Hans Richter
-
Posts
493 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by Hans Richter
-
Gents, I respect everybody’s opinion, only talk from my humble experience. Have seen many useful feedback past by (in several treats), especially from you Marc. Didn’t take myself too serious and are open to facts I don’t mention before. Grant you, your chuckle, maybe done on the basis of your wisdom and experience. Bubba, I love you (but Diana more) because of you feedback and understanding of the effects and impact of a BAD weld. Still waiting on a reply of Aus and the real reason of the mail function of his welding device. Cheers everybody, Hans
-
Hi Marc, after 30 years of GMAW(MAG) and SMAW (stick welding) experience, as an certified IWC-S (welding coordinator specific) and as ‘Work safety pope’ in the petrochemical industry, I faced several huge incidents coursed by wrong welding application with in some cases fatal consequences (fail of hydrostatic tests on pressure plates and wrong ‘golden welds’ on steam pipelines). So, sorry for the ‘amount of fancy display’ and mentioning the ‘Indian Guy’. I thought that a least a seller of welding equipment must be comfortable in the standard specification of welding technics. As already mentioned for most of the hobbyists no big deal, but for the ones welding critic equipment (reeling’s, stairs, cranes, presses) an important point to think about. Please don’t take it personal, for me it’s only important to advert the importance of critical welds. Your sincerely, Hans B.t.w. I’m also very curios what was the basic reason of the mail function of Aus’s MIG/MAG/GMAW (whatever)-device
-
Extra weight forklift?
-

What did you do in the shop today?
Hans Richter replied to Mark Ling's topic in Blacksmithing, General Discussion
Very nice, Aus. Will 'copy cat' them ................................both ....................bull heads + business cards -
Das, my friend ………agree! Only respond on some ‘les affaire’ comments I found in the replies of this treat regarding use of welding equipment and basic knowledge in general (Indian guy and stuff like this)
-
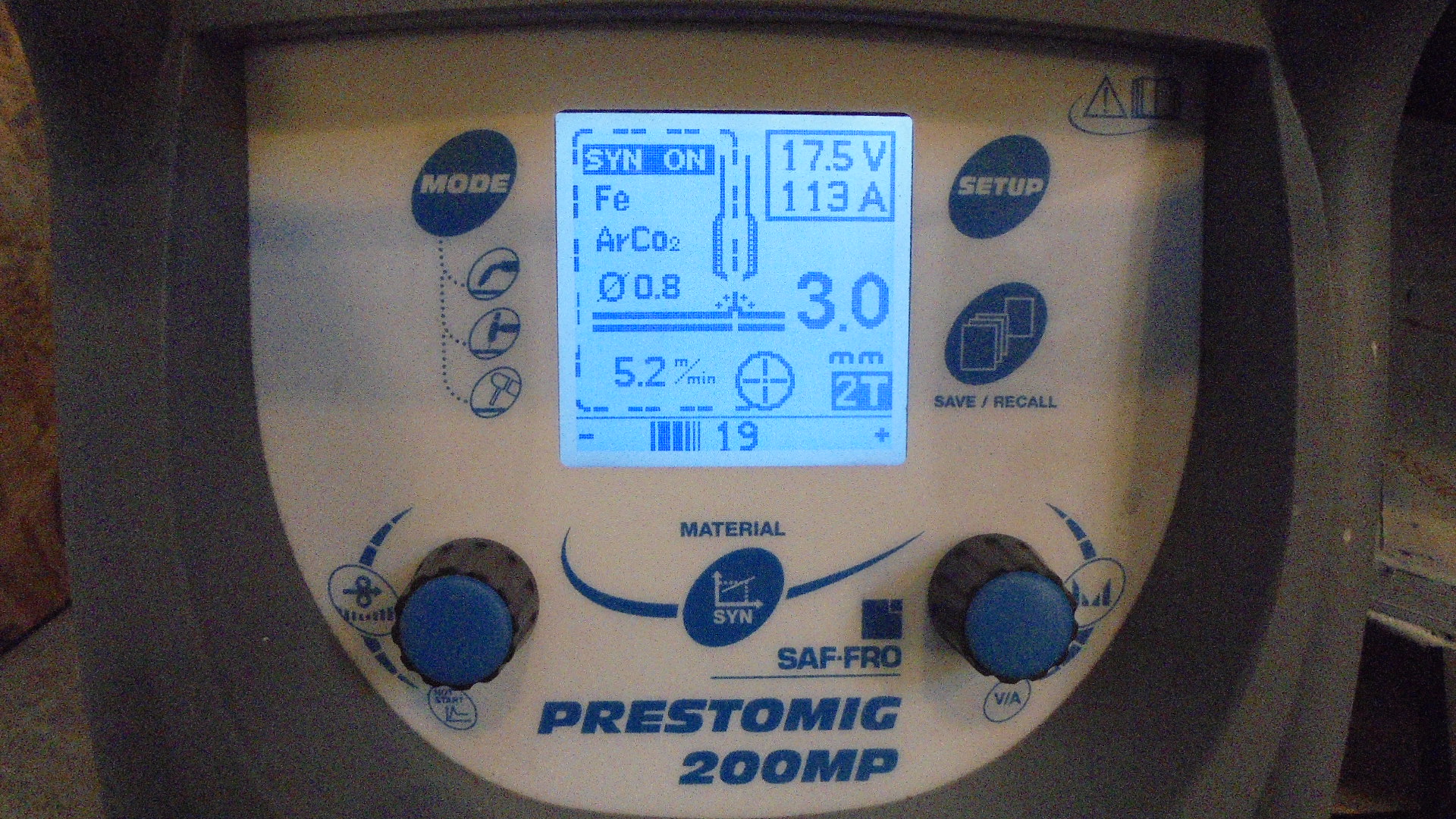
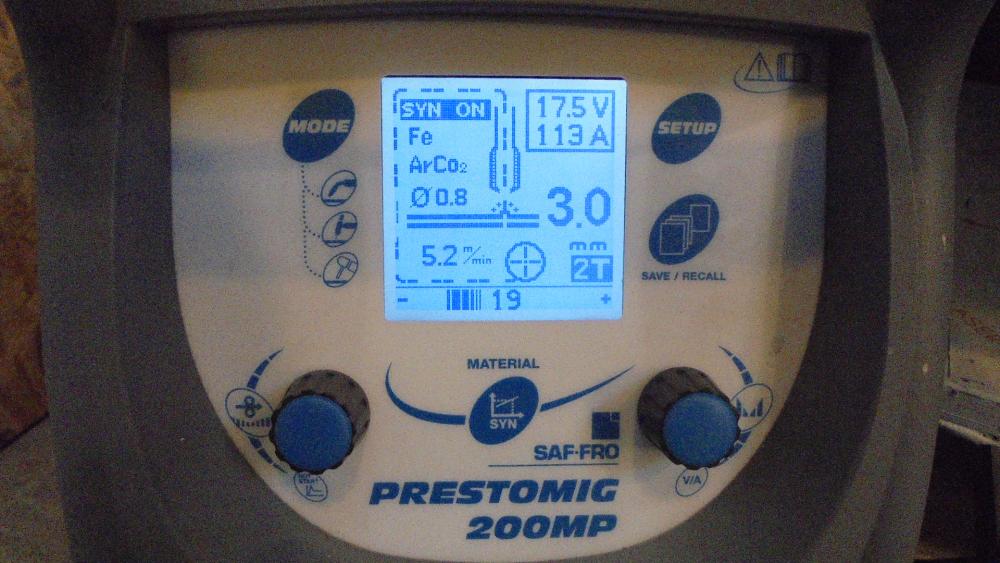
Dear gents, this is what a modern welding device shows this days. Accept polarity (DC-), heat input and welding preparations almost everything of an official WPS (Welding Procedure Specification) is mentioned on this parameters (wire speed, plate thickness, amperage etc.). For the hobbyists between us no big deal, but for the ones make reeling’s, stairs or pedestals for public use, very important. After all you must improve the reliability of your welding’s in case of an accident. To create a reliable welding joint its necessary to obey a validated WPS. Please don’t think too easy about the consequences about the welding you practice, especially if I see the passing posts about cranes and other heavy used equipment (presses, lifting devices etc.)

-
Good point, after reading somewhere in the posts that the wire keep running. On the 2T mode the machine will only weld during pushing the torch trigger/switch. After looking at the welding result and the pieces un-melted wire I should blame the T4, high wire speed, the timer, the dirty/rusty welding piece and a low amperage. However a MAG welder is a big advantage especially for assembling your great scrap sculptures. I have a nice (200Amp Inverter) MIG/MAG/TIG/SMAW welder but not enough scrap Regarding the new electronic devices, there are curse and an blessing at the same time. They have an automatic setup program go’s together with the plate thickness so ones you put in the thickness -Amperage and wire speed follow automatically. On the other hand your able to write your own welding programs with ‘slow start’ function, ‘down sloop’, ‘pre-shielding’ etc.etc. So you almost need a university degree to program this stuff before welding.
-
Hi Aus, Please find my humble advice below. Some general -MIG means Metal Inert Gas usually you weld stainless steel and aluminium with that process ( standard code 132) the used gas is mostly Argon witch is an inert gas and didn’t react-interact with the melting bath of your welding -MAG (SMAW) means Metal Active Gas which is pure CO2 or a mix from CO2 and less argon ( standard code 135). This is the process you use to weld mild- or construction steel (S355) Here the CO2 is helpful for the heat input and the argon avoid inclusions. You also have -Solid (massive) wire, then you need shield gas -(powder) Filled wire, then the filled wire slack will protect your layer without shield gas YES, you can use pure argon for welding mild steel, only your heat input and penetration is lower, and it is more expensive than CO2 MIX. Regarding your setup. With 190 Amperes it’s a powerful machine to weld up till 12mm thickness. I see the wire speed OK with 8-10 meters. See the timer witch is good for spot- or chain welds (times welding time) but after my opinion you have to turn them fully to the left to weld continue. What I’m missing is another potentiometer and scale next to the wire speed to adjust the Amperes This has to turned somewhere between 80 and 110 amperes. Give it a try and let us know. Cheers, Hans PS And yes, cleaning your material and bevels is essential for good and reliable MAG welding Just see the Ampere switch below on the right side he is on position 3 now, put them to 4 for more amperes and play with the wire feed.
-
I’m ready for serious casting?
Hans Richter replied to Hans Richter's topic in Smelting, Melting, Foundry, and Casting
Finally put the big lady on a cast soot coloured concrete block attached to a rough forged bar and fixed with poured tin. Looking forward to the first pieces of sandstone to carve my own pedestals. Till now damaged chisels and hands/fingers after the first attempts with granite and Greystone.

-
What did you do in the shop today?
Hans Richter replied to Mark Ling's topic in Blacksmithing, General Discussion
Thanks JHCC, we have apple trees enouth here in this area -
What did you do in the shop today?
Hans Richter replied to Mark Ling's topic in Blacksmithing, General Discussion
Thanks Thomas, maybe they found here in another 23000 years, thinking how crazy and stayed back the people this days are. The Google translate didn’t found a decent translation to ‘crabapple’ please explain to an uneducated Dutch/German/Belgium individual. -
Went out for a walk with Lisa and Gucci (feint), actually looking for some stone material to make a pedestal for the bronze sculptures. Finally found some Greystone (much to hard) and this two boundary markers (border stones) from chalkstone nearby some roman tumuli. After research I found out that the placed as township/boundary markers in the 18th century. A shame that they hurt by scratch marks of modern ploughs and dig out from the original position. On top of one of them I even found some engraving in the form of an Y or X. After reconsidering I think there too valuable to rework to something else. So looking for some easy shaping sandstone now.


-
What did you do in the shop today?
Hans Richter replied to Mark Ling's topic in Blacksmithing, General Discussion
Put the bronze ladies on a marble plate to hang on a wall, and made a handle for one of the heel axes. Made the handle from a knot branch of dry cherry wood found on the fire place wood pile.
-
Hi, look at this ‘little guy’. https://www.plymovent.com/en/welding-cutting-fume-removal/products/welding-cutting-fume-removal/mobile-filters/mfe If it’s not possible to place a permanent solution as you describe, use a mobile device (at least as you start up the fire place). You can hide the body behind a wooden cask and paint the suction arm black so the apparatus disappears in the background. I used this ‘suction olifants’ many times and also organised measurements with personal meter (like radiation meters for medical staff doing X-rays) to determine the daily doses of heavy metals and toxic substances our stick welders respired in the past. About green coke/coal, gents you have to start somewhere , and yes every blacksmith kiln and pre-dry the coke hi want to use the next day the afternoon before. Cheers, Hans
-
Thomas, I’m scared about you. Or did you read the weather forecast for Belgium this week?
-
Hi MotoMike, checked the (mine 8in K-type probe) thermocouple in the foundry, Bonze has to melt at 1927°F and its melt at that temperature (at the pyrometer). Also many of pottery’s relay on them with good results. So you can trust the pyrometer with a deviation of maximum <5%. They teach me and I practice (at the solid fuel forge) that you need at least 2192°F to apply forge welding temperature (white heat) to forge weld with success. Only light orange heat is great for soft forging but unfortunately not enough especially for mild steel and his carbon contain. This (2192°F) is the temperature just before sparkling. So you have to pimp your burner (there a lot of experts to help you with that) or choose for a solid forge. Another option is the choice for real wrought iron which is more easily to forge weld to book some success (which I do). Be careful with the flux powder in your gas forge this will be work aggressive to your insulation. So use an extra refractory layer to rest on. As always at your service, Der Hans
-
My dear JHCC, thats a question you have ask to the house goblins I made them for. Will quote you for their next consultation. Looking forward to their next reclamation
-
Really great FM, congrats, yes you have amateurs and professionals . Will pimp my foundry with anabolic and steroids and one day ……………….. I like the 'Holland' on it

-
Addition!! By the way, -the above mentioned adding of one or another an-organic solvents also happens to other so called ‘natural’ products like organic oils or bees wax too, to dilute or make them better applicable. So read the list of ingredients carefully before use.
-
JHCC - missing the thumph up between the emoticons
-
Pure linseed oil is normally food approved because in some regions of Germany and in the Balkan region they us it as food like your butter jus over the potatoes, Schnitzel or steak. It’s also very healthy because of the amount of unsaturated fatty acids and folic acid like in fish oil. BUT if you buy it at a paint shop, there is a big chance the they mixed it with turpentine as an solvent (or others), which is a different story because this stuff is not zo healthy. To make shore it’s absolutely food approved -buy virgin linseed oil in a food shop and boil by yourself. First step boil it up till you see the bubbles rising up from the pan bottom (take care and don’t over heat), next step let it cool down to room temperature. After that boil it a second time like I describe, let it cool down and pass it through a sieve. After that its ready for application ones or two times still the grain is saturated. Be aware that the used wipes or cloth are susceptible for self-inflammation so store them outside, wash or burn them immediately. Reason for boiling is the speed of drying and readiness for use instead of waiting quit a long time the sticky virgin oil dries up. Ones you boiled it and store it in a air sealed container you can use is over and over again. To make is better paintable for non-food applications you can dilute with turpentine. I really hope to be helpful with that (JC …. actually I have to ask money for that ) Your sincerely, Hans
-
Hi Shady aka HM aka ……….. (dear men with the multiple personality), the blade is about 8in long. The blade is made from (AISI general for 18 Cr Mo???) blank, with a S355 pattern clad (stick)welding (Damascus for the poor men). Unfortunately most of the S355 disappears in to mill scale. So the next pattern weld will carried out in MAG and with a more noble cladding layer and less welding slack. The handle is plain sawed beech with a walnut stain application and an brass parietal. If you look at the dagger, his handle is made from quarter sawn natural beech handle witch I personal prefer. Use a Danish ten koruna coin as parietal there. Al the handles are treated with double boiled linseed oil. Will share the results of the next (blacksmith/ladies) knife made from the same base material. Cheers, Hans

-
Gents, this are my first knife attempts. From left to right a Welsh dagger 1st WW, a Indonesian Kerris with 5 'bugs' and a german hunting knife called 'Hirschfaenger' al made from ChroMo steel.

-
Gents, sometimes if I see your bounty, big pickup trucks and huge scrap piles, I ask myself are you scrap metal traders/buyers or blacksmith’s? Think you must be booth’s. Here in Belgium its quit difficult and expensive to get especially wrought iron. Even on flea markets they ask between 1.5 – 2.5 dollar/lbs. I have to surge for more scrapyards and demolition companies in the neighbourhood to build up a good stock pile to, with wrought iron pieces, car springs and peeled copper for smithy and foundry.
-
I’m ready for serious casting?
Hans Richter replied to Hans Richter's topic in Smelting, Melting, Foundry, and Casting
Do not have so much bronze anymore and have now called on my brass reserves. Have used the brass to make a brass anvil of 4lbs and a heel ax of the wooden pattern. At the heel ax you will find back even the grain of the pine example. A nice improvement if you compare the result with the first casting attempt that you will find earlier in this thread. Now looking for the right tree branches to make a suitable handle for the axes. Have a look at the finished roman spear point to