Simian
Members
-
Joined
-
Last visited
Everything posted by Simian
-
Hey duncan, Where in the UK are you? You might want to have a look at Amal burners.
-
I had the pleasure of spending a few hours at the Welsh national slate museum this weekend. I didn't expect to see such a fantastic forge there, as well as a remarkable foundry (no longer in use), wood yard, and all the other crafts needed for a fully functional slate quarry & factory to be self sufficient over 100 years ago. This included a shop to repair their own small gauge trains. I only got a few pics, but thought a few of you here may be interested. I've put the main pic up there as a reference; The large rectangular tower with the red tank is the water wheel - this drives a jack shaft that powers everything in the entire complex. the shaft runs the entire length of the metal shops, foundry and forge (all contained in the long, low, run of building with many chimneys) and via a bevel gear, runs along the wood shops, and repair shops along in the buildings next to the waterwheel. Phenomenal. you can see the water wheel through the port at the top of the pic; Foundry; The bevel gear; One of several power hammers, all run off the jack shaft; 4 forges, and many, many post vices. Hope you all like the pics.












-
*thumbs up* I hear ya Mikey This is a hobby for me, and the journey is as important as the destination!
-
Pics or it didn't happen. No pics of the forge yet, that's going to take a while. One UK spec 1/2" frosty burner The burner exits the side of the forge, so I have no concerns about heat on the flexi pipe. The only slight deviation is the washer under the 1/8" BSP end of the nipple against the tee body - the thread stops short of the hex section so needs spacing out a tiny bit. The alignment is spot on; I hope that's Curmudgeon Approved?



-
Hi Neil. The gas regulator I'm using is on my current forge. It'll adjust nicely from 1 PSI to well over 30 PSI. it currently runs 2 burners, but they're valved so that I can run a single. When running a single I can slowly turn it down to practically nothing. FWIW, It's the regulator that comes with the 'devils forge'.
-
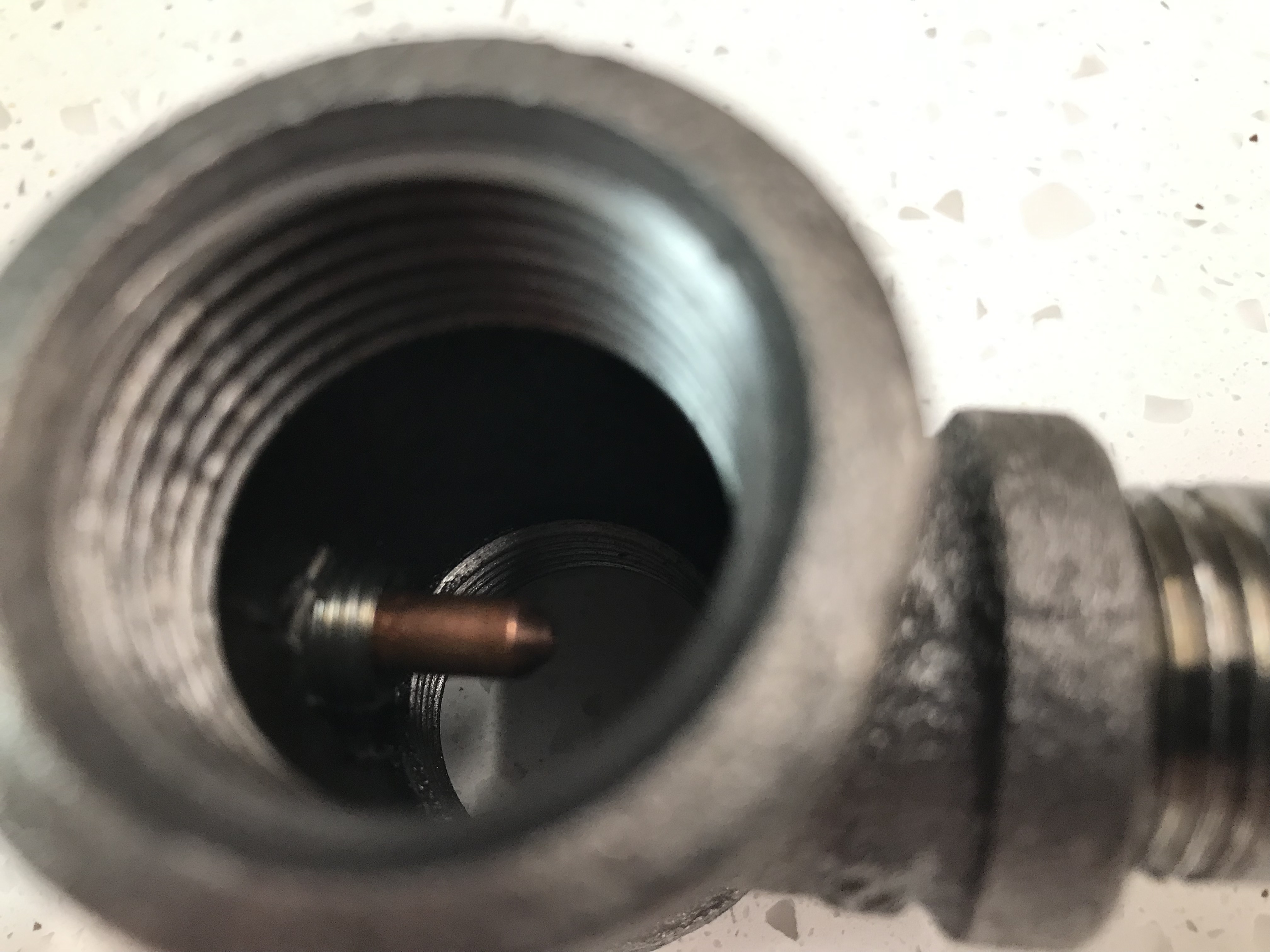
Strange times. Frostys T burner progress: I found a steel hydraulic fitting (1/4" x 1/8" BSP) with a tiny bore. Drilled and tapped to M5 for my 0.6mm mig tips. Will NOT light outside of the forge. My new forge for this burner is a WIP, but initially DID light in the forge (under 200cu in)- looked very rich. Haven't shortened/tuned the mig tip yet as the forge isn't properly lined. Amal burner. also won't stay lit with the choke open more than a tiny bit. Haven't tried it in the forge and Amal actually suggest a flame retention tip 2x the diameter of the burner tube, so need to try it with a 1" end (1/2" burner). I plod on. Edit; both burners blow the flame off the end of the tip (have tried nothing on the end and 1/2" stainless threaded connector as pictured above). both roar famously if held over another flame.
-
-
That looks like it has some kind of layer on top of the jaws - the cross hatched section underneath looks like the original face (on all teh vices I've seen) I'd chip off the broken layer and see if the hatched layer is good.
-
(Sorry for the roundabout derail!) The Amal Burner was £62. That included a smaller nozzle & postage here in the UK
-
Thanks again for the help guys. I have no idea what a Schedule 80 equivalent is - I've tried searching high pressure applications, but nothing quite matches what's needed. I'll keep searching for an alternative. I've not given up on the Frosty burner, but this arrived today. They're made about 30 miles up the road from me, and seeing how much I've spent on a bunch of different pipe nipples (plus postage) would probably have been cheaper to start with!

-
Roundabouts Rock I'd also agree about this site being great, and It's members making it so. I've posted a few times and had responses from thousands of miles away (and totally different time zones) within hours, as well as having a conversation with someone thousands of miles away in the opposite direction! The smaller the community (and here in the UK, the Smithing community is tiny) the more important forums like this become.
-
Traffic circles? Do you mean roundabouts? this beauty not far from me has just turned 50 years old!
-
Thanks Mikey, sadly, the external threads are needed to thread into the tee body. Also, that's tapped at M8, and I can't find a 0.6mm mig tip in M8, only M6. I'm sure I'll find a workaround, but in the meantime, I've ordered a brand new 1/2" Amal burner... Whoops!
-
This is mainly a brain dump, apologies. I have all of the steel pipe fittings; 4" 1/2" pipe, 1/2" x 3/4" tee. This is all in the UK standard BSP. I have 0.6mm x M5 mig tips (I can get tips with M6 or M8 thread, but M8 aren't available in 0.6mm) I have several different 1/8" x 1/4" (BSP)pipe nipples. The bore on all of them is much too large - the mig tip falls straight through! The smallest thread I can tap them to is an M8, which makes the wall too thin and breaks them (the nipple on the right). I can only assume that you have MUCH beefier fittings stateside?


-
That wood is beautiful. Nice work.
-
Much appreciated fellas!
-
Awesome! thankyou! That's exactly what I was hoping for. One last cheeky question then; what size mig tip did you use for the 1/2" burner?
-
Hi All. Can anyone recommend a starting point for size & number of holes in a ribbon burner for a 1/2" frosty burner? Or am I on my own in a whole new frontier? is a 1/2" feasible for a ribbon burner? FWIW, this is for a pretty small forge that will be mainly used for (small) damascus billets, and will be used at sea level. But I'd like to get the interior at the most even heat possible Ta!
-
Chapeau! You really do inspire me to up my game! Is this your profession or a hobby?
-
Full tang bushcraft blade, ball bearing canister damascus (6mm 52100 bearings & 1095 powder), curly oak handle, 8mm flared stainless tube pins. 3.5" blade, 8.0" overall. Weight; 137g. Super happy with this, the even and sharp bevels in particular. No hydraulic press, no power hammer.





-
His first hit at 4 mins in had me laughing out loud
-
Awesome - Simple answers are the best! Now, being serious, you posted this in November... what have you made recently?
-
100% wrought - it has a grain, and tears when you bend it. I had to google sucker rod - not much of that style of oil extraction going on in the UK!
-
Thanks Guys, teeny tiny tongs it is! I don't want to weld to this unnecessarily. Gazz, this is sheep fencing; Essentially old estate fencing to hold sheep in
-
Hi Guys & Gals. More questions from a noob, sorry. I've just got hold of some wrought Iron - old sheep fencing - and I've tried upsetting some short sections. worked hot, it moved like butter, and no splitting1! However, these small pieces (now around 1" cube) are hard to hold with my basic tong selection. Do I need to make some tiny specific tongs, or am I trying to do things that are just too small? Any pointers welcome, thanks all.