Paul Kin
-
Posts
146 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by Paul Kin
-
I think I see why Canadians buy the itc100. Ive been google searching for a good hour now and its looking near impossible to find plistix 900 or zirconium in Canada. I might have to go with the ict100. $70 is really cheap for a pint of it here.
-
I see. It seems like plistix 900 is an American product. With exchange and duty it gets real expensive... As far as kiln washes, are they all the same thing? If so its extremely cheap. Like $4 for 1 kilogram in Canada. But that sounds to low to be the same stuff and I have no idea what the chemical makeup of it is.. kiln washes seem to be really cheap though!
-
Haha I agree Mikey. Ive determined that I need multiple forges... for now, this one will do. I dont mind spot heating so much really. What do you think about the ITC-100 though?? Is it really worth the money? Will I see that in fuel savings?
-
Ok so I just decided to pull the trigger on the minimum of what I need. I just cant get the other guys to commit so I didnt want to buy so much, especially when times are tight like this, and be stuck with it and out that money. It is what it is. Question, how much more efficient does ITC-100 really make a forge?? Like actually? I noticed princess auto has it for $70 a pint. Its normally $100+ in Canada. Is it actually worth spending that money? Will I save that in propane in a noticeable amount of time? If its really worth it, I think I will order it. I just dont want to spend the money if there wont be a noticeable return. And so far, every time I didnt follow your guys advice, it has cost me more and more $ haha... So Im listening from now on! Im actually to the point of trying to make some money with bladesmithing once I get a my design figured out. I have been unable work more then 20 hrs a week because my back is getting so bad. But, as theres no lifting in blacksmithing (compared to being a sawyer) I have had no back pain while in the forge. And with Lambowie starting up, it may be a reality. So efficiency is going to be important. So Im willing to invest in things that will prove helpful in that.
-
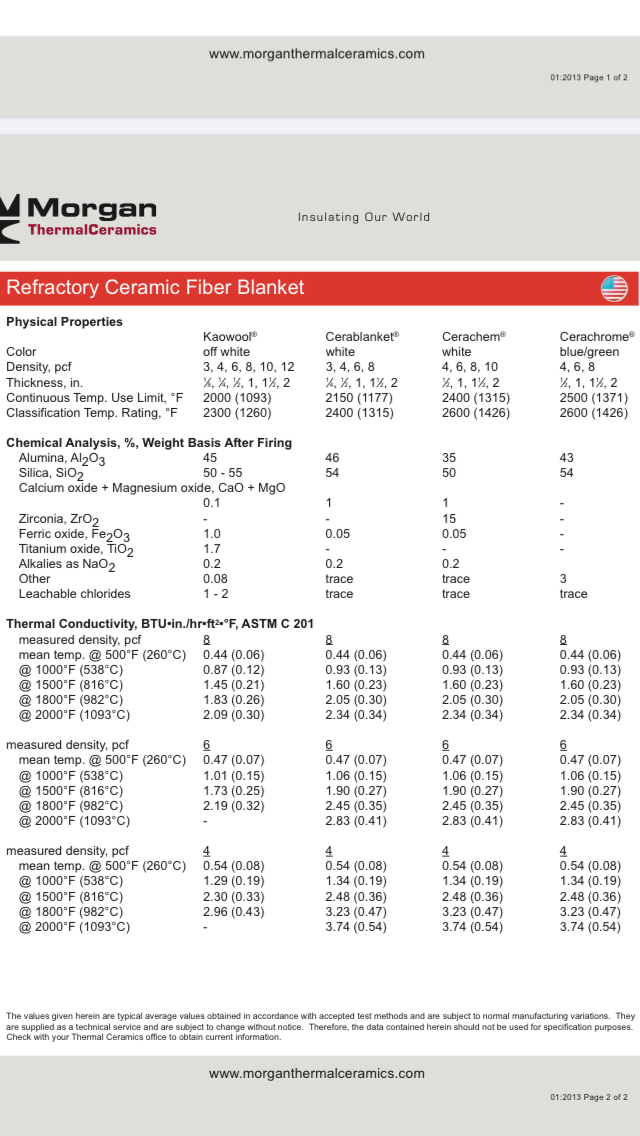
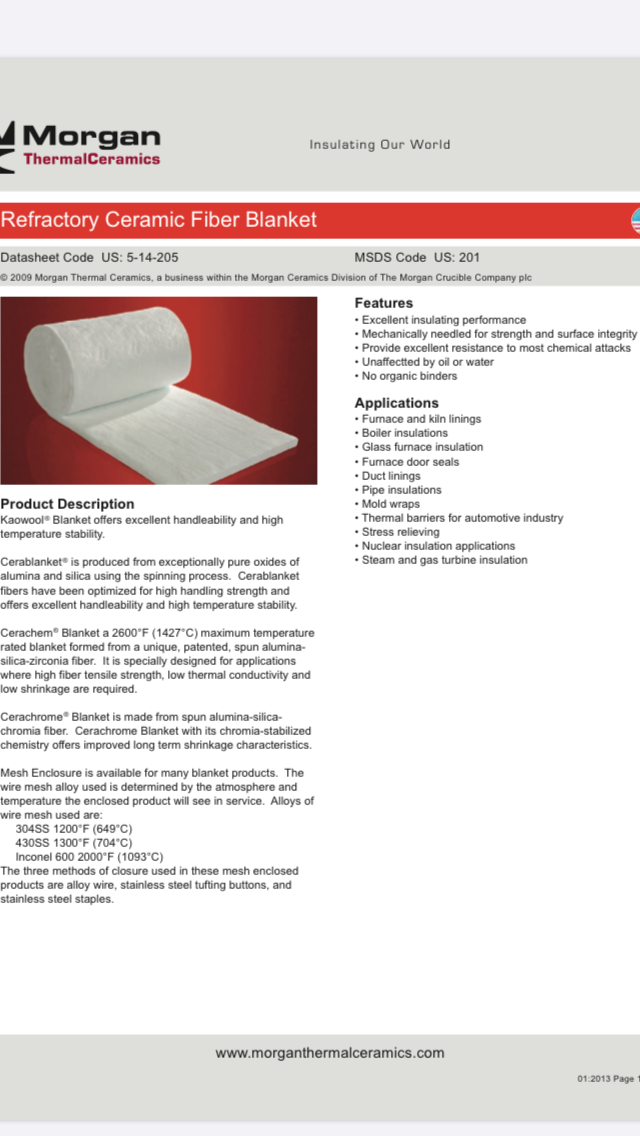
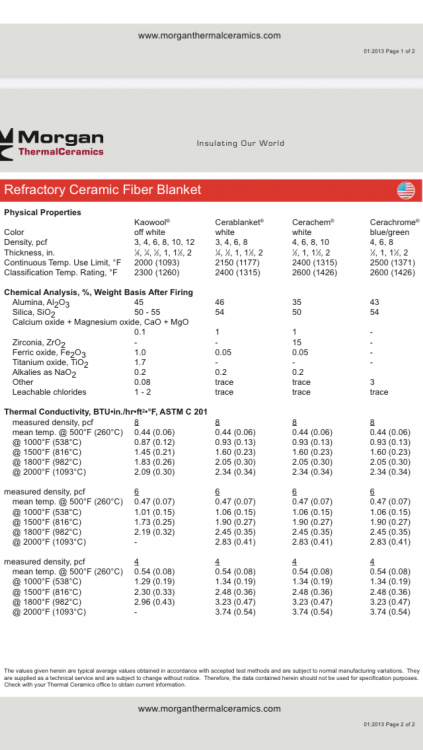
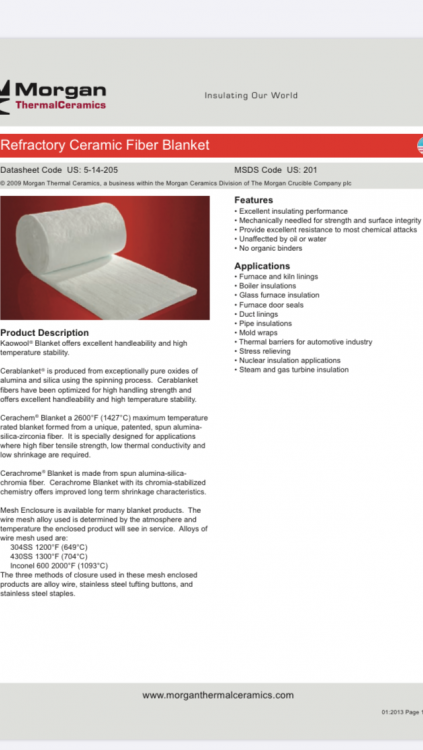
So Kastolite it is! I just have to find it in more then 1 gallon pails... and this is the data sheet on the available ceramic blankets: It seemes like the cerachrome is the better product for continuous heat, I just dont know the difference between them. I guess as long as it will hold its shape and handle high temp, it will work?
-
Thanks! Thats what I thought, just wanted to check. I will go with good old Kastolite I think. And possibly that cerachrome blanket if you guys think its worth it.
-
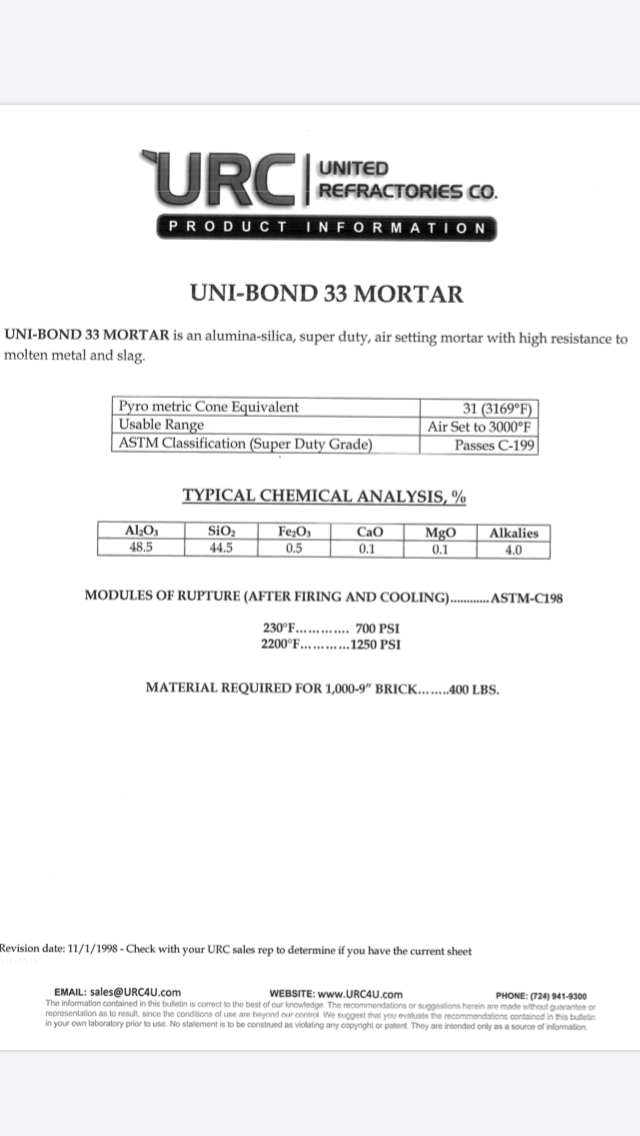
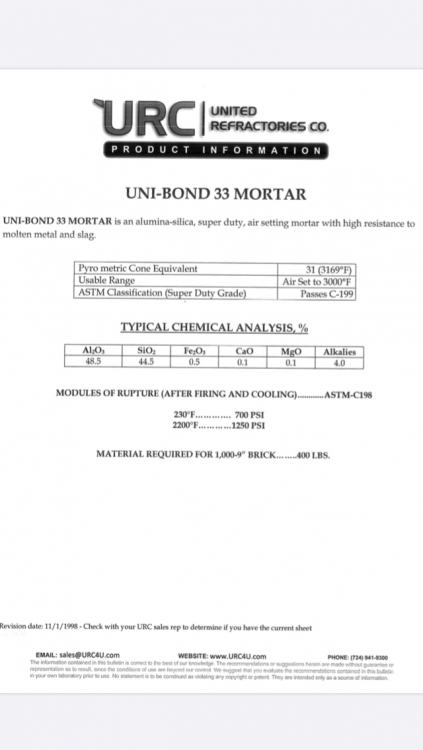
Ok Im back... Ive figured out what i need. A 4”x2” arch in the back half of the forge to replace these test bricks and plug this hole: I have sourced 20 sq/ft of 1” 8# cerachrome blanket for the same price as 6 sq/ft of 2” 8# kaowool. The cerachrome says its good for 2500° continuous heat so that seems to be the way to go if you guys agree...??? Also, have you guys heard of this stuff? its a 3000° mortar cement. Im a little confused on all that but my understanding is that it wont work... right?


-
Ah I see! Sorry about that! I am throwing multiple ideas out at once, but trying only one at a time. I think what Im mostly doing is logging my ideas and thinking out loud so that any flaws can be pointed out. And many have been so it worked out well I think!
-
Im not sure I understand what you mean Frosty. I think we may have lost each other here because I am throwing out way to many ideas at once.... so my bad there! What I did this afternoon is shrink my forge for a test. I disconnected the rear burner and plugged the hole and then used some soft brick to take up the excess space and it worked beautifully! I havent tried welding yet. I think the bricks will melt. But I feel like Im getting close to figuring out what I need. Mikey, I hear you there... with the axes, a bigger area at high heat would be preferable, but I started a set of tongs and the single burner worked really really well. There was a noticeable hot spot but it did still heat the whole forge fairly even once it was up to temp and I turned the pressure down. So Im still a little lost there, but I think Im close to having it the way I need it.
-
Ah thanks Frosty, I didnt realize that. I figured I could just block half off and good to go. Good to know! For now maybe Ill just play with chamber volume with bricks and see what I come up with. Then once I know what works, Ill buy materials accordingly. One last question, and I will follow your instructions on it to the T if I go this way, how do NARB’s do for welding heat? I have seen that they seem to work well. And I read through your build a few times Frosty and from what I understand, they seem to work quite well. This is all just really early pre planning, but I do now see why a ribbon burner would be nice. Even just a square one would be beneficial I feel.
-
Hmmm you have given me a lot to think about Buzzkill. Maybe what I will do then is some experimentation with my old wood stove bricks. Ill carve a baffle wall out of them and adjust chamber size that way. Then I can actually cut the volume of the forge down and it wont cost anything but a few old bricks. Then Ill have an exact idea what I need later on. Even if the bricks only last 1 firing it wont be any loss cause they are garbage anyway. Thanks again!
-
Another option I just thought of, could I use a few 2800° ifb’s carved to fit the rear of the forge?? They are 101 cu/in each so would be an easy cheap way to take up about 200-250 cu/in of space (after carving) while also insulating. And they are 2800°, not the standard 2600° so should handle the heat better I would guess.
-
Ah I didnt realize that. So say I raise the floor 1”, that brings me to a 6” from burner hole to floor then and puts it at about 480 cu/in. Then use another 1” of wool over the back opening with just a small pass through hole. That takes me to roughly 450 cu/in. And I might be able to shrink the back half down another 30-40 cu/in with more insulation. Then like Mikey says, stay with 2 burners but go down to my plan of 1/2” burners. Does this all make sense?? Welding heat is still very important to me aswell. Oh snd for the 1/2” burners, I can get some 1” x 1/2” x 1” T’s and 4” x 1/2” nipples from work. Boss doesnt care, it all came in a big lot of shop supplies he bought a long time ago. With T’s like that, could I adjust the air/fuel by screwing a cap into one of the 1” holes?
-
I think I could get it down to the 300 cu/in range with some creative insulating and still keep at least an 8x8 floor which would work well and give me an even better insulated forge as well. I like the 2 burners for heat treating long blades. But thats not very often. And may even be worth just keeping the wood fired forge running for just that. Thanks for the brainstorming help Buzkill
-
Floor to ceiling is not to important. And even if I raised the floor 2” there would still be 5” ceiling hight. What I am working on most is axes so they can lay on their sides with the wide floor. And I only really need 1 big door. The rear door is closed off 95% of the time. Welding heat is very important as I am working of 2 piece axes, wrapped mild steel body with high carbon bits. So there is plenty of welding. One 3/4” burner could actually work for most of it. And would cut fuel consumption in half theoretically no? So raise floor and do a baffle wall maybe? I would need the pass through for sure if I were to shorten it that much. Would I need a plug for the other burner hole too then? Thanks for the idea Buzzkill!
-
Ok so Ive put about 3/4 of a 100 pounder through the forge that this post was made for. I now know what I want out of a gas forge. 1. Better fuel mileage! Lol 2. welding, welding, welding! 3. I really like my 8.25x12” floor (it was actually a little small today but it worked alright) I think its about 550-580 cu/in running 2 - 3/4” T burners with .035 mig tips. So it has no problem hitting welding temps. But it uses a fair bit of fuel. Theres 2 layers of 1” wool around the whole thing. Would it work to simply build the floor up with another 2” of wool and swap out the 3/4” burners with 1/2”/.023 tipped burners? That would bring the interior down another 200 cu/in by my calculations and better insulate the floor, which is the flame face aswell. Would I notice a significant enough fuel savings to be worth it? And would it still hit welding temps pretty easy at ~380 cu/in?
-
Ah I just know what its like to get into this stuff. I was lucky to have your guys help so Im just trying to pas it on is all
-
Just the wool would be shared cost in this case
-
Well no cause I dont want to mislead these guys. They are fairly new and Id rather relay good info to them, like to use Kastolite and not mess around. If this is a failed experiment, Id rather it be my cost, not theirs.
-
Oh thanks Mikey! I did not realize this. Do you think the cracking could still be an issue when used it the same way as Kastolite with kaowool? If so, maybe I really would just be better off spending the extra money. But I feel like this thread would still be really helpful to others that are looking for info on the Unicast at least. Though maybe it would be a good way to make a more heavy duty floor still?
-
Thanks again Frosty! This helps clear things up for me a LOT. I think haha! So being that my intentions with this next forge are axes and hammers, larger stock basically, a denser thicker floor may be appropriate. I did notice in the forge I recently built that it helps a lot to keep flipping that size material because theres always a black cold spot under it. So having some battery power would probably benefit, as well as maybe 3” of wool no? And a much smaller interior. Around 300 cu/in. I have determined that I am ordering the wool from Inpro either way because its so much cheaper being that it is bulk and theres 2 other guys that want to split it this time. And yes it is 2600° 8# blanket Kaowool. So its not cheaper quality, its just bulk. I am very tempted to get 1 50lb bag of the uni-cast with the order to try out. Its only $50 whereas Kastolite is $100. And Im sure there wouldnt be 50% more material in the Kastolite... hmm.
-
Thanks Frosty! This is exactly the type of reply I was hoping for! I think I understand what you are saying also. One question though, as far as insulating values, when using 2” of wool, does the insulation value of the castable make that much difference in such thin layers? Does a 3/8” layer of Kastolite really insulate at all compared to non insulating refractories? This is something I have never really understood, Im not at all trying to argue! Its purely a question to try to understand better. I do see now why Kastolite may be the better deal though now that you mention weight difference. 50 lb of unicast would have less volume then Kastolite of the same weight, as it takes more material to make that weight. Therefore, Kastolite should cover more area correct? Thats how my brain is seeing it anyways haha!
-
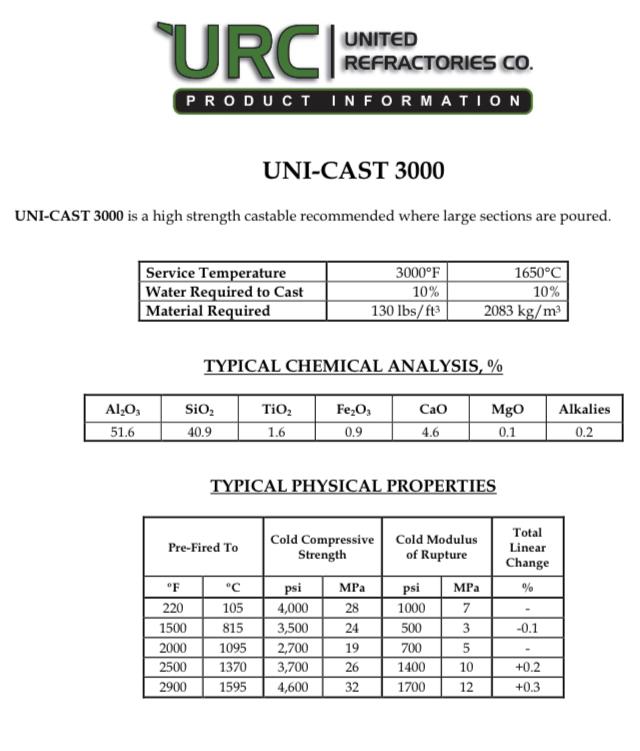
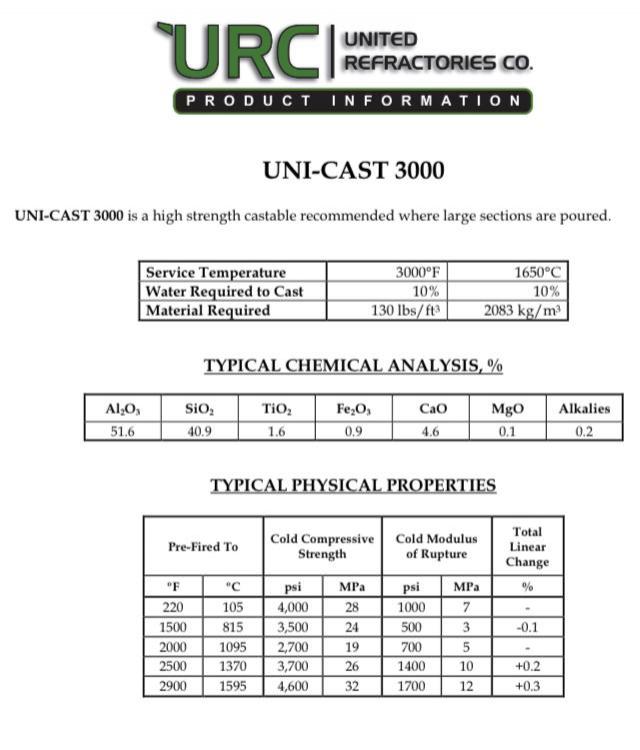
Hey guys, anyone have any experience with uni-cast 3000? I talked to a sales rep at Inpro heat and he says in must be cast a minimum of 1.5” thick and recommends 1-2% needles for reinforcement. What I am wondering, arent Kast-o-lite, Mizzou, and other common castables “technically” supposed to be cast thick as well? The reason I am wondering is because it is literally half the price of Kast-o-lite and would be a very handy and affordable source for us Canadians. Here is the specs he gave me:
-
Hey thats a really good idea... hmm I think I know where theres a scrap bin with some. How do you like those doors? I was thinking on building hinged doors like that for my forge. You dont loose to much heat? Sorry for the hijack!!
-
JHCC thank you! My grammar has never been the greatest.