




IForgeIron Blueprints
Copyright 2002 - 2007 IFORGEIRON, All rights reserved.
BP1003 Hofi Hammer Eye
by Uri Hofi

75-80 metric ton hydraulic press "denison" made in England.
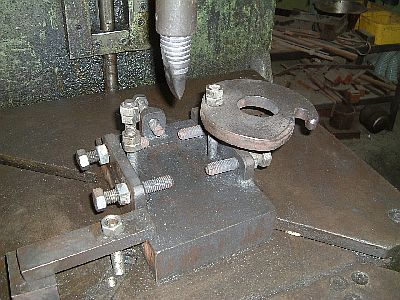
THE TOOL
The side and front adjusting screws are 14 mm OD every full turn is 2 mm with this i can adjust very easy the steel in the center and exactly to adjust the place of the chisel from the head of the hammer. We can see the stripper plate in "open" position. The chisel is made out of pure tungsten (out of an armour piercing shell ). The tungsten is not steel it is a different element in nature specific gravity is almost 3 times more then the steel, and it can withstand much more heat. There is almost no friction between the steel and the chisel!! When the tungsten is red hot (we can see it later in on of the photos) the H R C is still 38 and it will go through 1200 degrees steel easy. The bottom plate is 1.5" mild steel.
Chiseling adjustable supporting tool.
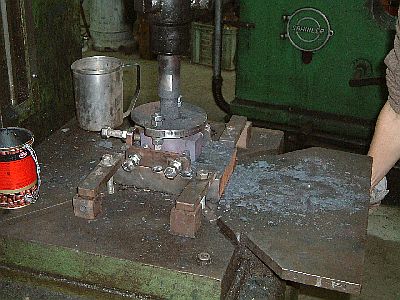
The stripper plate in "close" position.

The steel out of the forge.

I use two gas forges one for primary low temp and the other for the higher one 1800 degrees max. I call it "progressive entry". From the moment you start you do not stop and the sequence is 1.5 minutes a hammer in the punching.
Try to keep the heat of the metal of the hammer at not more than 1800F degrees or 1050C degrees. And if the whole process is kept at this temperature to the end, you do not have to normalize the hammer. If you go over 1800F degrees or 1050C degrees, you create grain in the metal. It takes only some 10 tons of pressure to form the eye in the hammer.
The steel in place, stripper plate "open ".

Stripperplate "close".

The chisel is pushed into the steel.

The chisel moves up and the steel is striped off the chisel down.
"The chisel is pushed in 3/4 of the depth and then turn around and repeat the same operation from the other side all in the same one heat "

The eye is chiseled punched.

Cooling the chisel with anti seize coolant.

The chisel is out red hot.
Another photo of cooling.

The coolant is 50% graphite, and 50% MSO2 (Moly-disolfide). Mix with liquid soap until blended, then add water until it is a thin solution.
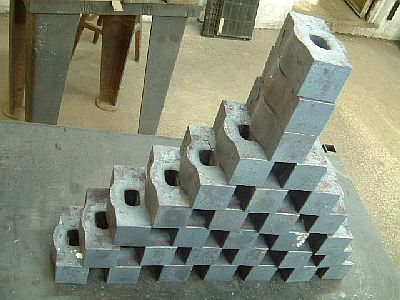
The 30 eyes are finished. the whole process takes 40 minutes.
THE GERMAN STEEL IS MATERIAL NO 10503, GERMAN NO. C-45
COMPOSITION :
C 0.42--0.50
Si 0.4
Mn O.50--O.80
P 0.O45
S O.O45
Cr O.40
Mo 0.1
Ni 0.40
FORGING TEMP 1500--1900 F
NORMALIZING1500--1690 F
QUENCHING 1480--1550 F WATER OIL
HARDNESSRC OIL 54 - 56
HARDNESS RC WATER 58 - 62
TEMPERING 550--900 F
Hope every thing is clear.
Additional material:
I really do not know the composition of the tungsten ,what i know is that they are getting better and harder and tougher every year,when i started to use the tungsten 17 years ago they were 37 hrc to day they are 43 hrc .i get them from my student that are coming back from the training fields after the shooting they collect it on the ground,you can form the tungsten by grinding with flap or belt grinder, milling machine with carbide bits or on the lath also with the same cutting bits.
Recommended Comments
There are no comments to display.
Join the conversation
You can post now and register later. If you have an account, sign in now to post with your account.