

clinton
-
Posts
1,562 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by clinton
-
-
I would not be too concerned about the motor, easy to replace or use phase converter. Although you can use that as a bargaining advantage. Tell the guy, "Oh man 3 phase I will need to get a new motor, oh boy that will set me back" get him to knock off a couple hundred bucks for that "New motor"
-
The light bulb will work, I have seen old refrigerators with a light bulb used for rod ovens. It was not to code for rod storage but it was better than nothing. What kind of rod are you using? The ones that need to be dry are the Low Hydrogen rods (7018) and AWS D1.1 (structural welding code) does have requirements for storing and drying low hydrogen rods.
Depending on how wet an environment you are in may be a factor in how well it works. If you can find a little toaster oven at a yard sale you can bake them in there to dry them out, 450 for 2 hrs should get them dry -
Ya- it makes me laugh every time I click on a craigslist add for an anvil and read about someone looking for a "Large anvil" "Cheap" they want to pay $100.00 for a large anvil 200+ pounds. There was even a guy who wanted to trade home made granola for an anvil
-
That is a nice little anvil, and someone went to a lot effort to make it. $42.00 / lb is pretty pricey indeed. I have a 410 lb Trenton that I will let go for $42.00 / lb=$17,220. Sold, sold, sold!
-
That is pretty cool, I wonder what the horse power is. I know I have seen huge motors that weigh a couple of tons and are like 5 horse power, lots of torque but low on the hp
-
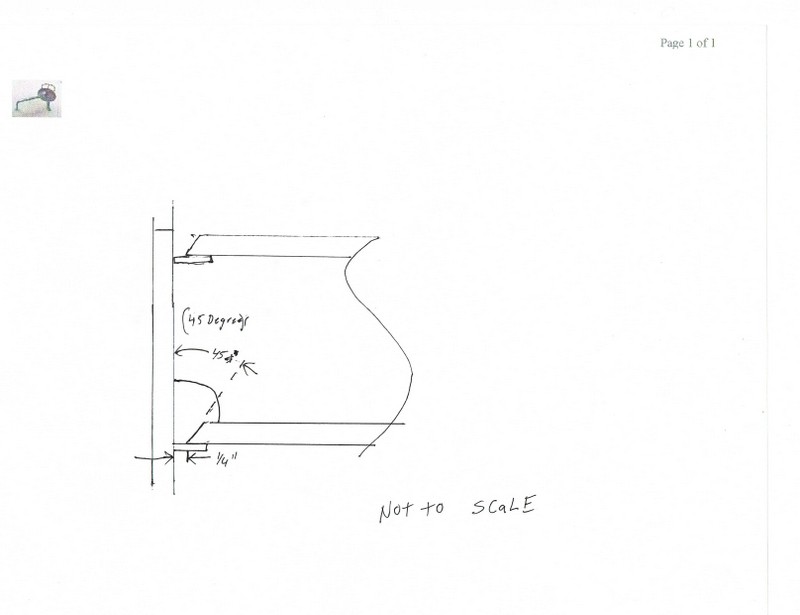
Well beveling like that gives you a partial penetration weld- better than a fillet but not as good as a full pen weld.
4-3. WELD JOINT DESIGN AND PREPARATION
a. Purpose. Weld joints are designed to transfer the stresses between the members of the joint and throughout the weldment. Forces and loads are introduced at different points and are transmitted to different areas throughout the weldment. The type of loading and service of the weldment have a great bearing on the joint design required.
b. Categories. All weld joints can be classified into two basic categories: full penetration joints and partial penetration joints.(1) A full penetration joint has weld metal throughout the entire cross section of the weld joint.(2) A partial penetration joint has an unfused area and the weld does not completely penetrate the joint. The rating of the joint is based on the percentage of weld metal depth to the total joint; i. e., a 50 percent partial penetration joint would have weld metal halfway through the joint.NOTEWhen joints are subjected to dynamic loading, reversing loads, and impact leads, the weld joint must be very efficient. This is more important if the weldment is sub jetted to cold-temperature service. Such services require full-penetration welds. Designs that increase stresses by the use of partial-penetration joints are not acceptable for this type of service.
c. Strength. The strength of weld joints depends not only on the size of the weld, but also on the strength of the weld metal.(1) Mild and low alloy steels are generally stronger than the materials being joined.(2) When welding high-alloy or heat-treated materials, special precautions must be taken to ensure the welding heat does not cancel the heat treatment of the base metal, causing it to revert to its lower strength adjacent to the weld.d.Design. The weld joint must be designed so that its cross-sectional area is the minimum possible. The cross-sectional area is a measurement of the amount or weight of weld metal that must be used to make the joint. Joints may be prepared by shearing, thermal cutting, or machining.(1)Carbon and low alloy joint design and preparation. These weld joints are prepared either by flame cutting or mechanically by machining or grinding, depending on the joint details. Before welding, the joint surfaces must be cleared of all foreign materials such as paint, dirt, scale, or must. Suitable solvents or light grinding can be used for cleaning. The joint surface should not be nicked or gouged since nicks and gouges may interfere with the welding operation. See attachment here correct fit up for full pen weld
See attachment here correct fit up for full pen weld
-
I would have gone with full pen welds where the horizontal beam meets the vertical frame. 70 tons is a lot of force to rip stuff apart. Fillet welds are strong, but a full penetration weld is the design I see being used in critical joints.
Why the top push? it seem like your work will be really low. -
The smaller the diameter- the harder it is to weld. 6 inch pipe is easy to weld compared to 3 inch pipe. When you get to 24 inch you only need plate certification to weld it. The smaller the radius, the more you have to move to keep the angle of the rod in the correct position
-
If it is undercut that is caused by lack of fill, amperage can be a factor, but if you are welding in the flat or horizontal position you should be able to run hot. Like samcro said you are pulling the rod out too fast. Look at the puddle while welding, set up a test piece like a "T joint" do a fillet weld on both sides for practice. You can do multi pass welds, you can actually see undercut happening there will be a dark line along side the puddle. Learn to watch the puddle, when its full move forward, use motion a weave or whipping is good with 6011. It takes lots of practice to get real good at stick welding
-
Nice looking hammer for you up north.
http://www.ebay.com/itm/180863642333?ssPageName=STRK:MEWAX:IT&_trksid=p3984.m1438.l2649 -
I went to look at a lathe about a month ago and the guy had just sold a 50 lb Little Giant for $250.00. It was gone when I got there so I don't know what condition it was in. What its worth depends on a lot of different factors. This guy was having to liquidate assets due to a divorce, what he did not sell was going to the scrap yard.
-
HW- is right on with his advise here. I would choose 6011 over 6013. The duty cycle of your machine will depend on the diameter of rod and type of rod. 7018 needs more amperage to run properly, so you may want to choose a smaller dia. rod 3/32 inch would be good. With that welder 1/8 inch 6011 rod should be fine. You can easily check the recommended settings for any electrode by going to the manufacturers web site. I like the Lincoln Electric site it has good info on all their products, it is easy to navigate and find what you need. It is not likely that you will ever reach the duty cycle on the welder as you will be letting it rest when you have to replace the rod. The duty cycle is based on continuous welding, so unless you have a 4 foot welding rod the machine will be resting and cooling down every time you stop welding.
As far as cleaning a welder it is good practice to blow them out with air, I always do this when I buy a used welder. Remove the sheet metal and blow it out with compressed air. Try not to spin the fan with the air, hold it when blowing air in that area. Depending on how much airborne matter there is in your shop, clean on a needed schedule. Once a year should be fine. -
AC Current will give an erratic arc. There is rod that works better on AC, 7018-AC, 6011 also works good on AC
-
Shoo Goo works great for gluing dissimilar materials
-
Good for purging- take it to your supplier and ask if they will trade you for a type of gas you need. I would go with Co2 for mig welding it is much less expensive and works fine for welding mild steel
-
I guess that I am blessed with the yard that I go to, they have large rounds at around $ .30 / pound and I can trade them or sell my stuff to them. The price is less than new stock that is selling around $.50/ lb now. I would find a yard that you can deal with like this. An 8 inch round 30 inches long = 427 lbs x .30= $128. If you are going to build something you will need to spend some money along the way. On the other hand if you want to cobble something together I would use rail road track on end, weld a couple of them together and you are up and running
-
Those look great, you must have paid close attention to what they taught. Did you make your own tooling? The last hammer on the right looks huge; how big is that one?
We have our spring conference coming up in a couple of weeks I will see if I can find someone to strike for me over there and see how much of that info I have retained. -
You could use the metal straps and weld them on using 7018, keep it cool, make small welds one inch at a time and let it cool down before laying down another bead
-
It is amazing what some people will pay for useless tools. I was at an auction once where a big post vice went for over $1200 It was big around 200 pounds but the screw was completely destroyed half the teeth were gone. I was the only one there that opened it to look at the screw. I was going to bid if it stayed around $100
-
eric is correct on this 6010 is dc electrode positive ONLY. I would like to add one thing to that also- 6011 is better for rusty, painted, oily or otherwise dirty metal. It is more of a "farm rod"
-
Made in 1895 according to Anvils in America. I would pass on that anvil even at $2.50 / lb The edges are beat up bad. Someone will probably buy it, but that someone will not be me. ebay is a good place for selling, not always so good for buying
-
7018 will fix just about anything, I have used it to repair castings and weld dissimilar metals
-
Anvils in America does mention Hoover made by Southern Steel Supply Co. 12350 Los Nietos Road, Santa Fe, CA. Mr Postman reports that the following names might be found on farrier's cast anvils: Hoover, Thomas, Valley and Enders
-
That anvil looks very familiar to me I think it may have been a ebay listing, maybe not the same anvil but it had the face plate missing just like this one. I would pass unless it goes for no more than .50/ LB.
It would be a lot of welding to repair that and you would have more in material than it is worth. If it is wrought iron there is value in that, cut the horn off and keep it then find someone that needs large pieces of wrought iron
American Pickers
in Everything Else
Posted
Ya I saw the bellows too, I watch the show every week, well when they actually have new episodes at least. It is amazing how they pay no attention to blacksmith tools and such. I remember an episode where the guy showed them the blacksmith shop and they just passed by it. (Good for us) nobody tell them about this now.
I am going to do some picking myself today, another estate sale. You never know what you will find buried in a shed or garage. Scored an 84 lb Arm& Hammer anvil last year $40.00.