




IForgeIron Blueprints
Copyright 2002 - 2008 IFORGEIRON, All rights reserved.
BP1050 Punch /Drift Round Hole in Round Steel
by Uri Hofi

In this case the hole is 20 mm od in the 20 mm steel. 20 mm is a bit more then 3/4 inch (800 thou).




Cut 600 mm (24 inch) long steel, mark a line along the steel, mark the center of the bar, and mark 150 mm (6 inch) to both sides. This marks will be the center of the 3 holes. The punched bar will be a part of a window railing in an entrance door.


Center punch with squared point. When hot one can see the mark better.


''The third hand tool''. Will be demo and explained later.

3.3 hammer, two chisels, two drifts, two aligning bars.



The can with the ''moly-graphite'' lube. All the tools are smeared and dipped in the lube before every operation.





The steel is hold and supported by the tension of the rubber. And chiseled from one side.





Chiseled from the other side. You could not see in the photos but Shlomo took the other chisel and returned the first one to cool in the lube. By this we save a lot of time and finish the chiseling in one heat. When punching many holes we work in a team and a striking hammer, then we finish the slitting and the drifting in one heat.

Final touch with the chisel.

Reheating in the gas forge.



Hammer the drift into the slot half way.


Push out.



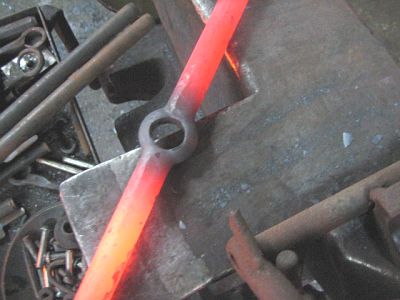
Turn around and go all the way to get the hole finished.

The drift is falling into the water under the anvil prichel hole.

With a round shallow fuller we brake the sharp corners of the hole. And center the hole in the bar line.


The drift out of the water to be lubed again for the next operation.






Second hole first side.




Second side and finished slot.

Now we heat a local heat it is going faster and you do not over heat.


The drift from the first side and pushed out.



Finished two holes.

Again the brake of the sharp corners. 
Straightening the bar on the anvil corner. One of the advantages of this type anvil.



Reheat the steel for the aligning operation. When punching holes in a round steel the holes never come out aligned and parallel we must align them. Stick the two bares in the finished holes and ''twist'' from side to side. When the interval is the same you know you are ok.
Preparing for the third hole.






























The third hole to the finished three holes.
The tools and finished bar.
Shlomo Erel that forged the demo very professionally.

The third hand.

We cut the steel 600 mm and after the forging the 600mm remain.

The distance 150 mm between the two holes and the 300 mm between the three holes is as planed exact.
The shelf with all the drawers with the different od chisel-drift. OD ready for any operation.
As sample the 20 mm drawer we used.
How we maintain the length and the distance between the holes and what is the proportion between the chisel and the drift is Blueprint BP1051.
Recommended Comments
There are no comments to display.
Join the conversation
You can post now and register later. If you have an account, sign in now to post with your account.