

Goods
-
Posts
1,170 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by Goods
-
-
For me this is typical due to forging the tip at too low of a temperature. The tip cools quickly as it thins, but it also heats quickly. Don’t forge it below a red heat.
Pictures of the issue can be helpful… we always love pictures.
Keep it fun,
David
-
It took me a while to find the video, but you can find it here:
https://m.youtube.com/watch?v=uJjxz3zjoT4
(I hope that worked!)
It may be more effort that you what to put into it, but looks pretty slick.
Keep it fun,
David
-
I saw a yt video of a gentleman making a dovetail fixture setup for his fly press. He locked it in place with a toggle cam. The video was very informative. Unfortunately, I can’t remember the channel unfortunately.
(I think JHCC may have posted it on this site previously…)
Keep it fun,
David
-
Frosty, the Fararday cage issue was the same thing that came to my mind…
Im very curious about induction forges, but can’t justify the investment now. Maybe after I can’t get good smithing coal any longer.
Keep it fun,
David
-
I agree with the statements above and would also be very surprised if was cast. From having handling holes and what appears to be weld seems below the horn and heal, I would put my money on it being a forged wrought iron anvil with a steel face.
(Joey van der Steeg just posted another YouTube video building up an anvil from wrought iron with a steel face, with the aid of a striker, if you curious about the process. Thanks Joey, if you see this!)
Keep it fun,
David
-
This discussion could get interesting. I would not be surprised that full hardening and furnace tempering is the preferred method these days due to the knowledge required of the workers involved in the process. The easier it is to follow a simple recipe, the more likely you can find and afford the labor. This is a complete guess on my part.
The other side of this is that the materials knowledge has grown significantly over the years. I imagine they are getting exactly the performance they require out of the product, be it gears, shafts, stamping dies or anvils.
Differential hardening is very common, specially surface hardening. I have lot of parts in my shop that have been surface hardened: linear shafts, stamping die guide posts, large gears (15” dia) and even a couple small gears (3” dia). All of these salvaged for reuse… I have not seen any parts that were fully heated, quenched, and the selectively (?) tempered like what we would do with a heated drift when tempering a hammer head. (I’m not saying it not done in industry, just that I haven’t seen it.)
Keep it fun,
David
-
Looks fantastic
-
What type of 3D printer? And what material. Filament printers make parts that are fairly weak between the layers, so the threads will probably pull out pretty easily. However, if you are printing it as a lost wax style casting, brass or bronze would be pretty effective.
Personally, I really interested in how other have forged the screw and box. I know thread has been a post here on that before, but I never asked for details…Keep it fun,
David
-
Purple Bullet,
My wife is from south Louisiana, and if you keep taking about bringing Cajun food, I may have a free pass and company for quad state.
(On another small world note, her stepfather was a diver…)Keep it fun,
David
-
Oops, should’ve been “handles,” not the only typo though… Got in a hurry after I saw you were responding and didn’t do my normal proofing. At least it wasn’t too juicy of a straight line!
-
I believe most file are W2 steel or close to that. W2’s forging temperature range is between 760C and 1038C. (If my google fu is any good…) If you’re reaching 1200C in your forge, you should be good, but it might take a little time for your steel to reach temperature. (I’m used to running a coal fire where the fire is much hotter than the steel needs to be, and one of the challenges there is not to over heat thin sections. But it heat fast.)
What refractory did you use? This could end up being a pretty efficient little forge.
Any pictures of it running just after lightning and when it’s reached temperature?
(If I’m off base, I’m sure someone will correct me!)
Keep it fun,
David
-
Looks like the go through the holes at the top of the I-beam…
I like that setup. Two things I would change: have one side of the anvil flush to the stand to allow for longer 90bends, and weld a couple loops on to hold you hands.
How loud is it? Is the anvil have good rebound on it? Good use of a big I-beam.
Keep it fun,
David
Typing at the same time…
-
Beautiful work as always. I can’t imagine how you keep turning out so many projects so quickly!
Keep it fun,
David
-
8” vent is not going to draw very well if at all. 10” would be a minimum. Mine is 10” and I wish I went with 12”.
If you’re going to go through the window, try to through at a 45degree angle. Two 45’s and no horizontal section will help with the draw also.
I also would avoid putting plywood in the window. Cement board would be a much better choice.
Just my two cents, there will probably be others posting with additional good information.
Keep it fun,
David
-
Anvil, the center detail was made with a spring swage I got as a door prize at one of our hammer-ins a few months back. I should make some more. I’ve put this one to good use, and would mind having a variety of types.
Keep it fun,
David
-
I like the show, but my biggest problem was the music. Not that the music was bad, but the volume during some sections was just too high. I found myself constantly turning the volume up and down. That may not have been an issue if I was watching from my phone, my I was using the living room TV.
Keep it fun,
David
-
Frosty, I completely miss read your post. (Not that uncommon for me!) A joke clasp would have been perfect for this
 . I’m now debating whether I really want to part with it.
. I’m now debating whether I really want to part with it.
Keep it fun,
David
-
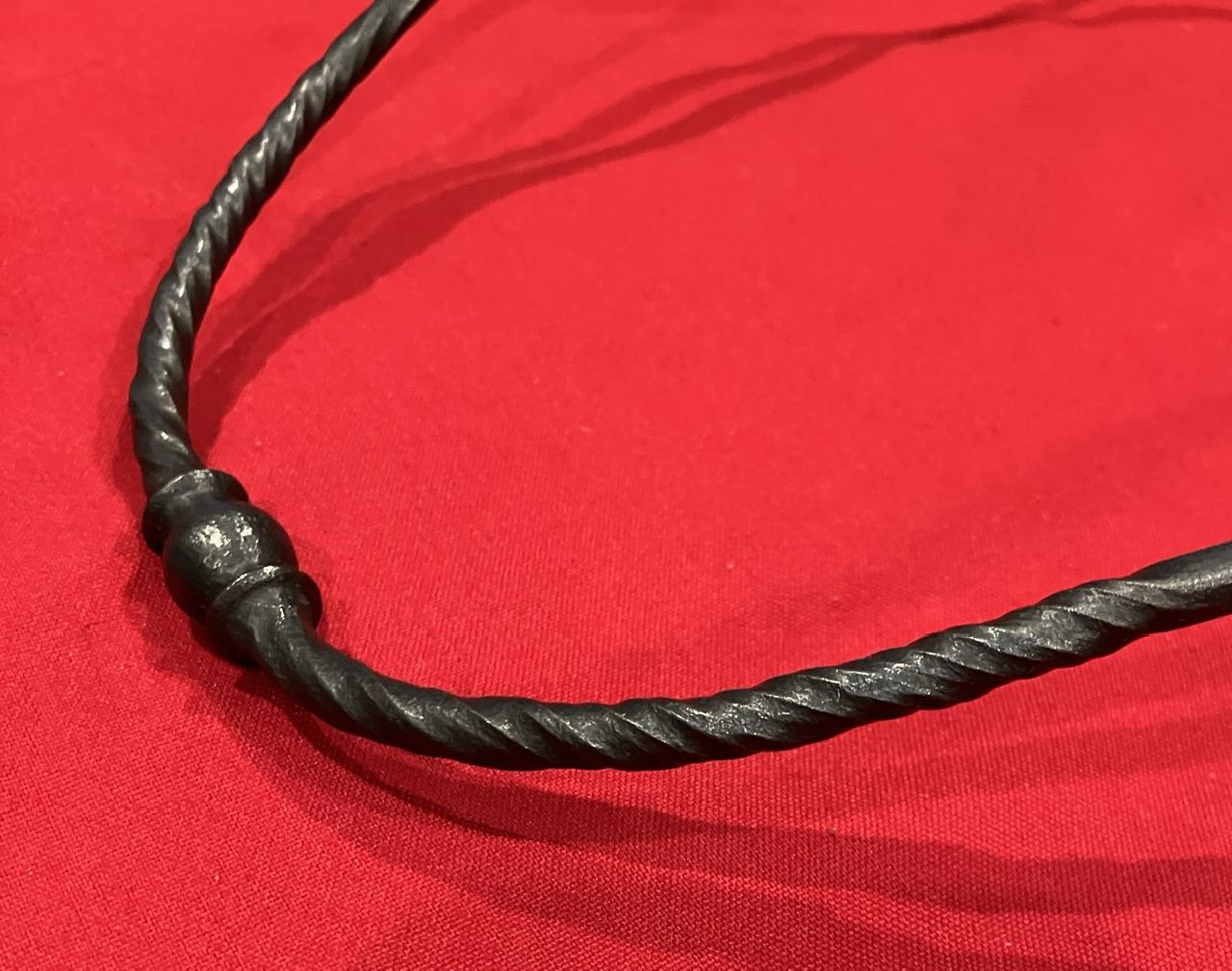
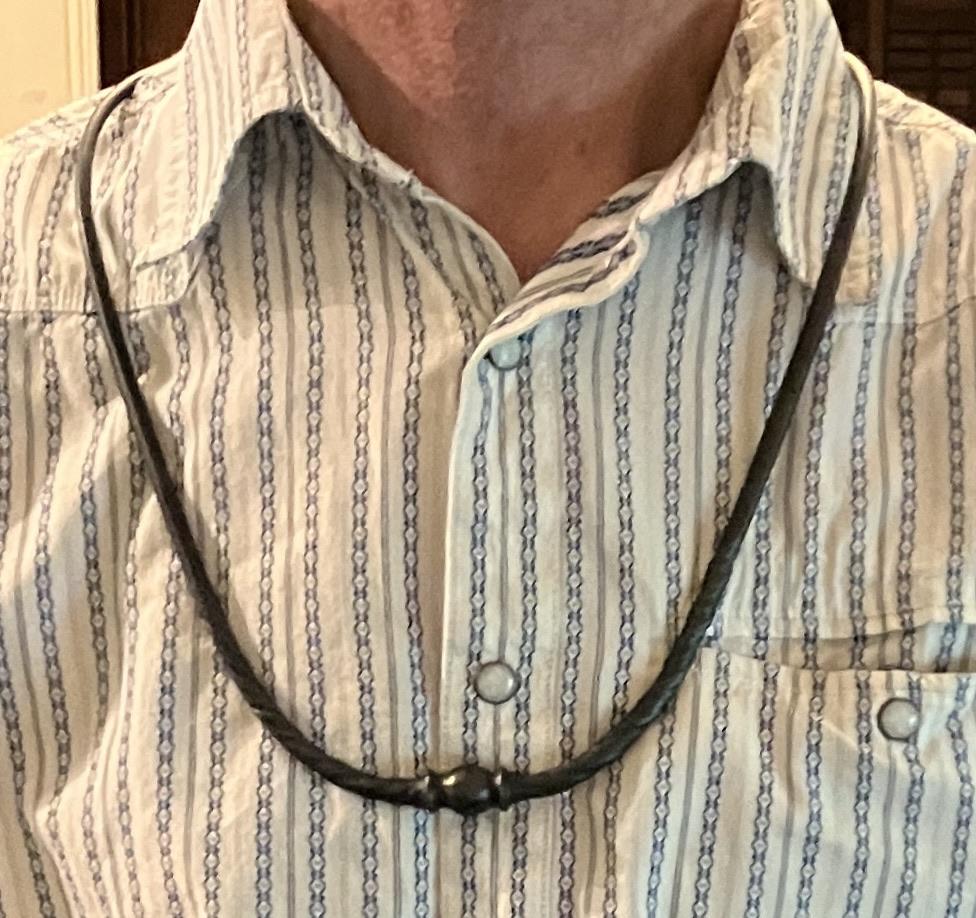
Frosty, I thought about making a clasp for it, but I figured that was jus something the get caught on clothes. The other side of it is that this is normalized 52100, pretty springy. The opening is about 1-1/2” smaller than my neck and I was just flexing it open to put on. Of course you could just put it over one’s head, it’s pretty big.
I’ll think more on a clasp. I’ve got a couple ideas rattling around up there and now that my wife has seen it, I will be making more…
Keep it fun,
David
-
Ok, so in the ”followed me home”thread I said I had a plan for a piece of the ball screw I brought home. Well it’s done:




Basically, one of my managers heard me talking to maintenance about the ball screw and told him I wasn’t sure if I wanted to deal with it. The we started joking around and he made a crack about making a necklace out of it. Well I came back it “I’ll make a necklace out of, for you…” Guess what’s going to be on his desk Wednesday morning.
Keep it fun,
David
-
Most the bearings I’ve kept are in the 1-1/2”~4” ID range. So, usually a good bit of material there.
-
Not sure yet… I’ve got a bit of a collection going on at this point. I’ve got on cut up that I’m planning on using the outer race as a bead swage, but it’s something I haven’t gotten around to yet.
They’re 52100 so the races will make good blades, but I really don’t make a whole lot of knives. Time will tell.
The ball screw is also 52100. At least one piece will go to iron-in-hat at one of our hammer-ins. I’ve go a plan for a small piece of it (if it pans, out I’ll share it and the story when it’s done). The rest will probably end up at tools of some sort eventually.
Keep it fun,
David
-
Couple items follow me home from work:

A couple shafts, a few bearings, a piece of 1/4” plate, and a ball screw. (Ball screw was 12’ long before we chopped it up to aid in transporting.)
Keep it fun,
David
-
Looks like you’re well on you way. I like that you put some details on your first ones! That’s a lot of material to move for a flux spoon.?I usually use 1/4” square and fagot weld about 3/4” length to get the mass for the spoon. It’s a good early forge welding project. If the weld isn’t perfect, it’s not super critical…
Save those, and keep making more. Each one will be easier and they will start getting better. When you look back at these it will be a good reminder of how you progressed. (Which from my standpoint right now, you’ll progress pretty quickly.)
Keep it fun,
David
-
TheoRickNazz is a member on this site from NYC. If I understand correctly, he works in a shared shop space in the city with other makers. If you can track him down (he hasn’t been on since 2020, but a PM might reach him), he may be able to hook you up with someone there.
Keep it fun,
David



Need some idea's for a mechanism to secure my die plates on my forge press build
in Presses
Posted
I have a feeling you have the equipment to go that route. I don’t, unfortunately . Lots of different options. I really like this one, but again probably the one with close to the most work. The real question is it worth the work to you? (I’m not sure if it would be for me, unless I found the machining side of it fun and fulfilling!)
. Lots of different options. I really like this one, but again probably the one with close to the most work. The real question is it worth the work to you? (I’m not sure if it would be for me, unless I found the machining side of it fun and fulfilling!)
Keep it fun,
David