
cliffrat
-
Posts
171 -
Joined
-
Last visited
Recent Profile Visitors
5,277 profile views





-
I'm with Basher on this one. I've been doing a bit of reading and research into this knife form and found that it is anything except a simple design. The broken back is also something of a later development as very early Seax were more like a dropped point than a clipped point. Having tried my hand at making one, it is no simple task. As for the bending of swords in graves, I remember reading something (possibly in Beyond the Northlands) about the reverence and respect the Viking culture had for their swords. There were more than a few inscriptions that read something like "rather than have a dishonorable or cowardly hand upon you" explain the bending of weapons upon burial. Remember too that these were handed down from father to son, mother to daughter over generations. When there was no one to inherit the item, it went to the grave with the last of the line. One theory about why bent rather than broken, is that anyone capable of actually straightening and restoring the sword would also have the same reverence and respect for it that the last/original owner had. Thus it would doubly protect the sword from cowardly or dishonorable hands. The bent sword is unusable. The broken one still has a portion that could be used.
-
Have you burned up your compressor yet? Those small compressor tanks make a great quench tub. Cut the top off and put a handle on it. The wheels allow for easy relocation when needed.
-
Flemish pretty well nailed that. The first is a very soft or mild twist, then there is what looks like a re-squared bar flattened out, followed by a plain random pattern, a ladder pattern, and bird's eye (or pool & eye, or rain drop, etc.) with the holes drilled in straight rows. Where did you get them?
-

need a tip on handle part
cliffrat replied to Shamus Blargostadt's topic in Finish and Polish for Knives
What I think you are asking is this: You have a blade with a standard hidden tang, that is, it is narrower from top to bottom (spine to belly) than the blade. You were going to push this into a block of wood and conceal the tang, but the hole you made is bigger than the tang, so there is too much room around the tang for a tight fit. So, you tried to glue a piece of brass onto the tang (like where a guard would be) to cover the end of the hole. You used epoxy to hold the guard in place, and that failed during grinding because of heat build up. Is that correct? If so, what you should do is first file the sides of the tang until they are flat and smooth. Then drill the holes (2 or three) in the "guard" piece of brass that are slightly smaller than the thickness of the tang and in a straight line that is slightly shorter than the tang is wide (from top to bottom). Then put the guard in a vice and using smaller files, carefully join the holes into a rectangular slot that is almost, but not quite the thickness of the tang (.006 narrower), and only a little longer than the tang is wide. Then hammer the guard onto the tang for a tight fit. Pics to illustrate. Slotted guard. Knife in vice with guard and "sacrificial guard" ready to hammer set. Note the guard setting tool. After setting the guard, the fit is very tight.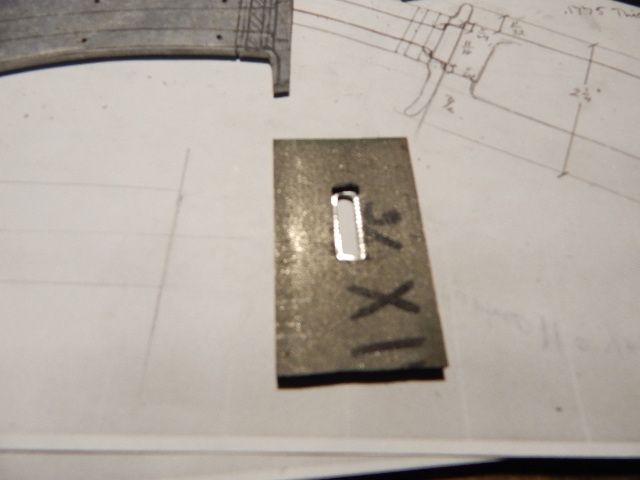


-
Everyone, and I mean everyone...has a ka-boom story. So come on Nick, let's have it. You have an audience. While you're at it, whatcha planning for the handle? Best looking RR spike knife I've ever seen.
-
Or as Frank Zappa used to say.......Trendy Chemical Amusement Aids
-
For hand sanding lubricant, I use either citrus/orange degreaser fluid or simple green. Same for finishing stones.
-
Agitation of the acid makes it work a little faster and etch more evenly in the shortened time. The fish bubbler is just an inexpensive way to get the acid agitated. You could accomplish the same thing with a submersible vibration device. Anything that gets the acid moving around will work. A fish tank aerator only costs $6-$12 through Amazon. Cut off a 3/4" square scrap piece of nickel-silver and drill a 1/4 inch hole in it. Force the hose through the hole so it acts like a weight and brings the hose down below the blade in the acid tank. BTW, that's a nice little forge you've got there TJ. What are you burning in it? Looks like charcoal (or is that the coal bin on the left?) and it reminds me of NYC in the winter when these guys sell roasted chestnuts on the street. They have these carts that have a charcoal fire going and they are roasting the chestnuts right there. Anyway, it's still a pretty nice set up you've got.
-
Thanks Steve. It's a W pattern, or as some guys call it, a double-U pattern. Started with a 20-something billet of 1095 & 15N20, but I can't remember how many times I did the cut & Stack. Memory ain't what it used to be.
-
800 is a very fine finish and it doesn't have to be that fine to etch well. I usually stop at 400 grit before etch. Like JPH, I use a longer etch time, my ferric is 1:3 (acid to water) and I agitate with a fish tank bubbler. For some reason, Ferric leaves the simple carbon steels a lot darker than the nitric or hydrochloric acids (muriatic is hydrochloric acid). Some guys like the high contrast, others not so much. Rubbing with steel wool will get into the deeper etched parts of the blade and leave you with less contrast. This can be returned by bluing the blade. Looking at the pics, JPH gets a very deep etch and the pattern is clearly visible, even though there is little contrast. Here is a similar etch to what JPH does in terms of time except I do 2-3 installments of 10-15 minutes each and wipe off the residue in between. Then I clean the blade and cold blue it.
.jpg.a9e901a0d1ddb2b0b2a9534fe901cd7d.jpg)
-
Nice ring TJ. Piece of advice, get a fish tank bubbler for your ferric.
-
Thanks Das, I'm glad you got something out of it. Hopefully you got at least half of what I managed to learn so far, and this knife still has more to teach me. Destructive testing of your blades is an important part of being a knife maker. It is a difficult thing to do, because you spend some quality time making the blade, heat treating it, etc. and then you destroy it. I had made a smaller blade along side this one and I can probably salvage that and make a finished knife from it. It was going to be the test blade, but it seems like the roles have reversed. Maybe I'll record the testing with my GoPro and post the video.
-
Thanks for the info on the polishing powders. I'll check them out. As for the Hamon, there was nothing I liked about it. I typically leave my blades a bit beefy at heat treat and thin them down to desired thickness. What I didn't anticipate is the shape of the Hamon in cross section through the blade. As I ground through it, it spread out and lost all definition. It also traveled further down the blade toward the edge than I wanted. Important lesson learned: rough grind close to finished dimensions when doing Hamons. There are other issues with that blade that I can't abide. Most folks wouldn't notice them, or would say that they are minor, but take two or three minor issues, and suddenly they are all I can see. The Hamon just pushed me over the edge.
-
Please elaborate on the pumice and pre-polish powders. Like where you get them and what grades/grits, etc. Also, how you apply and polish with them. Mike Q uses a strip of denim backed by a stiff sanding board. Do you use something similar? I have also heard folks say they use everything from make-up removal pads to wet leather. I've made a couple of blades with a mirror polish and the idea of polishing just to practice is kinda unappealing.......just sayin'. Sorry guys, I was going to put an edge and rough handle on this one and do some cutting and testing to destruction. That way I'll know whether the HT was on or not.
