DanielC
-
Posts
664 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by DanielC
-

Building a cylindrical stack to smelt iron.
DanielC replied to DanielC's topic in Smelting, Melting, Foundry, and Casting
EPK Clay, Ball Clay, Sand, Peat Moss, and Water. -
Thank you Thomas and Steve. I will put this research on the docket. Up to my eyeballs in smelting as of late. Made some good friends at the Niimi tatara in Japan, so have been discussing a lot of research about that. Hope to make a trip out of it by next year. This research has slipped by me as i rarely have been making pattern weld without a core monosteel. Didnt know they even covered it, as i only know of Dr. Verhoeven working with wootz. I did know about Ni impeding migration, and the fact that it does move at a decent rate. My original statement was still right in the context, that carbon will migrate a lot with a low and high carbon steel. It was just taken out of context but still exposed a hole in my learning and research. Good to know, knowledge is power, and i have been getting into a lot of successful pattern weld. Must utilize a power hammer somehow. This conversation is growing the legs of educational and shedding the shroud of condescending.
-
Let's hope this post isn't "forbidden" like my last two failed posts have been all night. Bob Cramer is probably the most successful kitchen knife chef alive. From his interviews and word of mouth, he is backed up with orders for the next several years, and with an average price tag of $2-$3,000 per chef knife. He makes 4-5 a week. So can only imagine. If I can be 1/4 as successful, I would be more than happy. Edit: Hah it worked, the post went through!
-
Building a cylindrical stack to smelt iron.
DanielC replied to DanielC's topic in Smelting, Melting, Foundry, and Casting
Yes it is an 8" tube. The diameter only really changes the size of bloom. The height changes the carbon content generally. Though this can also be dictated by ore type. Generally the taller the tube, the more carbon since the reduction zone grows in length. This is 36" high from base. The tuyure will come in at around 12". -
So you have a sophisticated lab to prove this, or in your book you quote the work of others? Either way, fast or slow it will migrate. Dont mix really low carbon steels with HC steels if you want it to remain as high as possible.
-
That is not what I have read in the past. I would have to check but I read it taking many minutes to migrate a fraction of a mm. Where is the info you have found? If that is correct, there's a lot of sanmai that needs to be addressed.
-
Alright folks, here's a few pics of Mark and I teaching a class at the SCA on how to build a European style stack furnace to smelt iron ore into iron. Not going for steel this go around, but to stay more period and make iron to low carbon steely bloom. I forgot to take pics halfway through the build since my hands were a mess. The only difference between this build and our normal at home builds was after the clay mix is made and kneaded into eggs, we used them right away usually we let them sit for a few days in a tote to stiffen up. The use of twine helped keep it in check however, so it wasn't a big deal. Btw, my pics will not orient the right way from phone to forum. Blame the developers of the new message board system. I would edit them later when I got home, but for some reason this forum is against edits.







-
Though technically to stay within context of most knife and metallurgical conversations, when talking about carbon steels we are excluding stainless steels. To remain on topic, I made my first pattern weld with hand hammer. It took a fair bit of time and I lost a great deal of material due to scale. But it worked. I now use this knife as a utility blade in the shop as a constant reminder of humble beginnings. I would try to keep the two steels as close in relation as possible. With the amount of heats it will probably take there will be carbon migration galore. 15n20/1084 is a basic recipe for success. Leave wrought, mild steels or anything else that may suck the carbon over by a great deal, out.
-
Thanks guys. My journey to get here has had a lot of trials. In the past few months I have pounded out around 15 sanmai or gomai gyuto's tweaking one aspect of the construction, forging, HT and blade geometry. Many i felt either did not make the cut, or failed in HT. I have a few spectacular fails, one where 13in. Of W2 splitting down the center with a 1018 jacket lad to both sides. This one is the first of them all that i felt it was worthy to show. Though sharpening will tell. Took it to .004-.005 before sharpening, so we can hope. Still feel like I have a long way to go before I reach any semblence of our Japanese bretheren's work. Maybe one day!
-
Nearly done. The wood and horn are beautiful to look at. I acquired a lot of this spalted curly maple from a neighbor. After Cactus Juice and lots of vacuum, I love this stuff! Also toned down the darks of the pattern weld and W2.










-
Thanks jws. I will keep that tip in mind for all future grinds! The epoxy is setting between this nicely figured buffalo horn that I somewhat stabilized with my turntex system, and then another pressurized system I created to try to get the resin further into this dense product (Cant find my rubber bands, so tape will do while in a rush!). Attached it to some spalted curly maple that I cut up and have several hundred pounds of on hand. This was a test piece and stabilized beautifully. Cant wait to further profile and polish this handle.

-
First try at making steel
DanielC replied to K. Bryan Morgan's topic in Smelting, Melting, Foundry, and Casting
Titanium was a common element in the iron sands used in Japan. Our magnetite has a percentage in titanium in it as well. This is just another impurity to fight with in both the smelting and forging process. From what I understand, it will come out with the slags in both processes of smelting and reifnement through forging. I also understand that iron sands in Australia are dredged by japanese dredgers, because their composition more closely resembles the ores used in feudal Japan. This bit of info I have come across different conversations with different smelters on Don Foggs. Now whether that means they are bending over backwards to get a titanium baring sand or a non-titanium baring sand, I do not know. Either way, if it has at least 50-60% FeO3, and little to no Cu, I say it is worth a snag. -
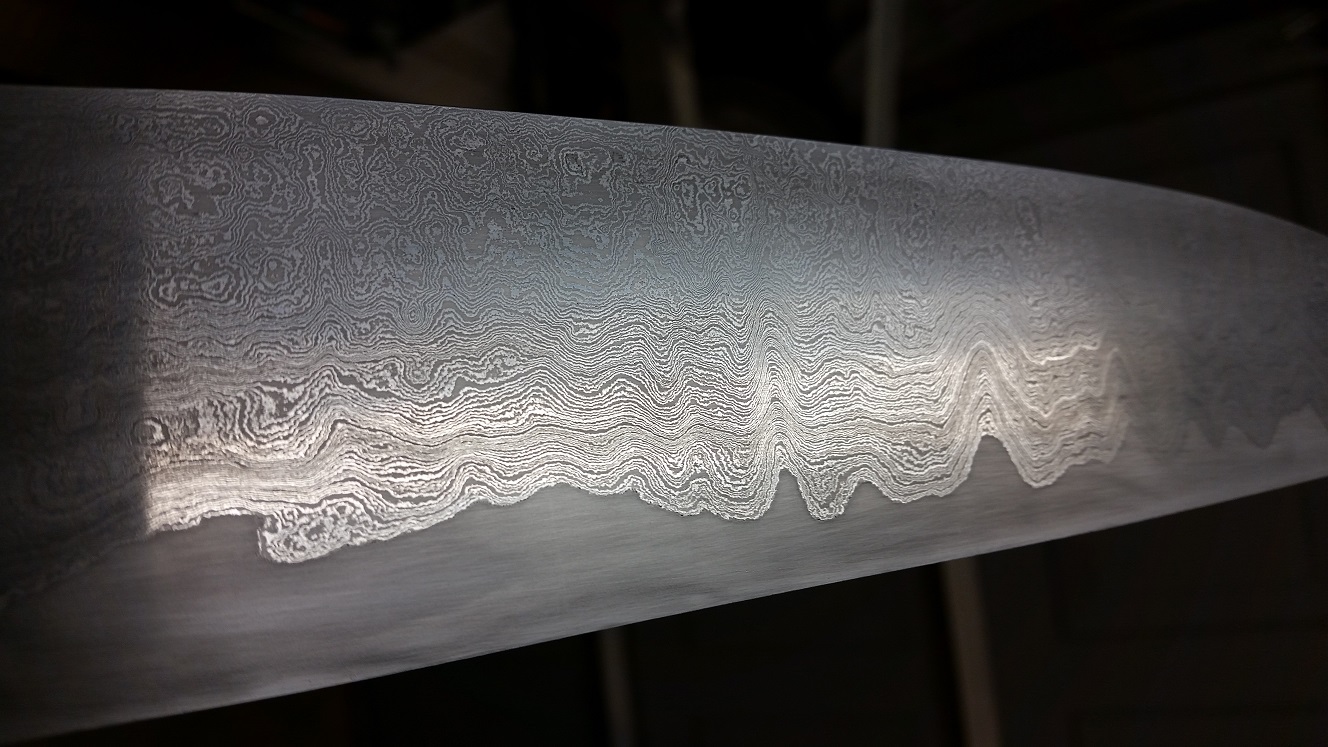
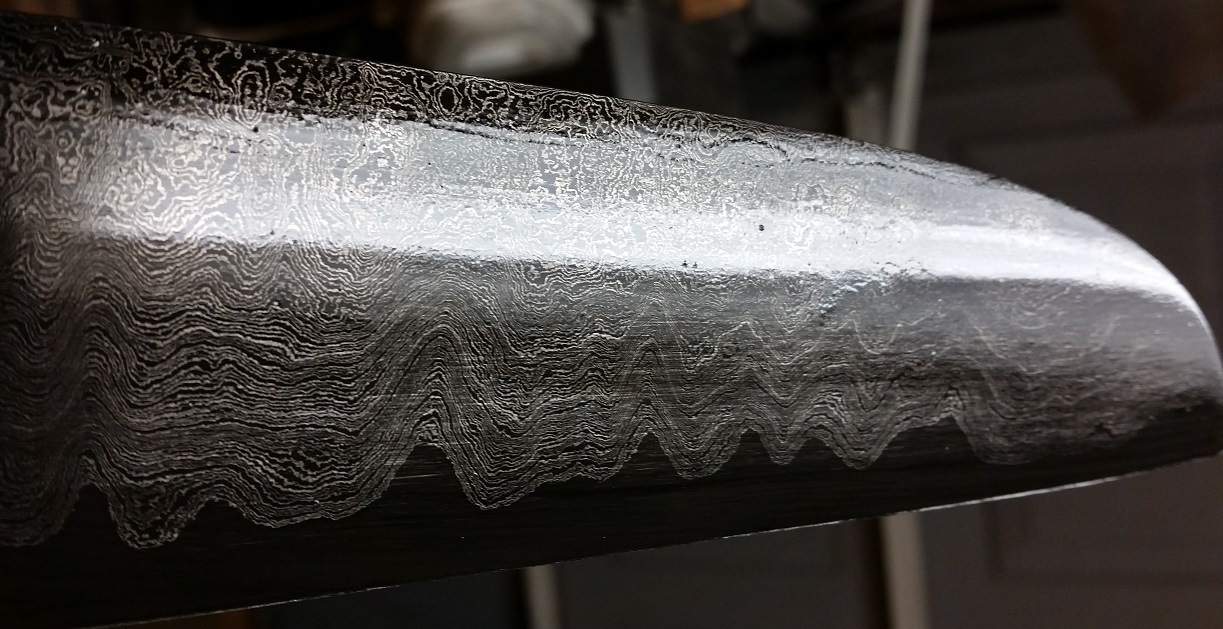
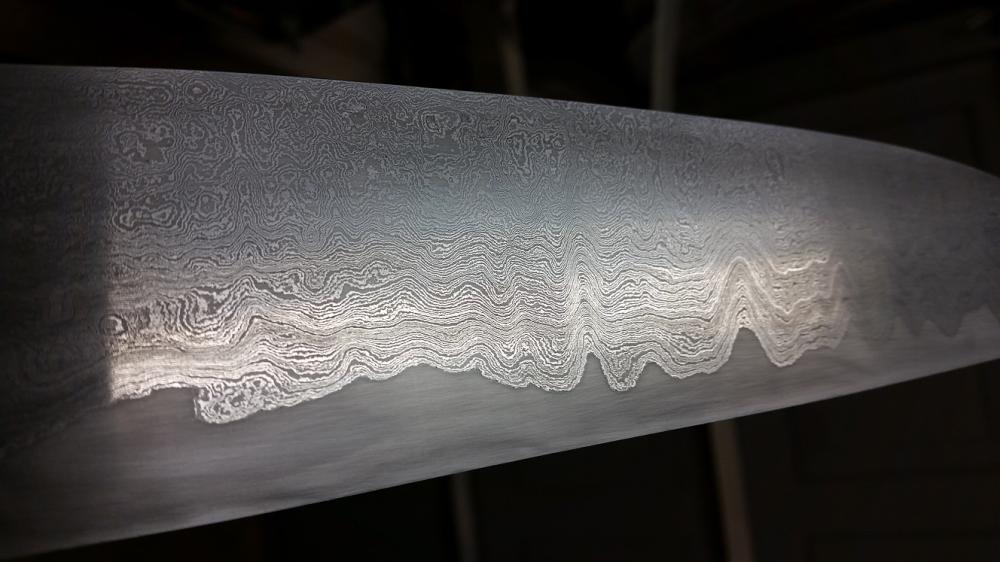
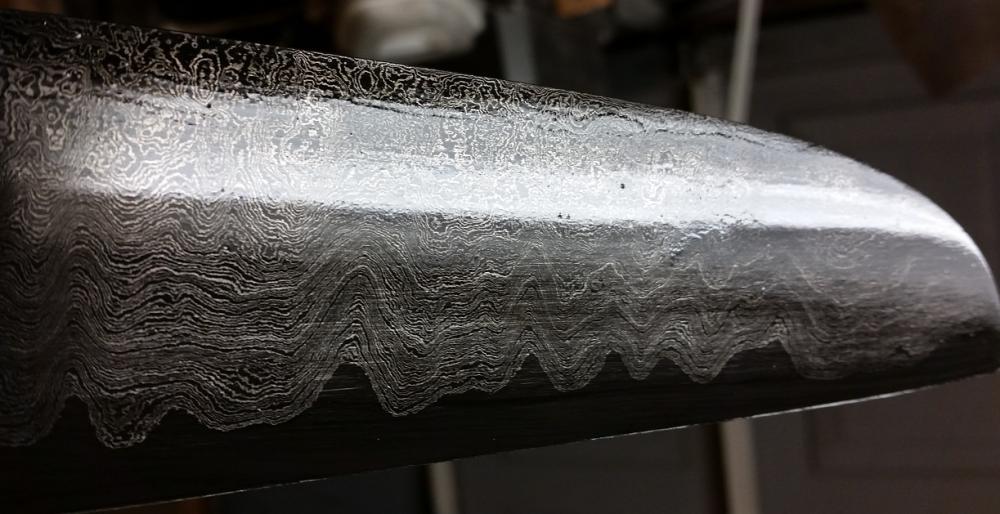
Thanks to the recent video of Anthony Bourdain visiting Bob Kramer, I felt the itch to make a billet of pattern weld. It started with nearly 6 pounds of 1084 and 15n20. Tacked and forge welded. Even took a video of this initial start because I am ridiculous like that. This was 9 bars to start. After another session of forge welding I had 36 layers. Then I went one more time, chopping it up in 6 pieces, getting me 216 layers. From there I had about a 4 pounds bar that could be turned into anything. So I drew out a section to turn it into cladding material for a Sanmai. I have been making a lot of sanmai lately, but always using a 1/4" thick core. I wanted to try something thinner, and I had some 1.5" x 3/16" W2 lying around, so I used that. The profile worked out beautifully. No delams during the forging process. I went with my usual W2 HT regime, but this time I finally got to use Parks 50. Which was a treat. Just as hard as I have achieved with water. And now after many hours of grinding, this is what a few minutes in Ferric revealed. Both sides did not come out symmetrical, but it is still pleasing to the eye I think.












-
I thought this was a cool vid to make. The bar is from a wagon tire that I acquired from a member at Don Foggs site. I wanted to process it down to make the jacket iron for my sanmai and Gomai knives.
-
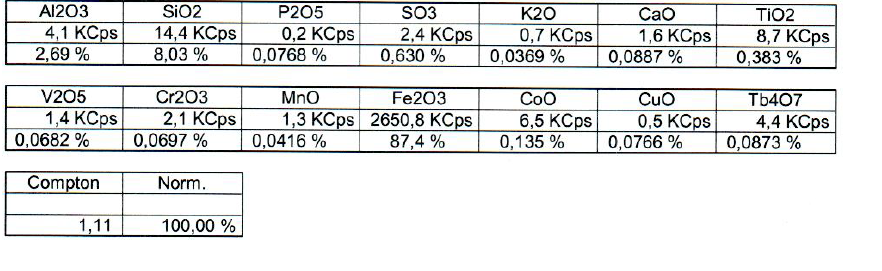
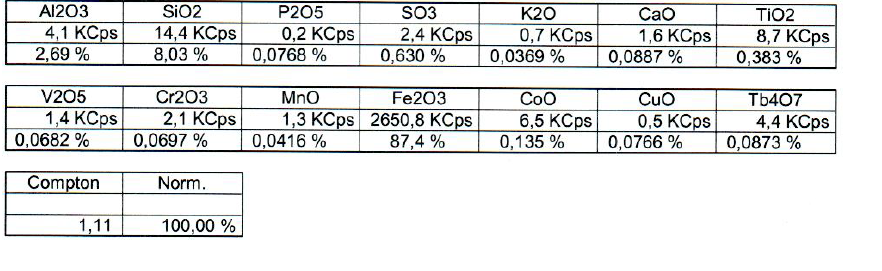
Heres an analysis of our awesome limonite ore that smelts like driving a cadillac. I think this sample was a mix we make of varying strata, which seems to yield the best composition.
-
Mark owns that one and I have skimmed through it. Haven't had time for educational reading of late.
-
Sounds interesting, though a little high tech for our iron age projects. Will talk to Mark if he has.
-
I havent, but wouldn't be surprised if Mark had. We have ran a Catalan twice now, and recently decided to bring it back to life, possibly beginning of next year after we run a tatara this Winter. Jesvs Hernendez helped greatly with the design and running of it. Jesvs is from Spain, and translated some very detailed books from Catalina that really helped with some of the specifics. Lee Sauder has been running a Catalan ad of late as well with equal success as our own. We had thought about setting up a full size catalan by scaling it up, we estimate a 200-300# bloom. A little large to handle, though they did it back in the day 24/7 non-stop. Take a gander here at these writings. The Evanstad papers: http://www.tf.uni-kiel.de/matwis/amat/def_en/articles/ancient_carburisation/ancient_carburisation.html
-
Mark has carburized full nearly done Iron Age Germanic single edged swords that way. His ingredients were crushed charcoal and another ingredient that I cannot recall that was suggested from some of our European smelter friends in Germany. It worked really well, though there were a few casualties in the learning curve. If you read the Evanstad papers, the process we will be using involves a shallow hearth, and in a process similar to orishigane, the bloom is basically melted, and depending on tuyure height from the floor, will determine how much carbon is in the end product. Along with seperating most of the slag. Very effective and a little bit more control than orishigane, and especially MORE than an aristotle.
-
Yea, Mark was knighted there long ago, and has always been a fierce fighter. Still fighting even. The other reason I go. To watch the fighting! Way cool. On the off days we plan on running an Evenstad hearth, and carborize several pounds of bloom that doesn't want to play nice.
-
Awesome. I am not part of the SCA, but a guest with Baron Mark Green for the smelt and partying tgat follows.
-
A 36-38" tall furnace that is 8" in diameter should only consume about 120# of charcoal and produce a bloomery recovery rate of about 25-40%, depending on the ore used. Usually on that size, using 40-60# of ore, we get 12-16# blooms. Our magnetite after magnetically cleaning is still sitting near 55-60% FeO3, Our motherload lifetime supply of limonite ores test around 90% or more. They usually make the best iron I have ever worked with. A tatara is in the plans in my neck of the woods, but it must be accepted that a Tatara, even a very scaled down version is expensive to run and may not result it what you desire. Adding a greater deal of variables (Such as several sources of air supply) can complicate things really quickly. Even increasing the diameter of a round furnace to 10-12" can easily double the charcoal consumption, for a marginally larger bloom in my experience. Our next smelt we plan on running a team of 5-6 guys to run bellows as this will be a smelt for the local SCA.
-
I use insertable plates made of a highly flux resistant castable. Also, rice ash is used by the smiths as a flux and protective barrier. Ash analysis has shown rice straw ash to be in the 80-90 percentile as silica. Also after a number of folds, or say about 6-7 out of 13-15 folds, there is little slags left enough to self flux the billet, so other means such as the ash is necessary to keep the welds clean. Also, in a highly rich atmosphere, fluxless welding is possible.
-
First try at making steel
DanielC replied to K. Bryan Morgan's topic in Smelting, Melting, Foundry, and Casting
If it is magnetite, you wont have to roast it. Hardwood charcoal is the preferred charcoal for smelting. Softwood for forging. Very cool experiment guys!! Lots of charcoal and ore. Several factors can lead to a poor return. Air pressure ran too high, and low yield ore are obvious ones. Question, did you guys test your slags? Often the first slag tap or so will be magnetic, and the following taps should start to be mostly pure impurities, of course this would be hard to tell if you allowed it to self tap. I would check the slags and see if they are very magnetic. This could be indicative of running the furnace too hot, as you were essentially creating cast iron, and it was pouring out with the slags. Normally I would change only one variable per smelt until you get it somewhat dialed in. Every smelt is a little bit different as no two ores are exactly the same. Some slags require lower or higher temps to be runny. At least you know you weren't running it too cool, as it didn't irreversibly freeze up. Also from here I would try the ears of both Lee Sauder and Mark Green for any further suggestions. Both have the experience of smelting over 100 times in the recent decade. -
I wish I could make replies to this site, but it never fails to tell me after writing out a well thought post that it is forbidden. Kind of fed up with losing massive amounts of text to be honest.