

Peppie
-
Posts
228 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by Peppie
-
-
Got my guide plate.


I have 1/16" play from left to right on this guide plate. Is that too much?
The guide block ears will be drilled and tapped for 3/8" bolts to allow adjustments to the brass bar as it wears.


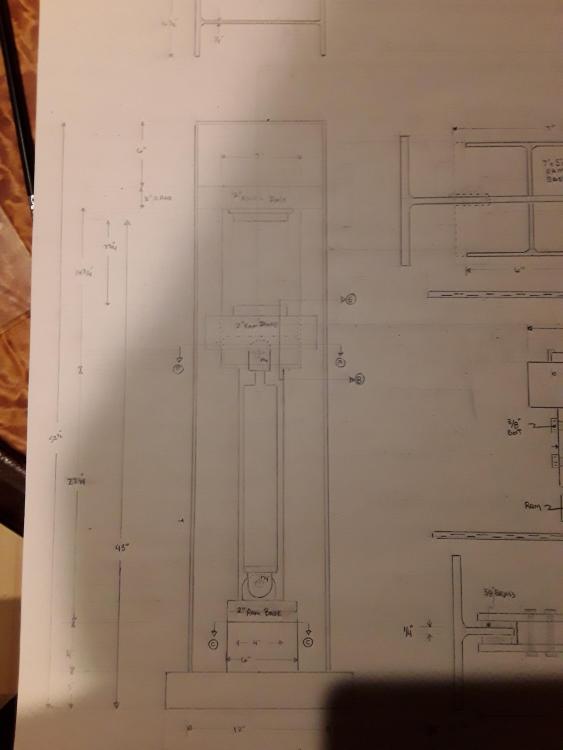
I have 10+" from die plate to die plate on an 8" stroke cylinder. I plan to keep my dies height at approx 1" top and bottom. I will also make up a top die spacer to reduce the throw height of the ram for normal use. I understand that the ram shouldn't be used at full extension.

Quick front view

-
Worked on the top end today.
The larger cut out at the top is cut wider, to be able to get the ram guide down into the narrower web area. The ram guide will be machined to fit on the top of the ram and over lap the webbing.
First pic is the angle to hold my dies.
2nd die plate
3rd top anvil plate
4th filler plate.
5th 5/8" support plate, also encloses the filler plate.
6th 5/8" support blocks giving the anvil plate full support to press top plate
7th thickness of support channel
8th channel in place.
If any of you see something drastically wrong with this set up, please speak up before it goes to the welder.









-
Progress report. Beefed up the lower end. Added a slab of 1/2" plate to both sides of the lower wed. The pieces labeled a,b,c,e are 1" x 2 1/2" supports.
Hope to pick up the top ram guide from the machine shop tomorrow.



-
Moving forward on this project. Starting to tac some pieces in place. I am not a welder,nor do I have a large enough welder to pull this off. So this press will be hauled to my buddies home for the correct welding it needs.
I want to be sure all the pieces fit properly before it gets to the welder.


-
I am working on running a bead.... but can't say I am to the point of leak free.
Only been playing with steel for a little over a year, but I am getting there.
Got some smaller square tube for a quench tank. ( still practicing my leak free bead).
As for what the I beam will be used for??? Thinking a good excuse to build some type of crane to move them.
-
Don't know what this will turn into ......yet!
14X99 @13' (2 EA. at 6.5'). Two each 12X12X1/4" tube.All for 300 bones.

-
Finished up my ponies. Ready to move forward on the forging press.


-
Swedefiddle. The flanges in the picture above are the same size. It is an optical illusion, or a photo illusion if you will. Both are 5/8" X 10".
Thanks for the input.
Peppie
-
Jspool..... that is the plan. I will use 5/8" plate for the gussets.
I am having the guide plate machined this week,and a number of the gussets,and anvil plates cut this weekend.
More pics, and info soon to come.
-
Adjustable feet for some sawhorses




-
Any reason that I can not use a DP enclosure rated motor for my press? The motor will be outdoors, but sitting in a vented enclosure.
-
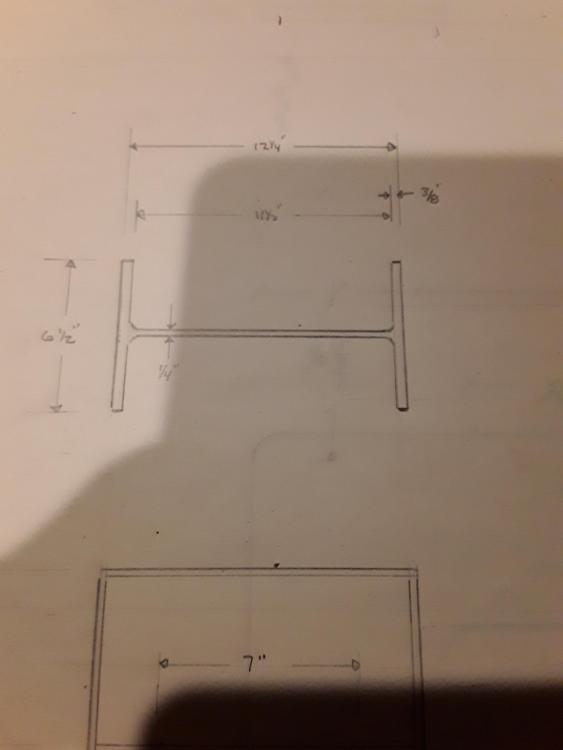
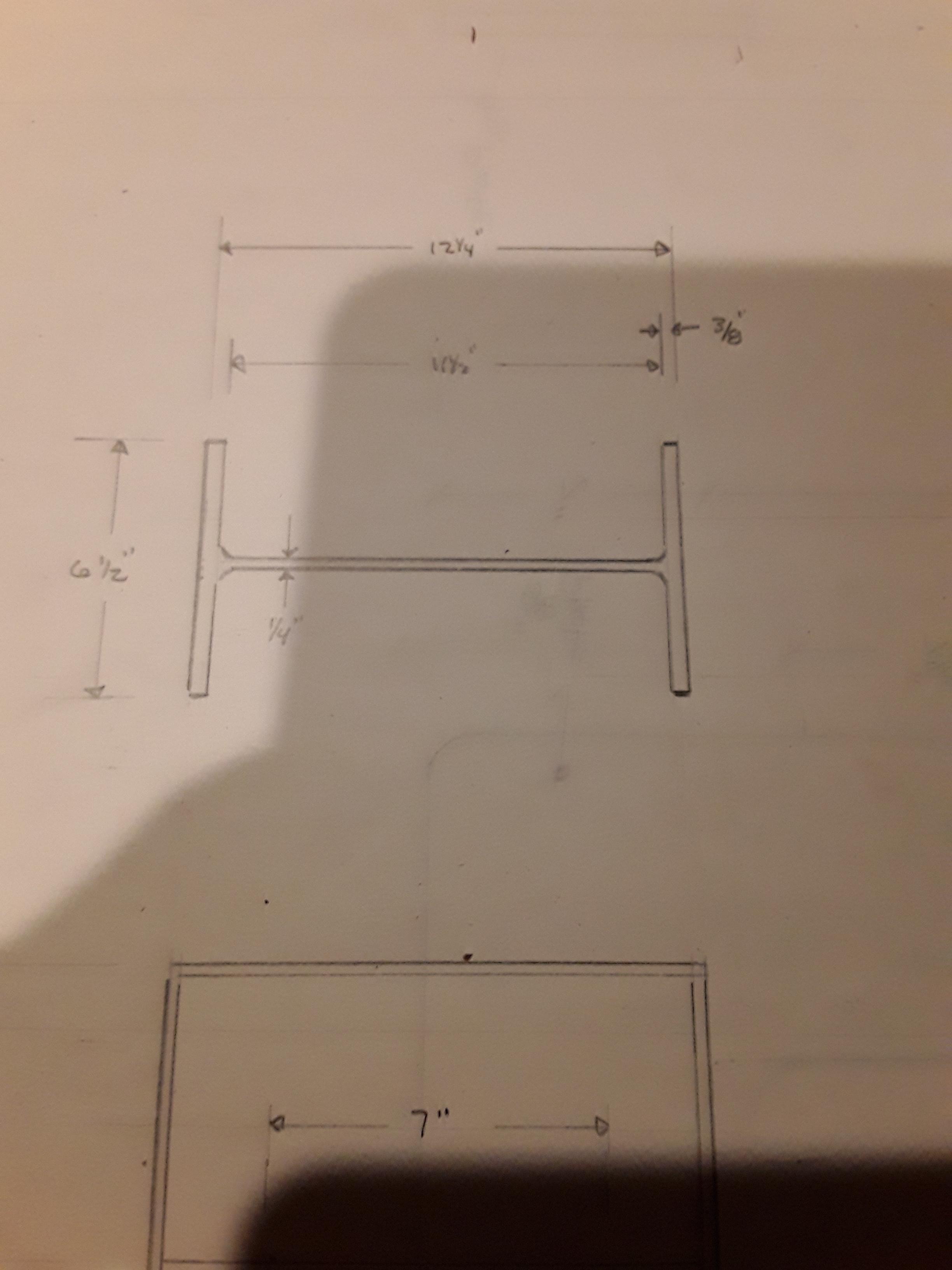
The back-bone to my forging press


-
24 ton. 12" X 10" X 1/2" web 53lbs per foot. There is 8" of webbing remaining on the bottom. 13" remaining on the top. Cut a 6 1/4" X 37" rectangle cut out for the ram and anvil. The cylinder is 5" bore, with an 8" stroke. Motor and pump will be sized for a 24 ton press.



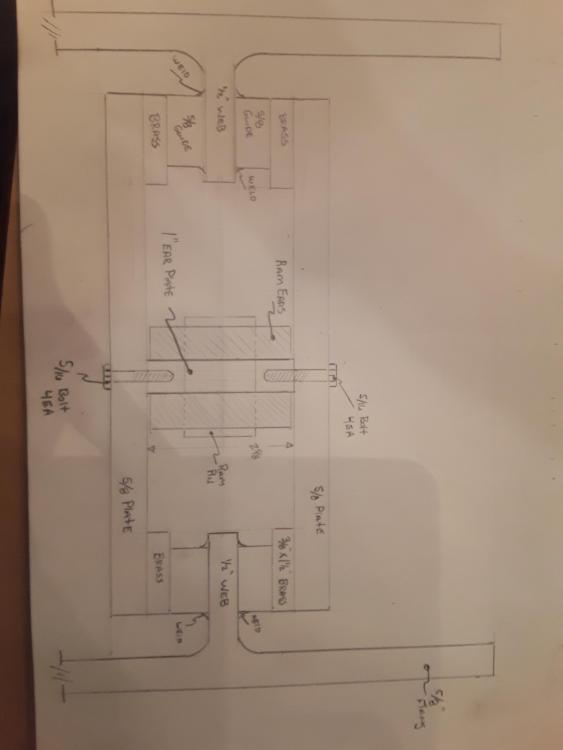
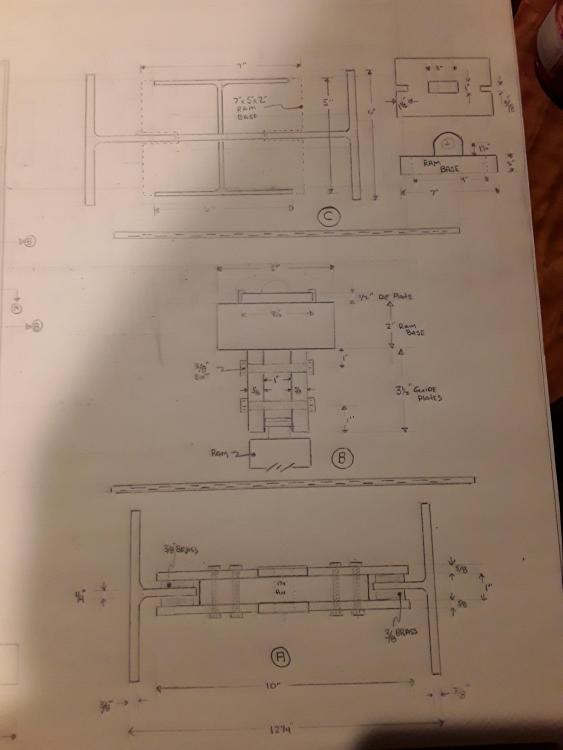
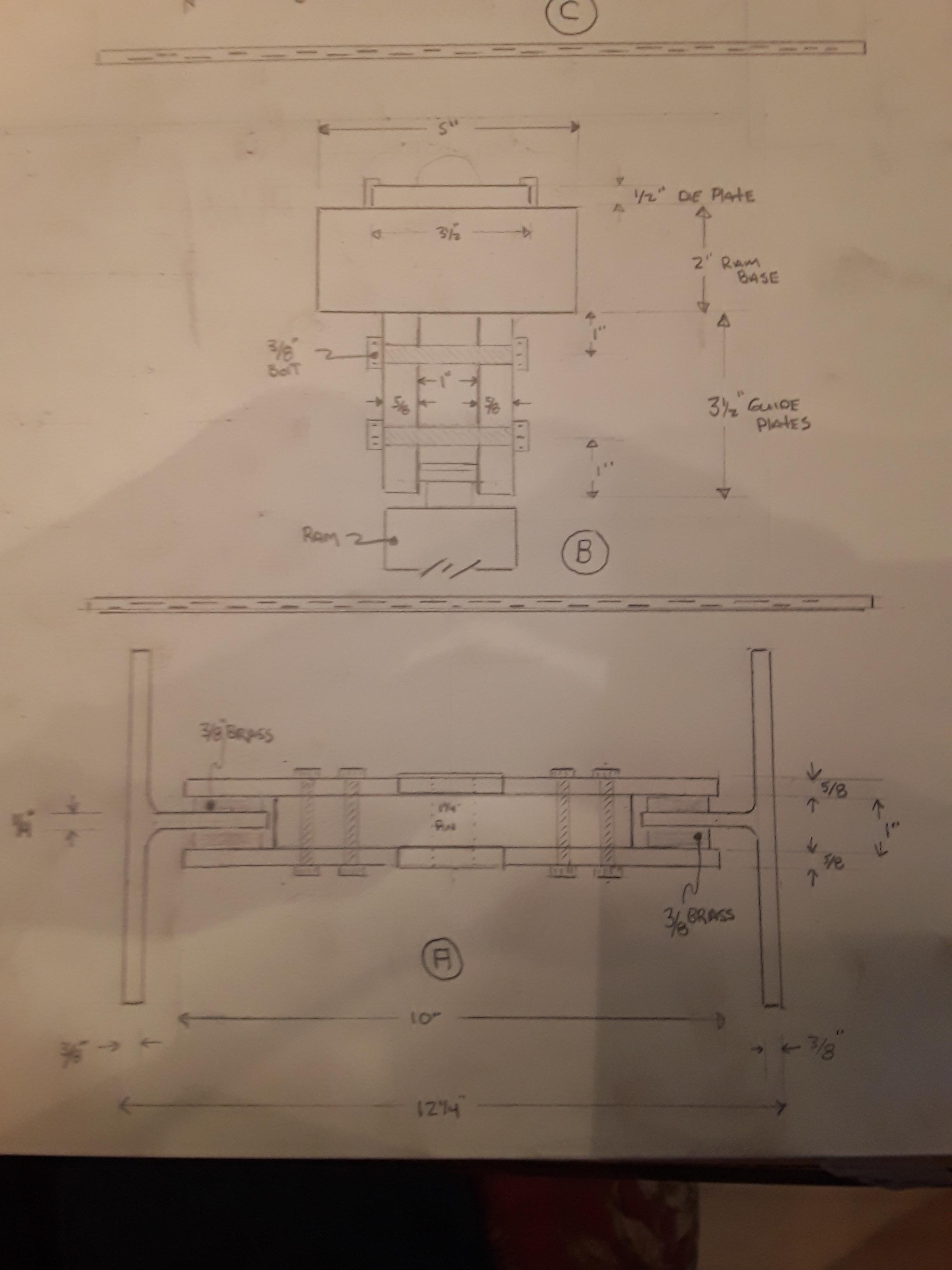
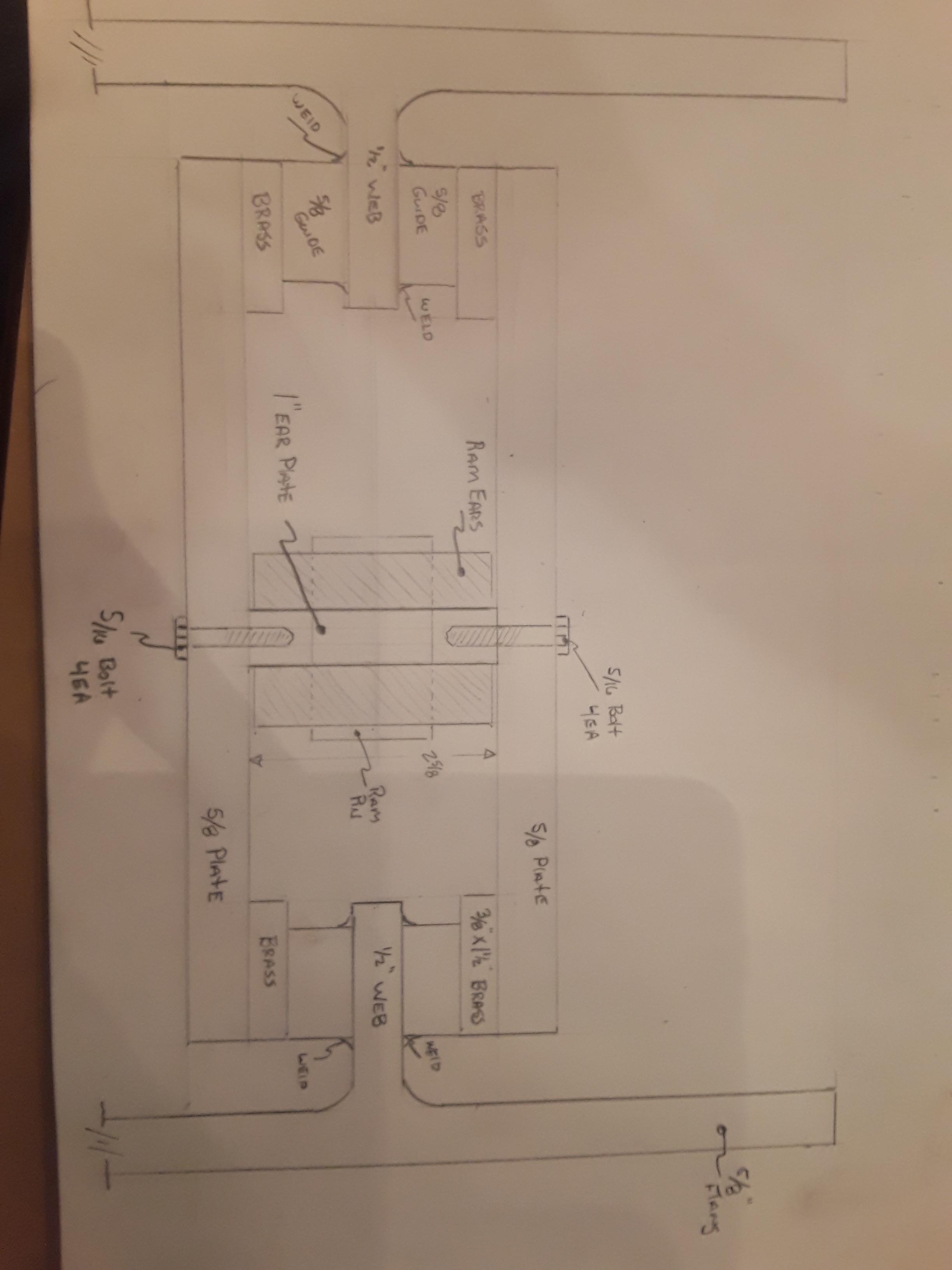
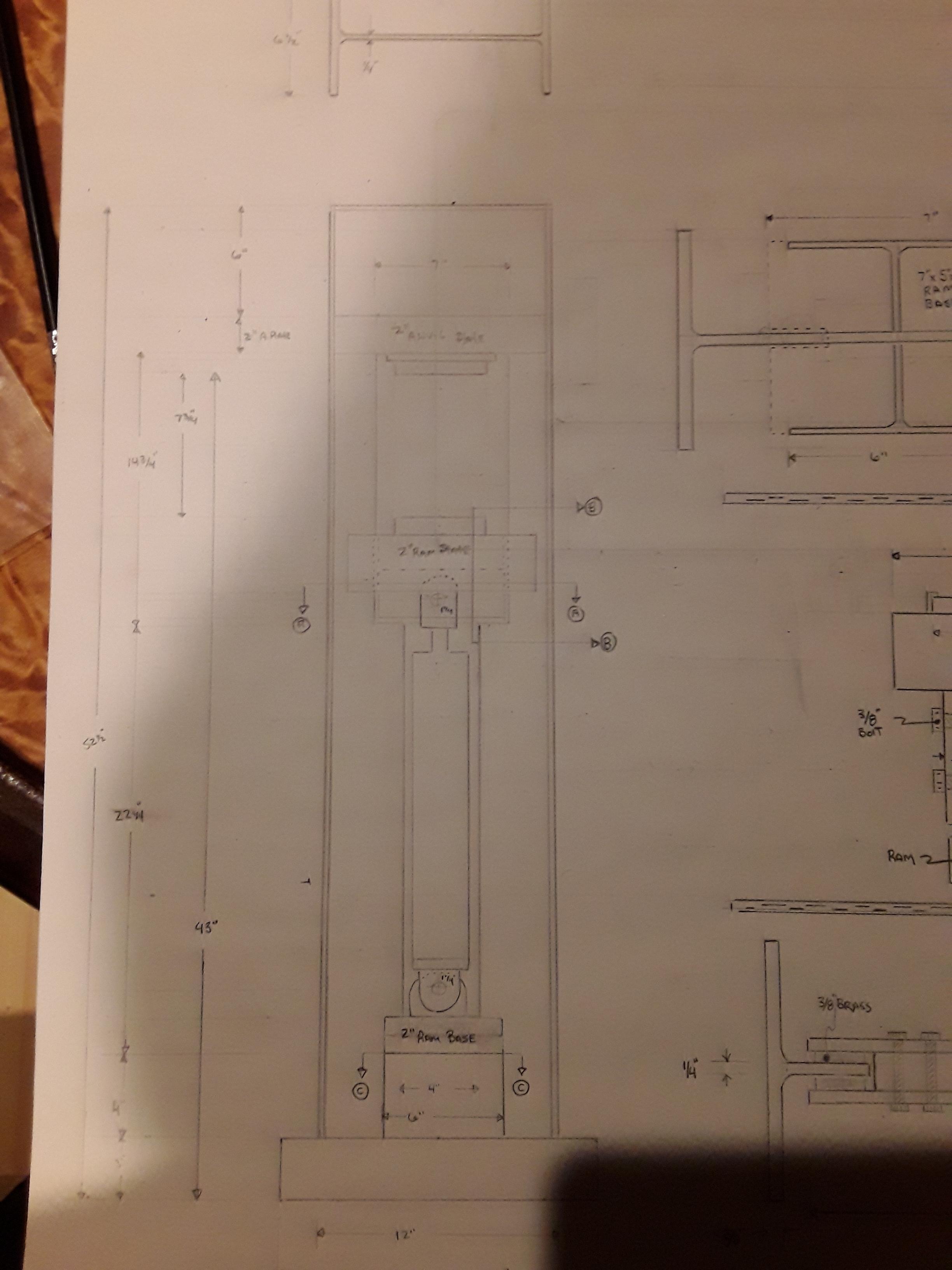
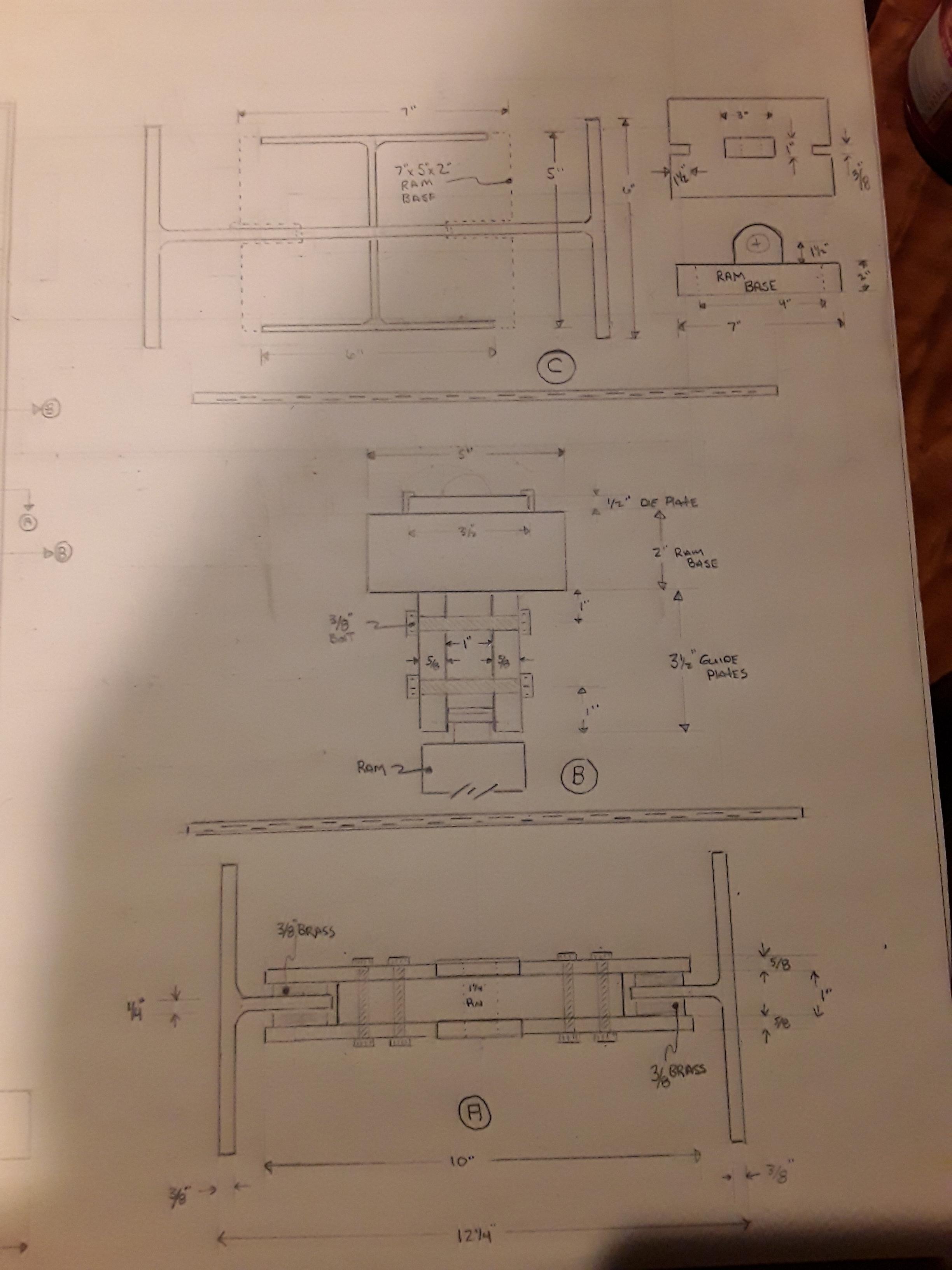
I am having two thoughts about connecting the ram to the push plate, and guides.
The first picuture up has the wrong dimensions. But the design is the question, compared to the second design picture.
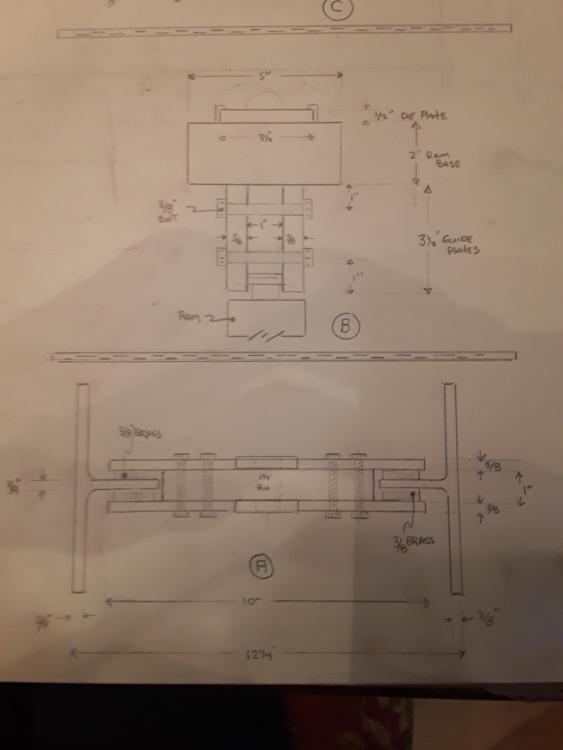
My concern with the first drawing is that the ram push plate will want to rotate on the pin and cause the face plate ram guide to bind up on the webbing.
My concern for the second drawing is the 4, 5/16" bolts on each side of the guide block tapped into the rams ear plate. Will they hold?? The force will be on the top of that ear plate, and not on the guide plates....I think???
-
Hheneg, TY I will soon have shift somethhings around to make room for a soon to build hydraulic forging press... it never seems to end.
Anthony. TY you are not far away. Space never seems to be enough. Wife wasnt happy with my 4' bump out. Lol I did it when she wasnt here. Sometimes it is easier to ask for forgiveness, than to ask for permission.
-
Hojpoj. Today I moved both the propane tanks to othre side of the exterior wall. At times I may be an idiot... but I am not stupid. Lol
Good point Glen, I have a plan to move the oxy/ acy tanks to the exterior of the hut. Very soon..before I fire up the forge.
-
Will this structure be stout enough for 24 ton forging press?
-
TY you BeaverNZ. The book I have did not cover two ram presses.
-
I got the motor, pump, and cylinder specs from. " Build your own hydraulic forging press" by James L. Batson. Lots of charts to go by.
Thinking on doubleing up the rams. My height is restricted by the size of my 5/8 plate. I can gain 2" if I use a 4" bore, instead of the 5" bore. Problem there is the 4" is rated for 16 ton, and the 5" bore is rated 24 ton. Not sure 16 ton is enough in the future.
So I am researching double cylinders. I may have to increase the pump, motor, and fluid tank.
My space is limlited to 10' X 10'. And the lid goes from 7' at the open walls to 10' at the center peak.
-
I can get 16 tons with a single 4" bore cylinder. What would the tonage be with 2 , 4" bore cylinders? Would I need to double my pump and motor?
-
TY bubba682 I will look it up for the pics.
I have a 4' X 2' X 5/8" plate. I am considering cutting out a rectangular hole in the center. Leaving 8" on each outside uprights , and appprox. 8" at the top. It will look life an upsidedown "U". The cylinder and dies will fit in the 8" X 38"-40" opening. Want to use a 2 hp motor, with a 5.5 gpm pump on a 5" bore X 8" stroke. Should get me near 24 ton.
Where did ya get your cylinder?
I like how you have the motor and pump under the tank. Did you fasion a foot peddle for the valve? Didnt see a pic of it.
-
Bubba682, Do you have any pictures you can share? C-frame? H- frame. Tonage? Motor size? Pump volume?
-
TY Irondragon. I thought there was a section here. Guess. I didnt dig deep enough.
-
TY Frostie...... for the big TEASE!!
-
Can anyone direct me to a " group" site?..
I am in the design phase of a DIY press, and looking for info from those who have done the same.
I have James L. Batson's book on how to build a 24 ton press. I also have Randy McDaniel's book. Great info in both.
I feel the more info I get the better !!
Peppie
































Pressing Forward........Thoughts???
in Presses
Posted
TY Bubba
I didn't think a1/16" would be an issue.
What do ya know about balancing the control unit, to work with a foot pedal? Batson mentioned that in his book, but didn't explain why, or how.