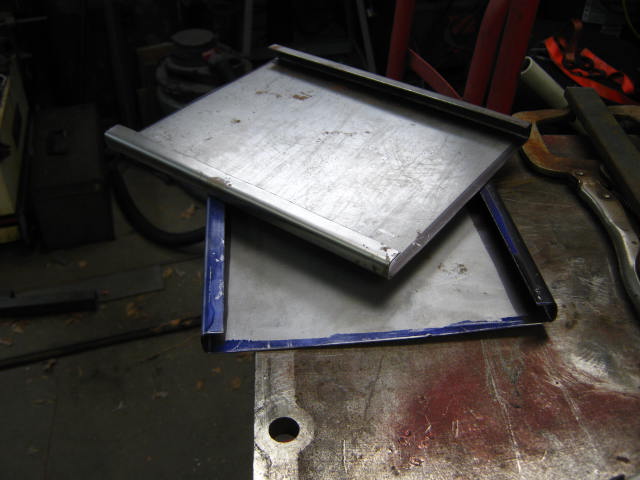
Now for a 350 in ³ box start with a hunk of 16 ga. 10" x 48" . Mark from both ends 1", 11",and 19". Make a cut at 19" HF open throat shear is my first choice, quiet and not a lot of sparks and dust. Now to the brake. two ,pretty much identical pieces, don't forget to deburr edges they make a very nasty paper cut. and if you clamp them together you get a square tube 8" H x 10" W x 10" L. $5 bill for scale.




-
I see what your saying, deserves some thought. move more like a wheel barrow than a hand truck. removable handles maybe.
-
I guess if I was forging all day in all weather and doing it for a living I would build a closed loop heating system with a point or use water heater and and a fountain pump pumping glycol . A thermostat control for the pump would maintain the water temp in the bucket , just big enough for the fuel tank, at a consistent temp and as such the fuel pressure at a constant until the volume would no longer support it. But this would cost a couple hundred bucks so cost justification would be up to the individual. I suppose I am fortunate as not to have a dog in this fight and would, if faced with a tank incapable of delivering pressure, pursue indoor activities. For those with freezing slack tubs, maybe a horse troth heater? Has anyone considered plumbing heat tape?
-
-
A bit tall by some standards but I do dislike leaning down to look in the forge. the original idea was to use a two wheel dolly to move around but it is a bit clumsy so maybe some castors on the back side that make floor contact when tipped back. I am not wild about the idea of the forge being too mobile and it will very seldom be setting on a hard surface when in use so the larger the wheels the better. Still a work in progress.

-
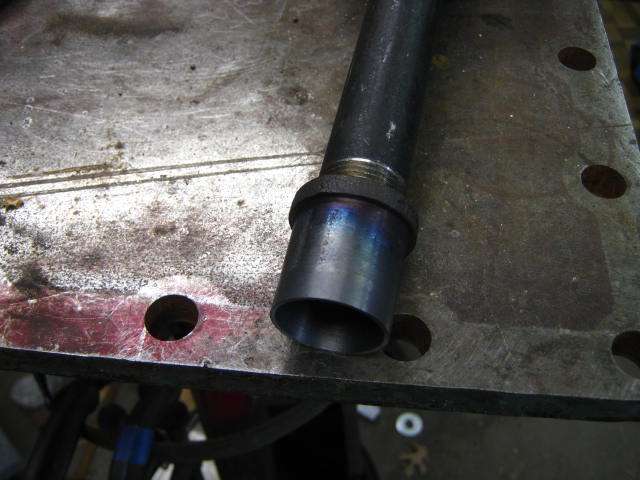
The need of a small-ish 350 in³ single burner that can forge weld,maintain optimum forging temperatures and travel well sets the parameters for this project, lets see what Mr. Murphy can do to discourage me , shall we? First, you gotta have a flame. finished, more or less, two Frosty burners and fired them off. One is as smooth as the xxxxxxxxxxxxxxxxx and the other is a bit ragged. I suspect that the gas tip is slightly out of alignment and I think I can correct that problem. I used Klutch .035 mig tips as they will work in my machine as well, they are only 3/4" long rather than the 1" twecos . I wish I did not have to use quite so many fittings to get what I wanted but if I make the adjustment bolt a bit shorter it won't be quite so extended, a jam nut rather than a regular 1/2-13 will free up some room as well. I can probably take off an inch give or take. this arrangement makes it pretty easy to tune on the fly the 3/4" couplings have been internally tapered at 5° and it does seem to have a positive effect on flame. Tried it from 6 to 15 PSIG with a stable flame throughout. I am surprised at how easy this was, I believe that with all the parts on the bench, even with all the machine time I could build 4 of these in less than an hour and a half. Not I need some malleable couplings that can be welded to the skin for the pyrometer and something suitable size to hold the burner in place, strangely enough not something available at the big box store. Any critique on the flame geometry? I figure the real proof is in the forge. I am impressed by the amount of heat these things deliver. Wow! Now for a box to put one in.






-
I have been overwhelmed by the lack of information and/or the abundance of misinformation on burners and refractory among the smithing brethren. this site and the insight of the people within has changed or realigned a lot of things I had come to consider true. for this I thank you , one and all. In your case Frosty I am happy that someone has done things that will reduce the odds that I will end as a large crater next to my neighbors burning house. In my case I have taken your ideas and made them more complicated, something I am prone to do, but only because I have access to machinery that others may not have. I applaud your effort to make this an option with anyone with any mechanical ability but is equipment challenged.
-
Lit one Frosty burner this evening , just clamped in a vice not in anything yet. I have two projects in mind, replace the refractory and replace the 1/2" burners with 3/4" burners and build a a small 300 in³ with one burner. I think the one burner may offer more research and experimentation possibilities than the other. that thing is going to be super adjustable and super simple, that thing rocks. Frosty, I stand on the shoulders of giants,good job mate.
-
I have no idea where I first heard it but I have been using it for at least 30 years so I am pretty sure that any licence or copy rite has expired. So feel free, you have my blessing, for what that's worth.
-
I am guessing you have an .035 tip for your gas jet? what would changing to .030 do to this situation? what is the interior volume?
-
that should read .8 BTU/Hr/ft²/deg.
-
so a 300 in³ forge with 280 in² of surface area would require just less than 7.5# to apply a 1/2" layer to all interior surfaces. Or 1# will cover about 38.5 in ². And a pound of Kast o lite should be mixed with 2.75 Oz. of clean water. Sound about right??
-
Did anyone notice the volume of a pound of mixed Kast-o-lite??
-
some of the Duraboard 16# boards have a .8BTU/HR/Square foot heat transfer, this stuff just does not transfer heat.
-
Any idea why they so adamantly suggest you not do this?? Is it doing a good job of adhesion at and after temperature to your cement??
-
Matrikote 90 Ceramic Coating is a low cost alternative for ITC-100 for coating ceramic blanket material such as Kaowool and BCS Blanket ©TM. (ITC-100 is a Trademark of International Technial Ceramics, Kaowool is a Trademark of Thermal Ceramics). This material is rated for temperatures of up to 2500 F in a reducing atmosphere, and up to 1560 F in an oxidizing atmosphere. This material should NOT be applied over fire brick, refractory cement, or metal. just saying.
-
did you apply Matrikote over refractory cement??
-
-
-
you must have had to really clip that mig tip back, thank you very much for your experience. Can I assume this was a #30 refrigerant drum , about 9" in diameter?? I had thought about using a #50 but they seem to be rather hard to find, I guess with the current cost of refrigerants having a #50 would require an armed guard.
-
-
Would you be referring to the Zirconium silicate Bentonite mixture for the top coat?? I have a couple of questions on that too. When mixing is it mixed dry ? is it powdered Bentonite or hydrated "kitty litter"? is the hydrated mixture vibrated or put in a vacuum to remove air?
-
I have always maintained that if I was the smartest guy in the room, I was in the wrong room. Not much chance of that in here. I presently own an ABANA forge that I build a couple of months after Dirt was invented, 20 years give or take and I am thinking of relining it and at the same time I would like to build something non recuperative. The ABANA has 1" 2100° fiber board and some type of high alumina coating on floor and walls, the coating is in pretty sad shape and it was never rigidized. I have a thermocouple temp gauge installed and I have never gotten it over 2100 °. I have managed to weld in it but it has been challenging. the new project I am considering is capable of welding, about 600-700 cubic inches with two 3/4" t burners. a square forge about 8"x8"x10"tall is what I have in mind, I have a supply of 1" dura board LD rated 2300° . I am thinking the fumed silica rigidizer and high alumina coating. I am wondering about the IR coating, is it really necessary? I can see using two of those little jars which is a fair piece of change. the issue of chamber height and is of concern and if the t burner ,being a soft burner, will need more than 10" to complete combustion. I am wondering if the straight vertical burner mount is the best plan of if I need to tilt them or maybe even come in from the side. I know this is a bit long and I have just spent a couple days reading and digesting this and the T burner thread and I really need to talk to someone about what I think i learned.
.thumb.jpg.50fad68380cc1afd2d4c77b15961dfa0.jpg)