DanielC
Members
-
Joined
-
Last visited
-
Coffee etching :]
-
Heat treatment is similar to normal modern steels, though playing around with it can alter the appearance of the pattern. I find that it works well in the high hardness ranges, but it starts very high. This particular flavor of steel gets harder than anything I've ever dealt with, and I play with steels like 1.2519, 1.2442, 125SC, Aogami1/2, Shirogami2, 26C3, W2, 1095, etc...I treat all of these steels in the 64-66rc range with thin edges. I make hocho style japanese knives and shape with stones and stone polish for kasumi finishes a lot. With that said this particular alloy has a higher top hardness. I don't have a rockwell tester at the moment as I've relied on Mathew Parkinsons hardness chisels over the years and really didn't need to know anything beyond 64-66rc, so I just haven't purchased one. However the steel reacts to my diamond plated as harder than anything over ever lain on them. I would estimate 68-70rc, which after talking to a few other wootz friends, this isn't unheard of at all. Not to mention the steel at this carbon concentration is around 25% iron carbide by volume, which cementite usually pegs around 71rc. I try to dial it back to 64 (which takes a bit over 400F to get down to) for realistic hardnesses that I'm used to. Doesn't seem any more or less chippy for me, but I'm very careful with geometry/edge geometry so that always helps.
-
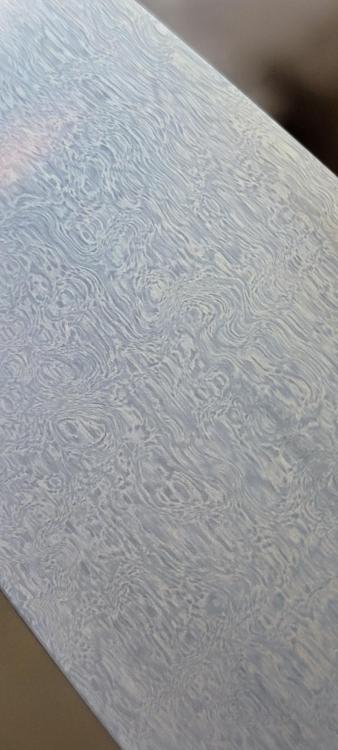
Thanks. This puck has been forged and made into 3 kitchen knives and a section of it is promised to one of my favorite Master Smiths for his own personal carry. Im not finished with any of the knives. The previous pictures and even this were only after one quick dip in diluted nitric acid. They are due for a coffee dip next to make the darks darker.

-
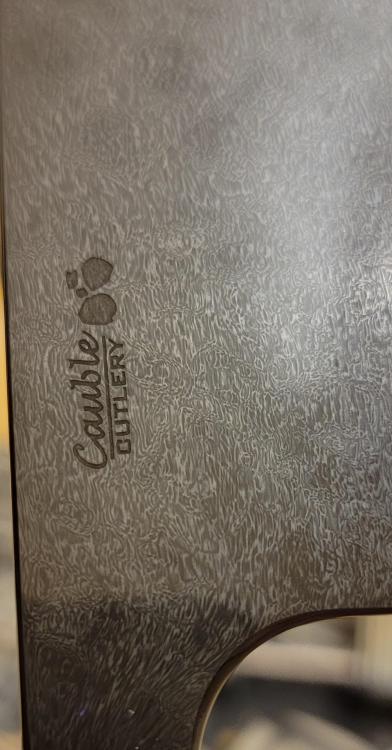
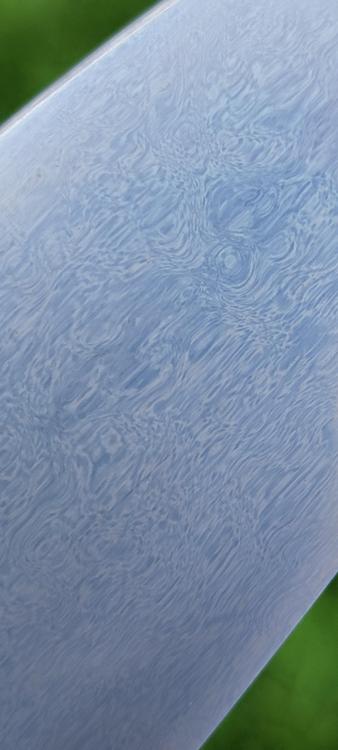
I'll try to save the servers and only upload 5 from a different one getting polished and etched. Will do a good coffee dip after this after I electro-etch my logo in.



-
My friend Mac McKinnon told me about that. Improper welding glasses or something. Needed at least shade 5?
-
It's possible but.... I'm going on a limb here don't take offense this is just observation... There was a time period when some of the older smiths (older than me, prevalent smiths in the 80s and 90s) that thought using thermite was a good way to make alloyed steels. It can be, and it can get a lot hotter than conventional means..temps that can melt some high melting point pure metals like Tungsten. It was just a big thing among the mastersmith Rybar and others. Maybe those came from the thermite crowd. Ferro alloys have lower melting temps than their respective pure alloys, and blend well with iron and steel. They are used today in steel production but seemingly not easy to get. The magic is in the forging though. The forging is specific to what's in the Ingot as everything matters.
-
These are carbide formers. When the ingot solidifies, these trace elements precipitate out first and make their place in the Ingot very stable. Chemistry, melt temp, solidification rate, ingot preparation, and forging afterward is a consistent, very well orchestrated process. These will be gathering points for cementite later. The steel is worked at specific temps without failure every time. I used to grind into the bar and look at what structures I have going on under the scope to know when to begin forging at different temperatures, but it's now second nature. Much like it became second nature to the smiths in India, Turkey or Syria. Except they were producing dozens and dozens of ingots at a time. They learned by repetition. Edit: I have several kilos of FerroVanadium, FerroChromium, FerroNiobium, FerroTungsten, etc.. Other steels with these elements can be used in the mix as well. In the end, reducing ore isn't all that important for the final.product. That is just chemistry.
-
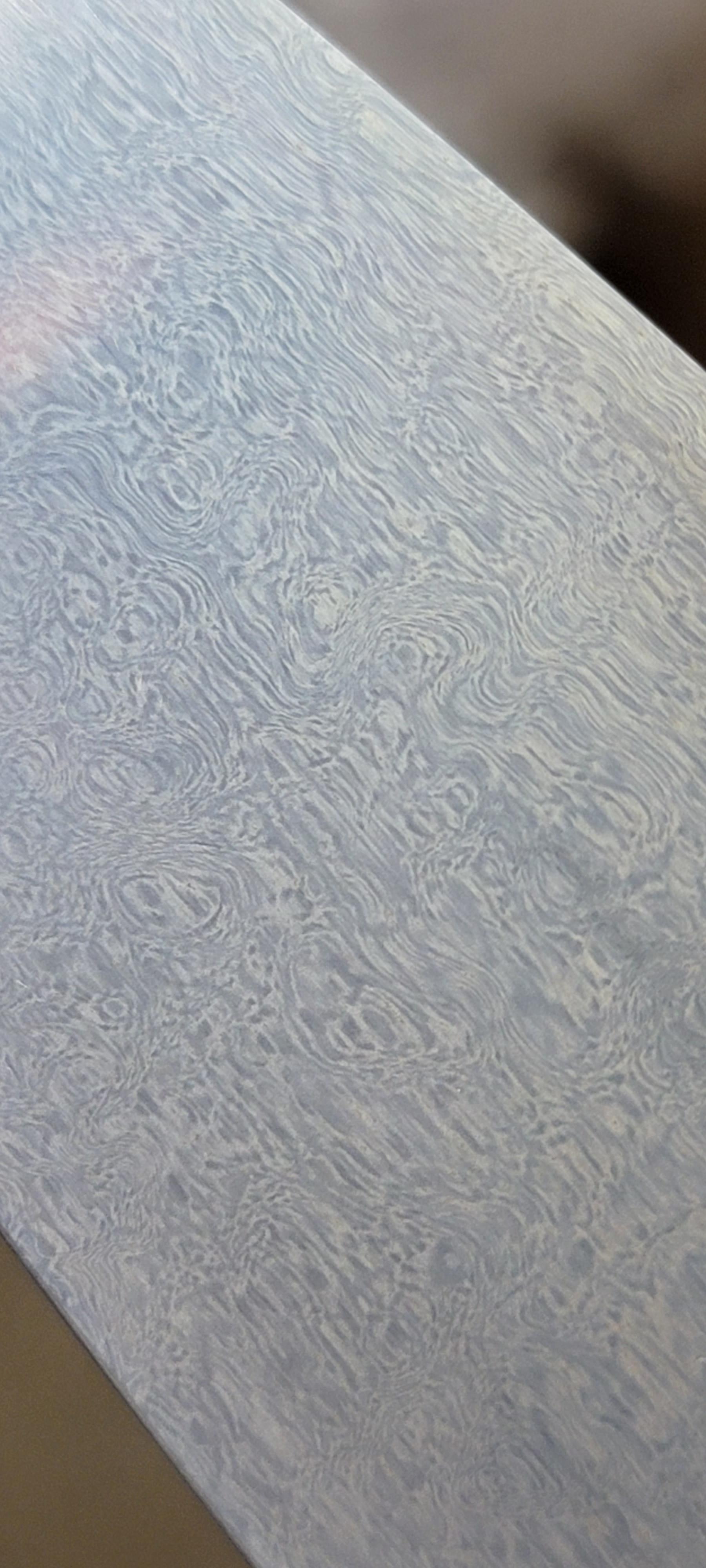
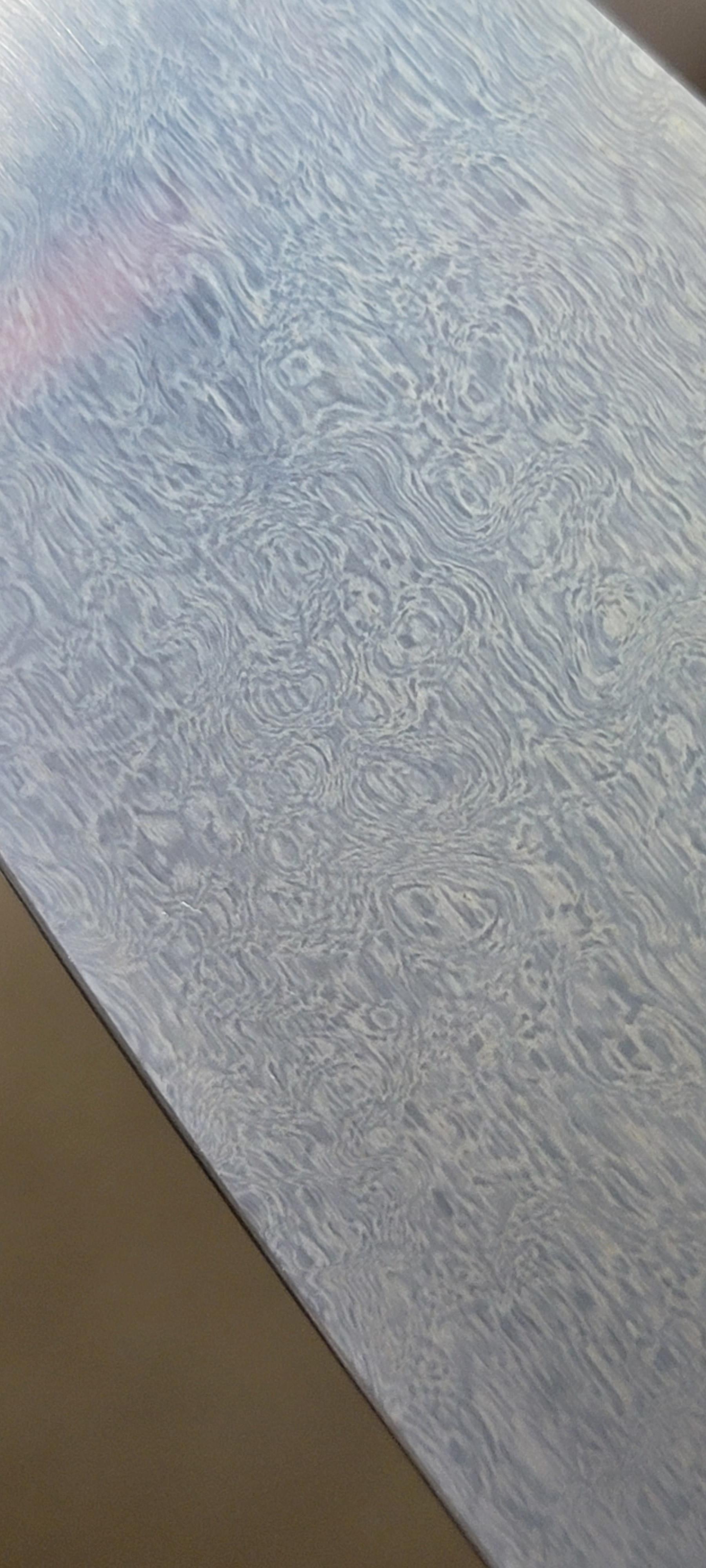
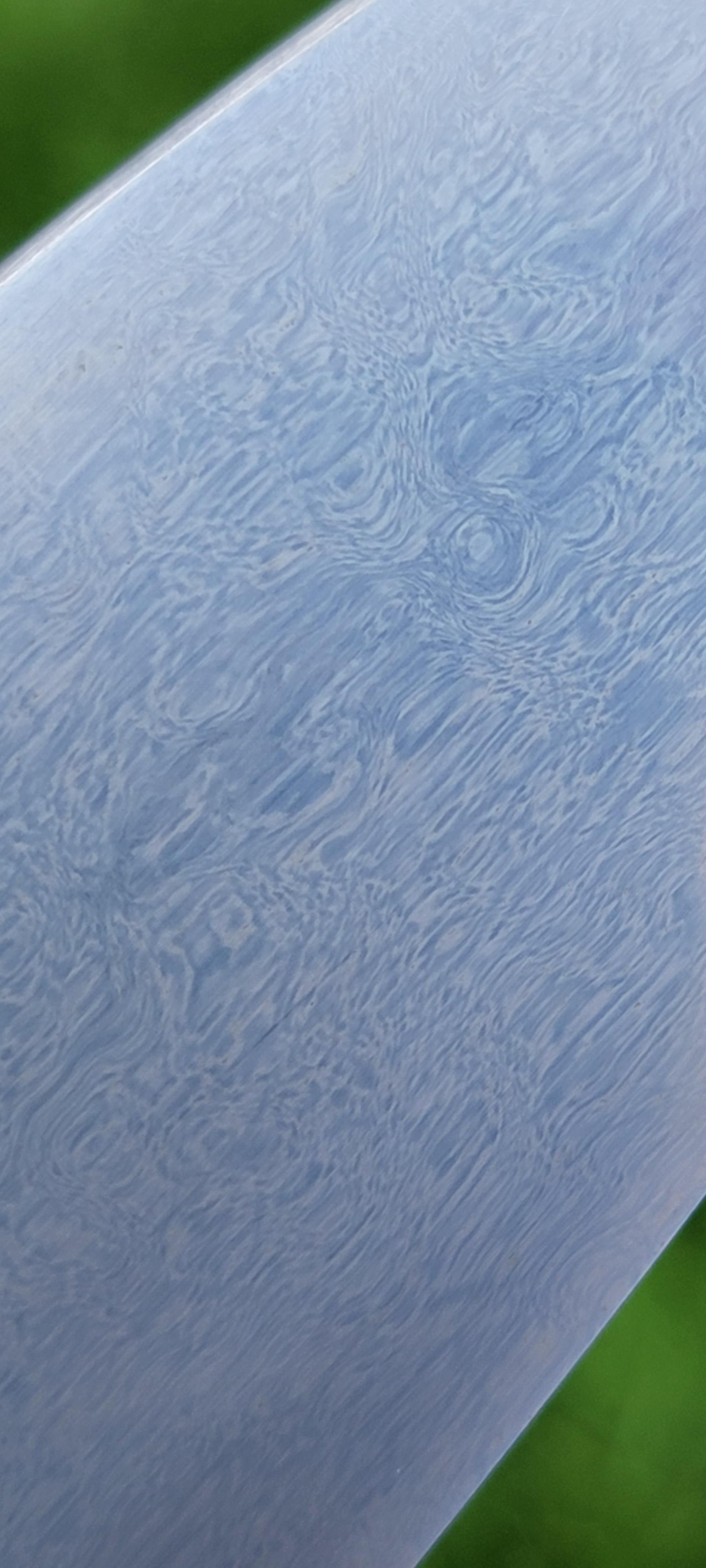
This is 1.6% C with traces of V and Cr. This is basically the end goal for crucible steel endeavors. You can search back when I first joined and got into this in 2012 that my main driving force into any of this was Ric Furrer and his Nova special on crucible steel. Now we circle back 10 years later and granted I've been successfully doing it for a few years now, it is in my 10th year of forge work that I've met some goals I made in the beginning, but may have even then exceeded my expectations. Many crystalline patterns or stretched grain boundary cementite patterns out there, but very few really good lamellar water patterns out there, and hitting that goal has been met. Now I can just have fun with it. I've got many ingots ready to work into magic.
-
I don't remember the rules on quoting and all that, but thanks. It's a lamellar water pattern. Like the antiques.
-
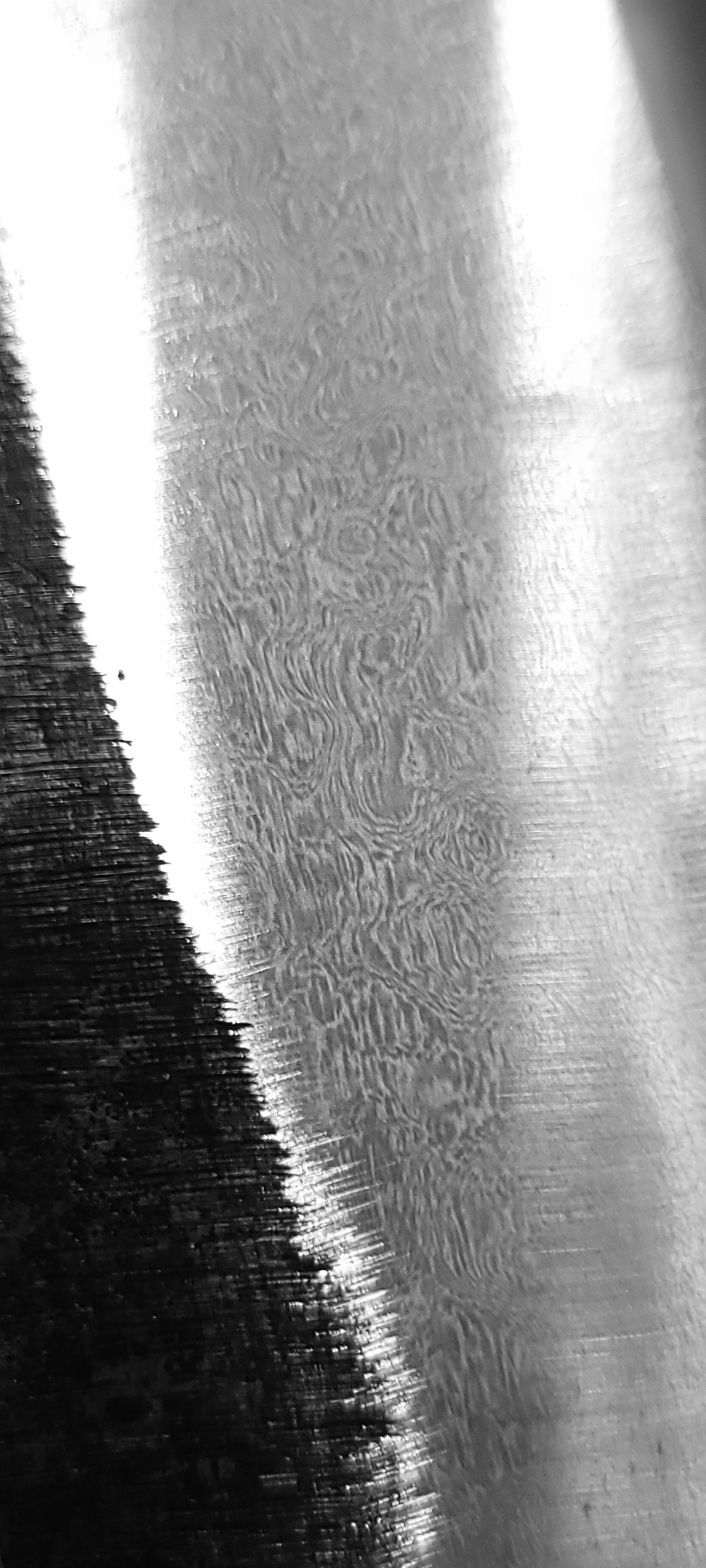
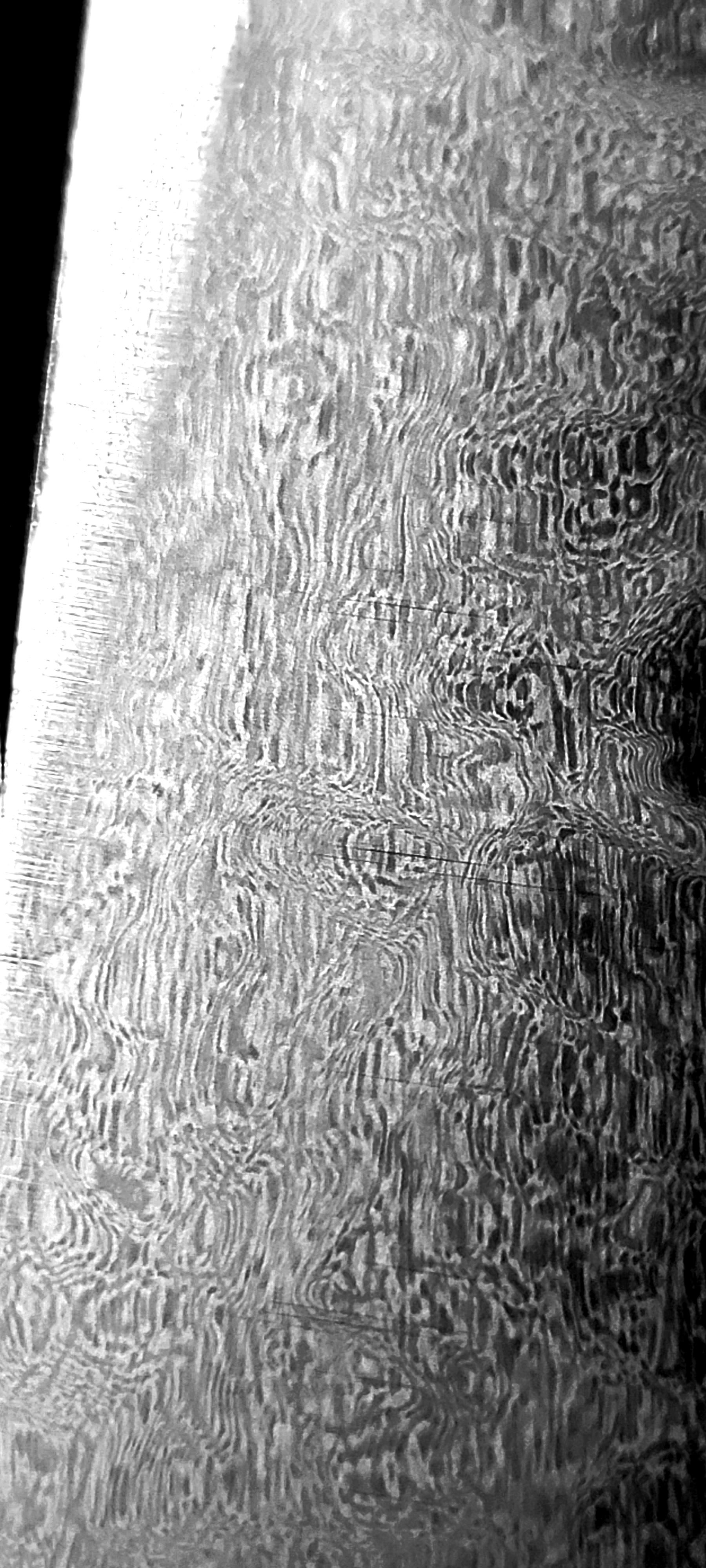
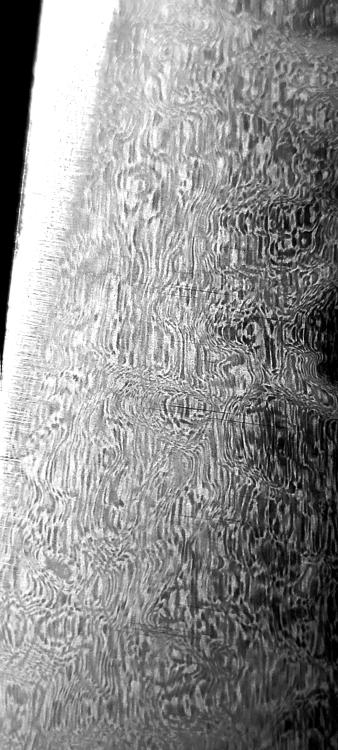
Hey guys. Been awhile. This is from my most recent work. Shaded in black and white to draw comparisons to Fegiels book on antique wootz.


-
I forged that puck out but it contained a void that stretched with the bar and didnt show up until I had a bar about a foot long. I remelted it with other material and Manganese addition. The puck has recieved REM treatment and is ready to be forged out. I'm working on a pile of sanmai at the moment though. The plan is to work the puck once I knock a group of sanmai out.
-
This is indeed a horizontal disc grinder. I made this one actually, modelled after the ine KMG makes. 1hp motor with a KBAC VFD for total speed control. I basically plasma cut out of .250" 1018 plate a motor mount. Install motor, vfd and disc. I spent around half the cost of the KMG model.
-
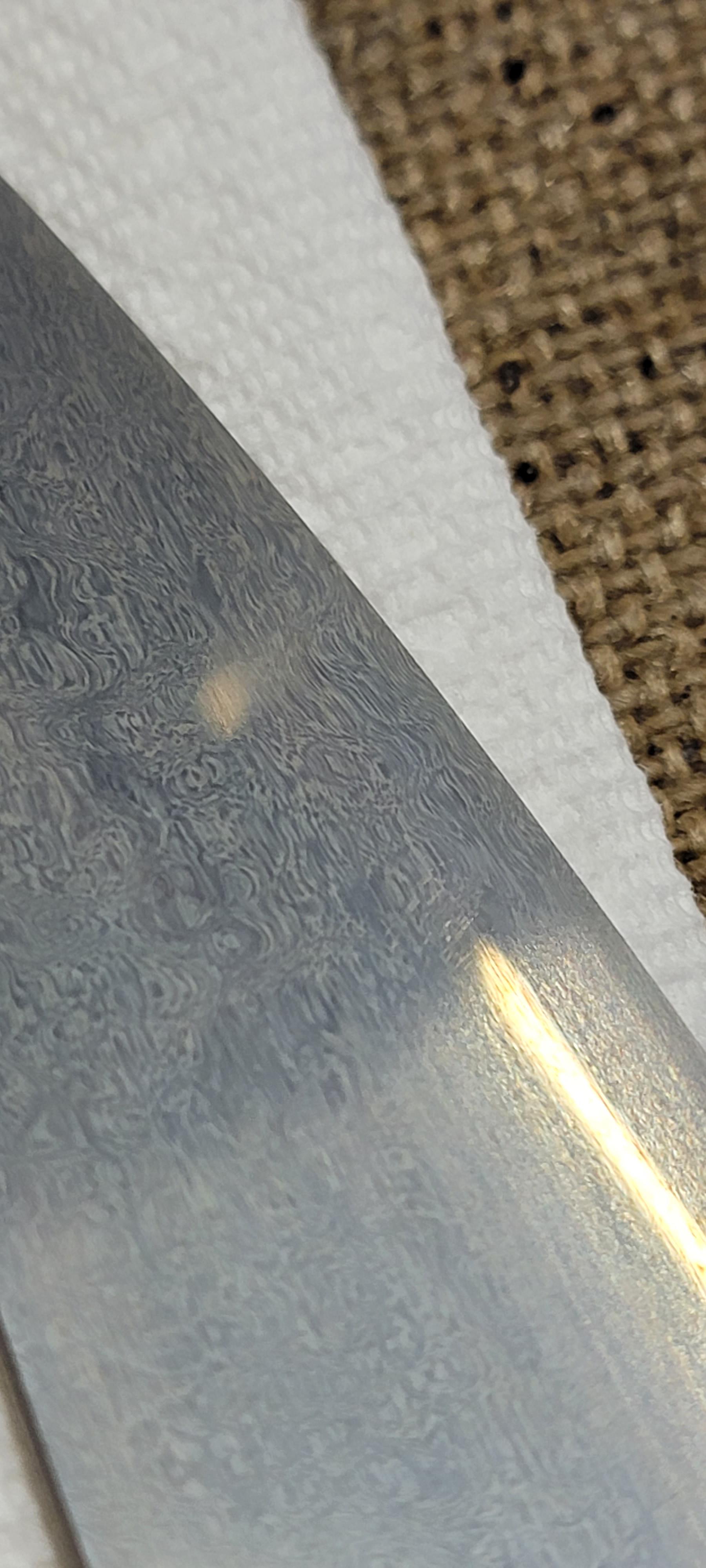
Here is another one with a core steelcsimilar to Aogami 1 called 1.2442. This knife is a little different in that the wide bevel is coherent to the forged surface, and will be stone polished. These pictures show the multi-faceted bevel that is called Hamaguri in Japan. I take the edge to .001-.002" on a disc to 220, and then take it into my home where I will begin my process of stone polish. By the time I'm moving into natural stones from synthetics, the edge will be 0" and rather forming a burr. Usually I sharpen a secondary bevel in but ive had some requests not to. This would be reserved for pretty much only the most serious stone polishers to be practical, as the act of polishing the entire wide bevel is also sharpening, much like sharpening single bevel knives from Japan, except you are forming a burr twice.




-
Got the first of 3 almost finished. Now for the handle and saya. The geometry of the blade is called hamaguri. Ready to sharpen now.