teenylittlemetalguy Posted March 8, 2015 Share Posted March 8, 2015 I have been reading Steve Midgett's book and wonder if anyone here has experience with the solid state diffusion method?i was surprised at the length of time required to grow the crystals across the weld.my question is- did you find the big expense of energy worthwhile For Weld quality? The book still has you backing the material up with solder when you manipulate the billet. Which is shocking to me. I assumed a solid state weld would be stronger than that. Especially since the processes is used for such high tech application in other materials.i am left seriously reconsidering costs if the weld quality is only slightly better than liquid state. I am not using much precious metal so hiding a huge energy budget in the price would be much harder to do. Quote Link to comment Share on other sites More sharing options...
patrick Posted March 13, 2015 Share Posted March 13, 2015 I have forged several thousand pounds of copper based mokume billets, all made with the diffusion bonding method with no additional solder. As long as the surfaces are kept extra super clean, you get a fantastic weld. I have no trouble doing agressive forging, twisting or upsetting with these billets. If you are trying to run a lot of pieces with predicable results every time this is a great method to use. It can be made very simple by the use of an electric kiln with good temperature control. Quote Link to comment Share on other sites More sharing options...
teenylittlemetalguy Posted March 13, 2015 Author Share Posted March 13, 2015 Thank you so much for responding! I have been trying to weigh the cost of equipment to proceed past liquid phase diffusion welds that I have done. Happy to hear it is worthwhile. The whole bolstering the billet by soldering afterwards had me concerned that I was better off where I am.one more question if you could? I think I see everyone using electric kilns and I wonder if gas is feasible with a on/off type control arrangement or should I just stick to electric? Your thoughts? Quote Link to comment Share on other sites More sharing options...
Steve Sells Posted March 13, 2015 Share Posted March 13, 2015 (edited) sure why not, I have been doing it in my coal forge Edited March 13, 2015 by Steve Sells Quote Link to comment Share on other sites More sharing options...
teenylittlemetalguy Posted March 13, 2015 Author Share Posted March 13, 2015 Steve I think you misunderstand the question. I don't think you are talking 8-10 hours manually maintaining the temperature of a coal forge to stay below the eutectic point of the metals while a solid state diffusion weld forms. the question is would the rough control provided by a simple on/off gas burner be suitable for a solid state weld? Quote Link to comment Share on other sites More sharing options...
kubiack Posted March 13, 2015 Share Posted March 13, 2015 (edited) One of the demos at the NTBA's Hammerfest a few years back was making a copper and silver mokume billet using charcoal in a solid fuel forge. The process did not use any solder on the pieces. The billet stack was put under pressure in a small hand powered hydraulic press and then clamped together so it was under pressure when it went into the fire. If I remember the actual heating/welding process went something like this. Build up a medium/large charcoal fire. Put the stack in heart of the fire. Adjust the air so the billet is very hot but not burning. Keep watch until you are sure you have the air adjusted to the point you are not going to burn up the billet. Relax and wait until the fire is just about burned out without adding any more fuel. I think it took a 30-45 minutes. Remove the billet and work cold annealing in a gas forge as needed. I remember that the guy normally used an electric kiln and said this one welded as good or better than what he was doing in the kiln.I've not read the book you are talking about but this process certainly did not take 8-10 to obtain a weld. I watched the guy draw the billet out cold, pattern it, and size it for jump rings.If your interested I think I could find the guys name and contact info, I belie it is in my notes from the event. Edited March 13, 2015 by kubiack Quote Link to comment Share on other sites More sharing options...
teenylittlemetalguy Posted March 13, 2015 Author Share Posted March 13, 2015 Kubiack, thank you for the info but the process involving solder that I am referring to is actually supporting the welded billet by adding solder after welding in order to keep it from tearing while you manipulate the pattern, sorry I was not clear. I have done lots of liquid state welds in Mokume. the process in the book is a solid state weld and it takes precise control and long soak times to achieve. the temps are just low enough that no metal can melt, the resulting bond is superior I am told.I am just curious if anyone has used a gas kiln to achieve it. Quote Link to comment Share on other sites More sharing options...
Steve Sells Posted March 13, 2015 Share Posted March 13, 2015 Steve I think you misunderstand the question. I don't think you are talking 8-10 hours manually maintaining the temperature of a coal forge to stay below the eutectic point of the metals while a solid state diffusion weld forms. the question is would the rough control provided by a simple on/off gas burner be suitable for a solid state weld?It does not take 8 to 10 hours. I have used copper/nickel and copper/brass/bronze I need to do copper/silver next time. In a coal forge, I have to wonder with your mention of needing to solder afterwards, if you are getting it hot enough in the first place. I heat until I see it sweat, then let sit for a short time to ensure heat all through, then I remove and tap on anvil to break loose the pressure plates and reduce to half thickness. you may wish to join the FB page for mokume. Its a closed group but I can talk to the admin there to get you in, many good craftsmen there can help with their various methods at various levels of doing this. Quote Link to comment Share on other sites More sharing options...
patrick Posted March 14, 2015 Share Posted March 14, 2015 For the copper silver billet noted above, you will get a liquid phase, just not with solder. The copper silver forms a eutectic and that does liquify unless you keep very close control on the temp. For the diffusion bonding method, hold times are usually about 2 hours for a billet 2 inches square. Hold temperature depends on the materials in the billets, but you want to get about 25 F below the melting point of the metal with the lowest melting point in the stack. The billets I've been working are either copper/nickel silver or copper/red brass/nickel silver. As to using a gas forge, yes you can but uniformity of temperature can be very difficult to achieve in gas which means you have to frequently flip and rotate the billet. Chad Nichols shows this method in his video on making mokume. If you want try the gas approach I strongly recommend putting some thermocouples in your forge so you know exactly what is happening. I did that recently with mine (for forging purposes) and it has been very helpful. Quote Link to comment Share on other sites More sharing options...
teenylittlemetalguy Posted March 14, 2015 Author Share Posted March 14, 2015 I say 8-10 hours as that is what is in Migetts book. His book is also loaded with references to using solder afterwards around the layered side to keep it from falling apart. I have done quite a few billets in my gas forge with pretty good success and have never used solder. His mentioning it in the book made me wonder if solid state welds were worth the hassle as I never needed solder with a liquid state weld.i would be very grateful to be allowed in the FB Mokume group, I promise they won't regret letting me in. Quote Link to comment Share on other sites More sharing options...
teenylittlemetalguy Posted March 14, 2015 Author Share Posted March 14, 2015 For the copper silver billet noted above, you will get a liquid phase, just not with solder. The copper silver forms a eutectic and that does liquify unless you keep very close control on the temp. For the diffusion bonding method, hold times are usually about 2 hours for a billet 2 inches square. Hold temperature depends on the materials in the billets, but you want to get about 25 F below the melting point of the metal with the lowest melting point in the stack. The billets I've been working are either copper/nickel silver or copper/red brass/nickel silver. As to using a gas forge, yes you can but uniformity of temperature can be very difficult to achieve in gas which means you have to frequently flip and rotate the billet. Chad Nichols shows this method in his video on making mokume. If you want try the gas approach I strongly recommend putting some thermocouples in your forge so you know exactly what is happening. I did that recently with mine (for forging purposes) and it has been very helpful. I understand patrick, I am not using solder. midgets book discussed using it after forming the billet to stop tearing during pattern development. Thanks for the tips on the gas control, I will give it a try. Quote Link to comment Share on other sites More sharing options...
Frosty Posted March 14, 2015 Share Posted March 14, 2015 There's a little misunderstanding running here right now. "Diffusion welding" is bonding due to metal's property as a conductor. That means the electrons in the valence shell are not strongly held but in a strict balance regardless. So, if two metals come close enough together they begin to trade electrons.What makes a conductor conduct electricity is that an electron joins the atom but soon another is pushed out and being a force it follows the path of least resistance. So, a potential imbalance results in a flow of electrons towards the positive pole.If there is an excess of electrons say from a generator then they flow. However two metal in close proximity begin exchanging electrons because they're moving and sometimes wander. (Please don't quote me on that it's been decades and a tree since I listened to someone who knew what was going on) An atom with an extra electron has a net negative charge and the one missing one has a net positive charge and can draw an electron either back from it's trade partner or from another atom.The wider the area this exchange can occur over the greater the potential and if enough electrons move on nuclei begin to follow and the two pieces weld by diffusing atoms across the joint.Okay, that's a muddled description of the process. For practical diffusion welding the trick is getting the join closely enough matched there is a large area in direct contact on a molecular level so lots of electrons can exchange. There are different ways to do this but the easiest is get them hot. The hotter a material is the faster and more violently the atoms and molecules move and as they slam into each other across the join electrons exchange more easily and where the electrons go the nuclei follow.Another modern version is explosive welding simply slam the join together with a couple hundred thousand psi and viola.What's being described as "liquid" phase welding would be "fusion" welding a different if similar thing. Clean, pressed and heated to sweating temp or just short of melting is on the border between diffusion and fusion welding. The trick is to keep it under the liquidus of the lowest melting metal. this element will exchange electrons the most readily resulting in high potential to discharge in the contacting pieces so they too will exchange electrons readily.Cold diffusion is exactly the same process with lower temperatures it just takes longer, sometimes weeks to months. This is being done in micro gravity under hard vacuum on the ISS to develop new materials. Talk to a machinist about laying his gauge blocks together some time, they'll diffusion weld in minutes and inseparably in a day or so. Steel diffusion welds very easily if polished and matched well enough.So when we're talking about diffusion welding mokume in a coal, gas forge, etc. it's at the sweating temp and happens pretty quickly. In seconds if everything is matched, cleaned and clamped properly.Cold diffusion welding takes longer and more careful preparations. A machinist's Jo blocks for example.Forge welding a bit in a hatchet blade is again diffusion welding at or just above liquidus so it happens almost instantly. Done at sparkling heat it's fusion welding, two liquids are being merged under hammer guidance.All I can hope now is I haven't confused this more than it already is.Frosty The Lucky. Quote Link to comment Share on other sites More sharing options...
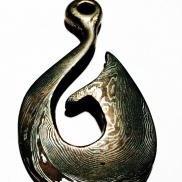
patrick Posted March 16, 2015 Share Posted March 16, 2015 Frosty- If you don't have a copy of Solid Phase Welding by Tylecote I highly recommend it. In the case of solid state bonded mokume, you do actually need a fair amount of time to get a good bond. This is because you don't have intimate contact across the interface to start even when clamped in the torque plates. The high points of the interface will bond first, but then you have to rely on diffusion for that interface to grow across the entire surface. This is some what similar to what happens when you sinter metal powder.Plus, if you do have any contamination on the surface, the diffusion process will help integrate that into the bond. Diffusion is a slow process, especially for metals with large atomic radius. (Side note, look up Fick's Law and use it to calculate the time needed to develop a case depth of 0.050" in carbon steel at 1700 F). I bring that up because carbon is one of the smallest atoms commonly used in diffusion processes. Copper, Nickel and silver are all much larger and will take much longer to diffuse than carbon. As long as you have not developed a liquid phase at the interface, you are dealing with diffusion bonding. To illustrate the strength of mokume made using the diffusion bonding process I described earlier, I did a little experiment. I trimmed a 3/8" thick slice off of a 1.125" octagon bar I forged this afternoon. (Starting cross section was 2" square.) I forged that slice by upsetting perpendicular to the plane of the bonds and got the little sheet shown in the photo. The thickness varied from 0.020" to 0.050" (I don't have a rolling mill to make it uniform and was in the middle of some other work so I didn't try to take it any further). As you can see, the bonds help up fine. There was a little bit of separation near the edges, but nothing severe. Quote Link to comment Share on other sites More sharing options...
Frosty Posted March 16, 2015 Share Posted March 16, 2015 Thanks for the recommendation Patrick, I'll see if I can borrow Tristan's (Teenylittlemetalguy) copy if he has one. Heck I have to drive to Anchorage tomorrow anyway, maybe we can hook up. probably be better if I ILL it at the library. That way I won't forget to return Tristan's copy.How close to how diffusion welding works did I get? I really only hung with some of the guys who do it a lot on the old Artmetal list. Deb and I wear Jim Binnion wedding rings. Jim posted a lot on the old AM list, I read it all and have a near eidetic memory for the written word. How accurate my memory is is questionable since the accident, it's all in there the filing system is just screwy.Solid state welding is a high priority space industry as it can weld normally incompatible metals very strongly. It's all in getting the molecules close enough. As you say, the more distance they have to travel or the colder they are the longer it takes.Tristan really gets into things and has turned himself into the Mr. Mokume of the Association of Alaskan Blacksmiths. I'm thinking he should hold a mokume workshop or at least do some demos at meetings. I really should go back to reading and learning from you guys. I just thought I could help dispel a simple misunderstanding and really hoping I wasn't going to make it worse.Frosty The Lucky. Quote Link to comment Share on other sites More sharing options...
teenylittlemetalguy Posted March 16, 2015 Author Share Posted March 16, 2015 Patrick, thank you again for the help. You have been very helpful. I see now that I need to shoot for solid state for sure. That was an excellent way to show the strength of it. I would have to baby a liquid state weld a lot to get remotely close to that. Frosty, sorry I don't have the tylecote book, but need to look for a copy for sure. I had the Steve Midgett book out on loan from UAA . I wish I could keep it but they are +$350.00 a copy. Maybe someday they will print another run.call me when you get to town, I get off work at 4. Quote Link to comment Share on other sites More sharing options...
Frosty Posted March 16, 2015 Share Posted March 16, 2015 I'm in for a doc appt at 1:00 and can't stay long. Deb's headed for S. Cal. for a dog training instructor's class Tue. is flyday so I can't linger. <sigh>I'll have to see what the library can get.Frosty The Lucky. Quote Link to comment Share on other sites More sharing options...
teenylittlemetalguy Posted March 16, 2015 Author Share Posted March 16, 2015 Anchorage library had nothing for me but I know a student and UAA had a copy. It s a good book you would enjoy it. Binnion wrote the chapter on diffusion welds for it. It all was crystal clear for me after reading that. Quote Link to comment Share on other sites More sharing options...
patrick Posted March 18, 2015 Share Posted March 18, 2015 Frosty- I think you got most of the diffusion stuff right. Diffusion rate is temperature dependent. The higher the temperature the faster the diffusion rate. As you already noted, solid state welding can occur with little or no diffusion, as in the case of galling of threaded components. Once the initial atomic bonds have been made across the interface you have solid state weld. That usually will strengthen with time at temperature as diffusion occurs across the interface. However, there are some systems which will form intermetallic compounds which could weaken the interface. In those case, you may want to avoid diffusion. I should point out that in Chad Nichols video on mokume he does use a fairly short time in a gas furnace, less than 30 minutes I think. His furnace temperature was very close to the melting point of copper and his first squeeze on his billet, while still clamped between plates, was done in a hydraulic press. Most of his forging of mokume was done with his presses, which I found to be terribly slow for this kind of work. Attached is a picture of what I forged Sunday afternoon. This is the product of 15 billets originally 2x2x6. about 8 solid hours of twisting and forging. Quote Link to comment Share on other sites More sharing options...
teenylittlemetalguy Posted March 18, 2015 Author Share Posted March 18, 2015 (edited) That is a very impressive pile of metal. Is it mostly copper/brass/nickel? it looks like maybe you are using a rolling mill?I have seen the video, not to disagree with you, I am just confused-I thought he was doing a liquid phase welld as he was worried he melted the brass? Is he really doing solid phase? Midgets book says that it takes 8-10 hours for copper and copper alloys, is that not true in your experience? I keep hearing it both ways and am just not sure. The close up of your slab I saw sure looked nice and defined to meThank you so much for taking the time to answer my questions, it is very kind of you. Edited March 18, 2015 by teenylittlemetalguy Glitch forced me out before I was done Quote Link to comment Share on other sites More sharing options...
patrick Posted March 18, 2015 Share Posted March 18, 2015 The billets im working with are bonded for two to three hours. Copper red brass and nickel silver. No rolling mill. All done with a 300#Bradley using stop blocks.I'll have to review the nichols video to confirm his technique. Quote Link to comment Share on other sites More sharing options...
teenylittlemetalguy Posted March 19, 2015 Author Share Posted March 19, 2015 Cool, I am getting ready to order my controls and will give it a go. That hammer sounds nice. Probably doesn't even know it is working when it's smacking copper. Quote Link to comment Share on other sites More sharing options...
patrick Posted March 19, 2015 Share Posted March 19, 2015 If you do a you tube search for 300#Bradley you can find a couple of videos of me forging mokume with it. A lot of what I make gets forged to a final thickness of 0.220" so you actually do need a fair amount of power when making wide flat bar. Quote Link to comment Share on other sites More sharing options...
Recommended Posts
Join the conversation
You can post now and register later. If you have an account, sign in now to post with your account.