
ConstructionK88
Members
-
Joined
-
Last visited
-
That's a little disappointing but I suspected the specs were under ideal conditions.
-
That info helps quite a bit guys. Kinda felt the belt grit was somewhat high for stock removal. I suspect I was lost in translation lol. Though I won't say it didn't work. Just not as I felt it should. I think OK for small things like that knife but nothing large. Irondragon: the xxxxxxxxxxxxx steel is the kind that almost gets you banned for mentioning. I'm not sure of its makeup, but from experience forging both, not much different than rebar. Softer to hammer out but definitely hardens to a usable degree. I'm not out of IQ so much I can't modify the sander. I figured I'd have to anyways. I mean 60$ kinda implies "hey, yeah, no, gotta work for it dude". Also the only thing I did was hammer it out. No quench. I laid it on top of my hot bricks to slow cool after hammering. Does that count as annealing?
-
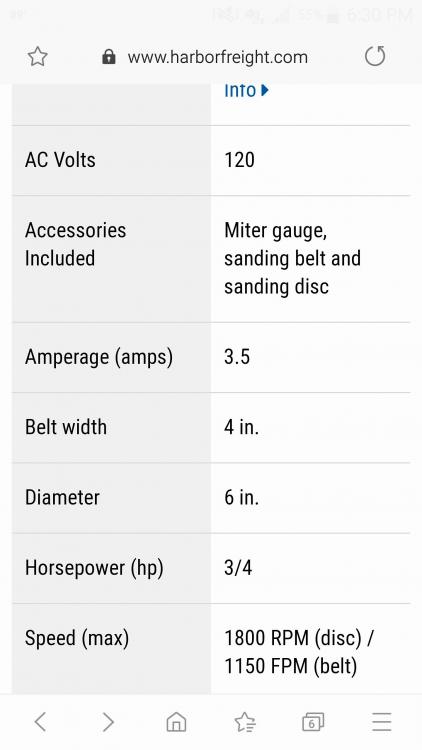
Sorry forgot to attach
-
These are the stated specifications. I'm looking at it as a dremal can etch glass with a puny 12vdc 1/1000 hp motor but you can't with a boss 302. Also comparable mikita and Dewalt impact's have same specs but personal experience Dewalt easily out performs on drive power. Specifically I ask if it's the fpm, grit, or metal itself that could be an issue. I suspect the metal but I assume it's somewhere between mild and hardenable pottedmeat junk. The picture is of the metal the blade is made from. It's mainly used as store front security bar.
-
It's listed as 3.5amps 3/4hp but I'm not sure that matters. In construction most everyone so just neeeeds a 15 amp circular saw but my personal one comes in at just 10amps and will rip 2x4,6,8,10 ect like hot butter. As in its the blade not the motor that makes the cut to me. So I'm confused if maybe the fpm is low compared to what others go for or perhaps maybe my metal air hardened somehow?
-
Not much else it can do but grind. And if it's that large and you feel the need to repurpose it then sell it for what you need. Personally I'd keep it and use it as the metal moving monster that it is.
-
OK my friends, I already know how yall feel about that place but Ig purchased a belt grinder from HF and a few minutes ago decided to try it out on a small OA 7" "around the house blade" I forged recently from 1/4"x1 1/2" flat xxxxxxxxxxxxxx stock. The grit is 80 with 1185fpm. It does bog down if I press hard on it but I don't think that's a fair assessment as the blade gets to hot to hold fairly quick. I feel like it's not moving metal as quickly as I feel it should but I'm honestly not sure how much is considered normal. What is considered a common fpm, grit, and HP for moving metal? This is for shaping prior to any heat treating. PS: the file kinda skated though and took 20 minutes to get to that.

-
Channel lock: tongue and groove pliars, vice grip: locking pliars. Actually had to refresh my vice grip terminology.
-
Certainly a hazard but I wouldn't treat it like nuclear waste. Honestly a small acid proof container, say the size of the piece should last many many years without needing to be replaced. Maybe the occasional filtering every 5 years if you deplate ALOT. Overall nothing more than a tad of dilute sulfuric or at most nitric acid to add to your stock. Don't mix acids btw. Some combos can dissolve the very containers meant to hold them. Also keep a few gallons of baking soda water around. Side note: the acids you have will likely do. Use a clean steel bar as the cathode and the deplate part as the anode. Probably no more than 6V will do. Higher voltage will work faster but will also increase pitting.
-
A good idea and it likely works but chrome or really any plating doesn't give up easily, hence why it's used as a plating. I'd think a faster and more reliable way is to use the plate metals nemesis(lol) base acid and reverse electroplate it, probably until it begins to pit the underlying steel.
-
Good point. Yeah if you're not entirely sure, then it's best to walk away. It's an adventure to try out a mystery steel from time to time but never worth the risks
-
He did mention he had to clean it up a bit and even after cleaning it looks fairly rusted and pitted. Wouldn't that infer it's likely plain ole steel?
-
@ Desoto I'm still stuck on the "ammonium nitrate for fireworks" part??
-
Ooo oooo I want my 2 cents in! My charcoal forge was approx 2ft long. The bottom was 3hole fireplace brick that served as the air inlet and tuyere. It was assembled in a V shape viewed from the front. The air ducted from under and expelled from the front and up throufht the 3hole brick which was controlled by bricks blocking the flow. I used small wood blocks as fuel and could adjust size by laying bricks flat on the bottom. The wood pyrolyized as I forged to charcoal. My fan was a central ac/heat centrifugal. It used an insane amount of wood but boy did it get hot.
-
@Arkie That i fully understand my friend. They were just my first ever pair and i needed some multipurpose tongs for the moment. the only thing they cant do well is hold stock larger than 3/4in but that isnt an issue right now. I will indeed make different tongs meant for the job later on. generally speaking i mainly use them to hold the tang or a less viewed piece of work so any marks are a moot point. a pair of V channel with a flat lip will be my next project. i think theyll be a bit more rounded for my intended use.

