Jclonts82
Members
-
Joined
-
Last visited
Everything posted by Jclonts82
-
Thanks for the comments everyone, I'm slowly getting the hang of this whole process. Lots more than just pounding on hot steel, though that is the best part to me... I hope to continually improve and expand my knowledge in all this craziness I have gotten myself into! I just got a line on about 200-300' (free) of old steel cable that came from the copper mine a few hours away from me. Not sure what application, I'm leaning on crane cable. 1 1/4 " I think. So lots of reading and research lies ahead of me, but nothing compares to giving it the ole' try! To me there is something about turning old stuff, what might be just considered junk, into something awesome that I just love!
-
I'm currently working on a new forge build, old (first) one has become a little bit on the small side for some projects I'm wanting to work on. I do a fair bit of pattern welding, so higher temperatures. I'm using Kast-o-lite 30 for the first time, and want to know how thin CAN you go with it. I know WayneCo uses 1/2", as does pretty much everyone else (then its probably for a good reason right?) when coating rigidized ceramic wool. I'm just curious if 3/8 inch, or 1/4 inch would work or not. Is the 1/2 thickness needed for strength? heat retention properties (not letting too much heat get to the wool)? something else I have no idea about? I'm going to finish coat with ITC-100, I would buy new matrikote or plistex, but I obtained free ITC-100 from the local community college's ceramics guy; it 'expired' and would have just been thrown away so I'm using that. He said it had been on the shelf for ~2years and never opened. It is still quite wet, so I figured why not? Any thoughts on the matter would be appreciated. Thanks
-
The handle was shaped on the fly, since there was no real plan I just thought, "huh.. a pommel type ball in the wood would feel good in the hand" so sand the back end to make the ball, then it looked uneven, so I thought it would look better if I mimicked the same taper/grove near the front end. All this was on a piece of stabilized mesquite, 1"X 1" X 7". It was a test piece when I was first trying out cactus juice and alumilite dye. Finished to 600 grit then lightly oiled with linseed oil. Its actually very smooth even though the texture of the grain makes it look rough. Thanks for the comments. @ThomasPowers.. I think I will use A LOT more BSB/PS in the future for guards, pommels, trinkets like bottle openers etc... its free materials. Yes it takes more time to prep and time has value, but for me its a hobby not a business, and I enjoy even the grunt-prep work.
-
He is good at photobombing. And eating skunks... thats about it.
-
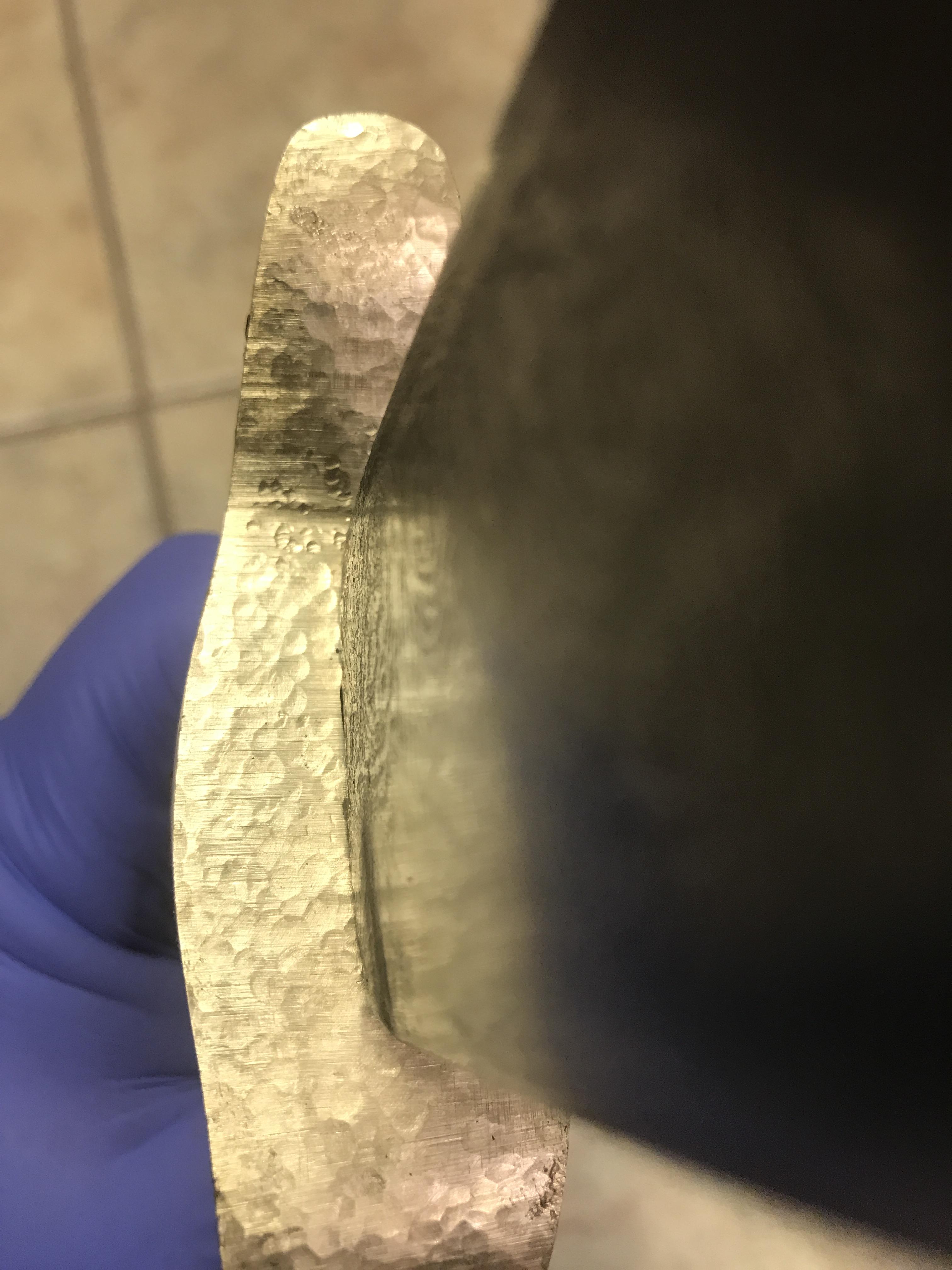
I've never sold a knife, I wanted my skill set to be much better before I felt comfortable selling something. All that I have made so far have been gifts really. This is my 8th knife. I tried my hand at BSB/PS combo and it worked pretty well. Since the steel is somewhat unknown, hardened, but not nearly as hard as other knives I have made, and had some inclusions from twisting, I figured I would just keep this knife for myself... Maybe a letter opener. So I finished it up, no measuring to get guard and handle perfectly centered, all just eyeballed and thrown together. Someone saw it and I guess fell in love with it. They asked what I wanted for it, I said its not going to hold an edge very well, it has some inclusions, the guard is not centered, i think its 1/4" longer on one side... basically I pointed out the imperfections as I saw it, thinking he wouldn't want it. He said to me that all the knives you see are technically perfect, no flaws, and might as well have come from a CNC assembly line. He offered me $250, I said its too much, said id be more comfortable with $75... he said no, and $150 final offer...i thought that was too much But he insisted. So I sold it. anyways less chatter, more splatter: 39 layers BSB/PS. 10-12 full twists. Etched in FeCl3 then darkened in instant coffee. Guard is the last piece cut off a bad weld on a W2-52100 billet. Handle is blue dyed stabilized mesquite from the back yard. And a 1/8" peened brass pin.















-
That's a great idea! I will do that Consequently on @Frosty's common remark, the hammered look on the brass ended up being one of those 'happy accidents'. I had sanded and buffed the guard and pommel to a perfect mirror finish; while getting everything set up for a final fit before gluing, I knocked the guard off the table, tried to catch it, and dropped a heavy section of octagonal drill shaft right onto it... so a hammered finish it is. I ended up liking it more that way.
-
More pics. I'm going to trim the kydex a little more, its late and I had enough of the black stuff flying in my face for one day.








-
After much trying and testing a few methods on test scraps of the antler and getting lots of varying ideas and results, I decided I should ask for the opinion of the one who wanted me to make it in the first place. He thought a through tang with big brass butt cap and even bigger brass guard would be appropriate for the end user. I sketched out a design and he kept saying bigger, longer, fatter... like something a gaudy pirate would carry... LOL In the end I restrained it as much as I could, I thought the guard was still too big, but we agreed. This is before final cleanup of the bevels and etch, without butt cap, but an update nonetheless. Its actually sitting in a vice curing the epoxy as I type at work. I will peen the tang tonight... after I practice with the piece I will cut off the end (tang sticks out about 1.5" past butt cap), since I've never done that before.


-
My forge area has a roof, and 1 wall (40' shipping container). More of a cobbled together lean-to made from purely salvaged corrugated tin roofing, purlins, and galvanized rectangular tubing for legs... LOL, all it cost me was 8 bags of quickcrete to set the 4 poles in and about 3lbs 7018. So mainly open air for me!
-
One thing I have often wondered, and have not really been able to research a good answer for: Purposefully having a more reducing flame; I understand there is wasted fuel, not used for heating the forge itself, I understand the CO byproduct from less than complete combustion... However, is there any determent to the steel in the forge? What steel, if it matters on this subject? Mainly high carbon knife type steels, damascus steels, 1080-95, 15n20, W2, 5160, 52100, and the like... My thoughts on the matter are: in forge/pattern welding, oxygen can be one of many enemies to good welds, so therefore an oxidizing, O2 rich, flame is not desirable. We shoot for neutral to slightly reducing to avoid O2. To be absolutely sure, can you tune the O2 way down? Can fuel rich, lots of dragons breath, flames be detrimental to the steel, or the welding process as long as the desirable forge &/or steel temperature is reached ? Do the un-combusted, or partially burned, gas particles interact with high temp steel to form impurities, or something else I have not thought of? Any metallurgical philosophically oriented minds care to weigh in?
-
Ive been looking for this info for about 3 days now... might be sticky worthy...
-
Great idea for future reference. Since I didn't fold or restack it probably barely retained enough carbon to harden. I thought about adding 1-2 strips of 1095 the same thickness but decided to leave it as is... and all free materials. Lol
-
It skated a file, not nearly as well as other steels I have used, but quite well compared to the tang that went un-quenched, so I guess it hardened up well enough. Plus it wore out a new silicon carbide belt (4X106 wet grinder) by grinding the bevels (4, sheesh, I thought getting 2 to be even was tough) and fine tuning the general shape. Seems hard enough to me, not the best, but certainly good enough for ... the girls I date... gov't work... insert snarky comparison here...
-
It was going to be a bowie, but after twisting and grinding out the little valleys that (for me anyways) invariably form plus and cutting off 2" from the end that I twisted too cold and it tore, there was not enough steel left. I, with my skillset, couldn't widen out enough for what I had in mind... So a dagger it is! This pattern is just after the quench, no etch yet, just oxides from heat and air. normalized 3X at 1650, then at 1600 then 1550. Then held at 1480-1500 ( as close as I could keep it there and evenly heat the whole thing ) and quenched in vegetable oil at 120F. Tempered at 400 just once and off to the grinder.



-
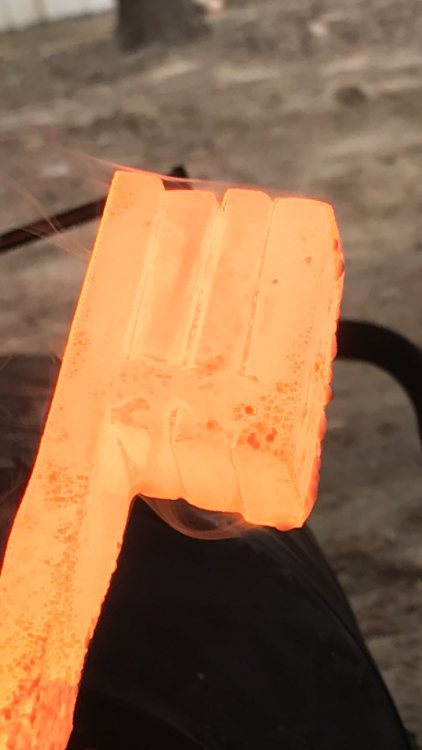
A picture is worth a thousand words??? If it helps, this MIGHT be a visual of what Will was asking about.
-
Made a twisting jig out of mostly scrap i found laying around. The idea is to weld a 3" long or so T on the end of the workpiece that fits in thw twisting side, clamp the other end in the vice. The 1" shaft slides in and out of the bearing as well as the 2" deep slots on the pipe end make it quite adjustable. Tested it on my first BSB/PS billet attempt. Worked like a charm.




-
It welded no problem. I figured the outer layers would do that. I just pulled it in and out over about 20 minutes until the middle got some good color to it. All while slowly increasing the forge to weld temps. I started heating at a lower temp for that reason. In previous Damascus billets I would only do 3 welding passes, because of so many layers I did 5 to be sure, I will draw to 3/4" square, then round. Next I'm going to build a twisting rig that attaches to my newest vice on a stand and plan on twisting about 10 full rotations.
-
That advice is WELL received. I had 2-3 pieces i cut to size to test, cleaned those then the large strip... large strip was much easier than the individuals. Alternating stacked, angle ground the teeth off, welded a handle on. Gonna get brave tomorrow and see if I can forge weld it up. 39 layers! Video I took of an impromptu spark test. Mild steel vs the pallet strapping. (Used the mild as a fence to score a line to break the PS from 2" to 1" wide to match the BSB)


-
Time to start cutting, cleaning, and stacking. To get the rust off, I did a test with a 1" section that was left after cutting the blade into strips. Left it in 50:50 vinegar water overnight and all the corrosion was gone. it darkened the steel too, I may not need to leave it in so long, but proof of concept. I will take an angle grinder to the stack to get rid of whats left of the teeth too.

-
Solid advice! Thank you. I would have welded both ends and maybe bead across the middle, that likely could have run me into some problems. On my next projects I will run 2 billets one of BSB/PS, the other 15n20/1095 and get a good comparison for how they behave, weld, move etc... It will be good for my own experience. Also, the more forge welds I can do, the (hopefully!) better I will become.
-
I have seen @ThomasPowers refer many times to Band Saw Blade & Pallet Strapping. BSB PS. Yesterday I acquired a good length of BSB, today I saw next to the railroad a piece of what I think is pallet strapping, not sure. Its a tad rusty, but it might be usable. Heated it to bright red/dark orange and quenched in cooking oil. Clamped it in a vice and it broke with the lightest tap of small hammer. Actually more of a shatter than a break... 3 pieces came off that end Would this be considered useable to layer with the BSB? I will probably cut into 4" strips and trim width to match the BSB, which is only about 1" after teeth removed. Make a stack about 2.5" thick. Lots of layers to begin with so only have to cut & stack once for a higher layer count. Thoughts?



-
ClontZ... an older german variant of my last name, ClontS... wonder how close we are related?
-
@Charles R. Stevens here here brother!
-
Twas free for the taking! 2 sets of springs off an old suburban. Prentiss vice co No 21 1 large band used saw blade courtesy of just asking the manager at the local Ace hardware. And some tongs that were with the vice. Saturday goals accomplished!

-
Wow, I really appreciate that offer, but being quite the newbie I would hate to screw up something someone else gave me! When I have more confidence in my skill set, then I might try utilizing someone else's stuff. Thank you for the offer though!