

Latticino
-
Posts
2,169 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by Latticino
-
-
3 hours ago, BillyBones said:
Wait, isnt the young guy that is supposed to be striking
Old school hammer making with hand cranked coal forge and strikers. Good times, but I would have brought a sledge with a shorter handle if I had known what was planned. Think I had only one bad strike all night, and that is the one John captured in a photo...
Fraser has a nice little forge setup with a lot of hand forged tongs, made quite well. Another young smith with great skills and a promising future in the craft. Hard work does pay off.
-
ODP (Open Drip Proof) means that the motor windings will be exposed to the metal dust generated from grinding operations. This will likely reduce the lifespan of your motor considerably. I know HF allows easy returns on some items if they fail, but don't know if that applies to motors. You might want to consider other alternatives, or try to work out a way to mount your motor in a filtered box.
-
Just make sure the motor you bought is rated at least TEFC (or you have an extended warranty).
-
George is giving good advice (as usual). In my experience the quality and type of the work in a craft show can have a great bearing on what sells as well as pricing... Juried shows, at minimum, are my recommendation. Of course show fees go up, but sales should as well. Back in the day I used to travel all over the East Coast, and even as far west as Ann Arbor Michigan to get to the better shows. If I recall correctly, there is a good one in State College PA and the 3 Rivers show in Pittsburgh used to be good also (not to mention the associated free concerts). If you go for the higher end shows I would certainly be prepared for commission work, and don't underprice.
-
I can see a couple of other potential problems in addition to the regulator which will have to be swapped out:
- Hard to tell how forge is insulated. Is that floor a steel plate? Any thermal breaks between the floor and the exterior of the forge? What is the crown made of?
- You have bell reducers as burner outlets. These shouldn't be needed inside the forge, and they certainly shouldn't project past the forge inner insulation liner
- You will likely have trouble with running three burners off a single 20# barbeque tank. At full fire you may see problems with freezing.
- It may be prudent to support the gas manifold from the forge frame. Less stress on the burner gas connection.
- White teflon tape is likely not gas rated. At least around here it is yellow.
- From the photo it looks like there is a large hole in the middle of your forge floor. What is that about?
- Pretty large size forge. You are going to go through propane quickly
- Doors?
-
As a former "glass guy" I would venture to guess that he used a standard glass slumping oven to slump plate glass into your iron forms, rather than a microwave. These glass slumping ovens are essentially the same as bladesmith heat treating ovens, but don't usually have to get to quite as high temperatures. One of the more critical parts of the process would be the required annealing for the glass. I wouldn't expect that a microwave would be well adapted for that. In fact, I thought that microwaves were fairly transparent to normal glass, so can't see how they would heat the glass directly.
-
Agreed on all points. Not a drastically older photo. I'm in my mid 60's.
-
On 1/19/2023 at 3:43 PM, Mikey98118 said:
Thermal shock is its weak point? Guess I'll keep hunting for a good refractory to make burner parts from.
Just recall that thermal shock can also be reduced by reducing the thickness of your casting, taking care with the geometry to avoid rapid changes in thickness and crack initiation points, and allowing the burner head to warm up and cool relatively slowly. This is why I prefer the Joppa style cast burner heads over the Pine Ridge style that everyone seems to be using these days.
-
Cross-post with the OP.
What I found when googling "Farm Cylinder Bars" was some form of combine part. To me they look like flat stock with numerous holes and chopped up edges. I suspect they are some form of steel that is tough, but doesn't necessarily get very hard (like lawnmower blades), but that is just a guess. May not be what the OP had in mind, but is suspect it is. Personally I lean towards using known steel for making blades these days as the steel cost is only a small fraction of the investment (unless you are using something exotic), certainly in comparison to your time and proper abrasives.
Here is a photo and drawing:

-
They better be the gold standard. Their website lists their linesmen's boot starting at $650 and peaking at $810. Don't get me wrong, they look fantastic, but I can't see spending that kind of money on boots. I struggled with $160 for my last pair of OXO boots, and that was just because I wear size 14...
-
Kastolite 30 is an insulating castable refractory. Greencast 97 is a castable refractory. It will hold up quite well to flux, but can be prone to thermal shock, so be careful rapidly heating or cooling to avoid cracks. As cast it has very limited insulating value (compared to ceramic blanket, Kastolite 30, or even soft firebricks).
-
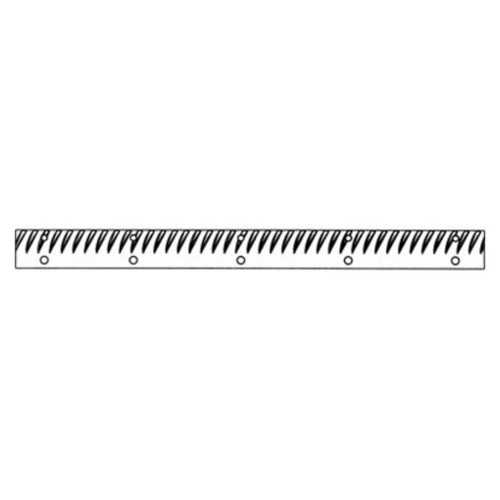
I can't imagine a scenario where you could make an effective blade replacement for under $80 if you factor in the materials, time, losses due to learning the correct heat treatment, saw setting tool you need to properly set the teeth... Also I'm not sure specifically what size replacement blade you are looking for as google searches show the simple type selling for the $20 range, even from fairly expensive vendors like Peck Tools. Of course if you want one with a Japanese style tooth layout they get up in price, but I sincerely doubt you can match that configuration without some serious tooling and a major time investment:

-
21 hours ago, Simian said:
they were plain carbon steel
How did you determine the bearings weren't 52100? Even if they are a "plain" carbon steel hopefully they have enough carbon to properly harden to make a quality blade. I suspect even 52100 will experience some carbon migration, and even loss, being forge welded in a canister due to the time at elevated temperature required.
That is a very nice drop point hunter design with what appears from the photo to be a nice grind and fitup. You even included a pin and bolster. I think you did a great job.
-
John,
I agree, with the clarification that I believe it is a function of both temperature and time that determines grain growth. As I understand it once you exceed the phase change temperature for the steel involved (different for each type of steel, per Cashen for 5160 blades this temperature should be approximately 1525 deg. F) austinite begins to form. Initially these austenite grains (sections of austenite aligned in a matrix with each other with defined boundaries separating other similar austenite matrixes aligned in different directions) should be fairly small, but with time and temperature will start to align with each other and combine into larger grains. At least that is how I picture what is happening. Higher temperatures make this alignment happen faster, longer soak times make more grains align and combine.
-
I have had good success with the following heat treatment process:
- After forging is complete and before any grinding I first normalize the grain by heating to above the austentizing temperature (after the phase change that is visible by decalescence) and holding it there for a few minutes. Typically this is a bright orange, almost yellow color. Grain will grow, but it will even out in size. Note that for all cycles the goal is to have your entire blade be at relatively equal temperature.
- Let cool down to black slowly in air (should be magnetic again), don't leave on a heat sink.
- Heat up to just below austentizing temperature (around 1400 deg. F), and not above that to reduce the grain size. This is a red-orange color. There should be no phase change and the blade should not go non-magnetic. Hold at this temperature only long enough to equalize the temperature throughout.
- Let cool down to black slowly in air
- Heat to around 1200 deg. F for stress relief (sub-critical anneal). This is just barely glowing in a dark room. For thin stock I sometimes just use the dragons breath from my forge for this.
- Let cool slowly to room temperature.
- Grind surfaces to 120 grit (unless very thin kitchen knives, then I grind after hardening and tempering). I haven't made a fillet knife, but flexibility is more of a function of blade thickness than it is of hardness. Ability to spring back to the original straight form is a function of correct heat treatment and the balance between toughness and hardness that you achieve with proper cycles and material selection, particularly tempering (as George mentioned). For blades that get a lot of stock removal I may do a second stress relief cycle after this to help minimize warping.
- Heat to austentizing temperature and quickly quench in proper quenchant. 5160 is a deep hardening steel and can be quenched in a relatively slow oil like Parks AAA, McMaster 11 second, or even canola at no more than 120 deg. F.
- Temper for 2 separate one hour cycles at temperature selected for your steel to achieve the desired edge hardness and toughness.
-
A couple of inches of dragon's breath exiting the forge is standard. I wouldn't be concerned until it gets past 8" in a darkish room.
-
Get yourself a free copy of the Heat Treating app and look up forging temperature ranges for the steels in question. There are a lot of different steel alloys and each has a characteristic "working" range. Wrought iron can be effectively forged almost white hot, but splits at lower temperatures you can still work mild steel. Simple 10XX series Medium and high carbon steels have general working ranges that typically work for those types, but once you get into exotic alloys you need to be more careful.
Unfortunately I've not played with wootz, so don't have an answer there.
-
Based on the proposed size of your operation I don't see a lot of practical reasons behind casting iron other than for small sculptures. Even if your goal is short runs of replacement cast parts for manufacture, the energy burden and clean up requirements may make it more reasonable to just fabricate out of steel.
From all accounts it is an order of magnitude more difficult to cast iron safely and effectively than making simple ingots of aluminum or copper. I strongly urge you to take a casting class with an experienced iron caster to get a handle on this prior to trying it on your own. We are talking maiming or life threatening levels of safety concerns.
-
That's a very large melter, and going to need a powerful burner. I made a Glory hole for glassblowing out of a 55 gallon drum with pleated refractory blanket insulation around 3" thick. Used a multiport burner head rated at around 250 MBH and at full bore it never got to steel melting temperatures. Won't go into all the safety issues about casting steel, since presumably you already know about those, but please get the right PPE and be extremely careful.
Not sure exactly what you plan on accomplishing here. Just recycling steel? Making sculpture? Attempting to batch out some kind of interesting blister steel or wootz? I think it gets kind of tricky maintaining the right carbon content to be successful. Might be tough to maintain the correct atmosphere with an oil burner.
-
Mine came with the press and is fairly heavy cast iron. I still bolted it down to the slab. An immobile fly press support system of some kind is an essential part of having your press perform correctly in my opinion. If nothing else I would go with removable bolts down to lags in the floor.
-
Some VFD will also accomplish the phase shift. I know the two I have plug directly into 240V single phase and have outputs to 3 phase electric motors. You should have a wiring diagram that details this.
-
As you probably know this is a London pattern style anvil and the numeric markings are likely in English hundredweight (132 lbs). Can't make out the logo or manufacturer's name from the photos, but I expect it will have plenty of working years in it.
-
Sorry you lost your family anvil. Hope it sold for a decent price, at least, though I suspect from your story that someone else got the deal you are currently looking for.
This one should be fine for your purposes, though working cold steel on it will likely continue to scar it up a bit. Fishers are well known for their lack of ring, and was a selling feature at one time. It is a byproduct of the method of manufacturer, and not a defect. For me definitely a plus as my shop is in a residential area, and my Fisher is likely all the anvil I will ever need (though I have to admit a German double horn would be helpful at times, and those antique church window anvils are so lovely...). Wire brush and coating of boiled linseed oil (BLO) is often recommended, but certainly not required for a "user" anvil.
-
19 hours ago, edteach said:
The antique tool dealers around here go by that rule
Glad that you didn't go to one of those to buy an anvil then. The eagle badge on yours looks quite different from mine, or the ones I'm used to seeing, but it could easily be an earlier style. As noted, Josh will likely have more info. I think that the number on the base is usually the weight in "10's" of pounds (i.e. 70 lbs.). Your anvil has plenty of life left, if you plan on using it, but has had a bit of use already as witnessed by the scarred edges and face. Value around here would be closer to 3 $/#, but that is typically location specific.
Looking for some good tips since I'm new to this
in Smelting, Melting, Foundry, and Casting
Posted
If you know the basics, then you know there is a significant difference in the level of difficulty and danger in melting steel vs melting aluminum. If you are looking for advanced information you will more likely find it on a site more dedicated to casting than this blacksmith centered site.
Depending on your plan for the steel pucks created, it is non trivial to maintain the carbon content and homogeneity, and this variation can have an impact on your end product. Asking about maintaining a stoichiometric ratio without describing how you are going to measure the air/gas ratio used is not necessarily productive. If you keep your flame slightly reducing, you should have less oxidation, particularly inside a closed crucible. However I'm still finding it hard to see this as an economical process based on the effort involved in closely packing a consumable crucible with steel, cost of fuel, replacement of crucibles and relative value of questionable steel material produced.
If you can look up the correct ratio you should also be able to look up the temperature that tin volatilizes at, and see how that compares to the melting point of steel. If the tin doesn't volatilize and escape through the "small hole at the lid", it will stay in the fluid container with the steel.
Due to a combination of these factors I would recommend sticking to melting aluminum and finding some other method to recycle the tin coated steel cans. As previously stated, even melting the aluminum for scrap is a questionable economic solution. Now if you were to melt it and cast it into something that had some more intrinsic value than scrap, it might be worthwhile (but then you might want to use recycled cast aluminum stock instead (i.e. automotive wheels, engine blocks...)