Peppie
Members
-
Joined
-
Last visited
-
Pnut- the wrench are for smaller reverse twists, when the jig is mounted on the bench. Marc1- that was my first twist with the jig. The round hole at the end of the jig is @ 1 1/4". What you explained is it's intended use. I will be tweaking as I go. Chris C- TY
-
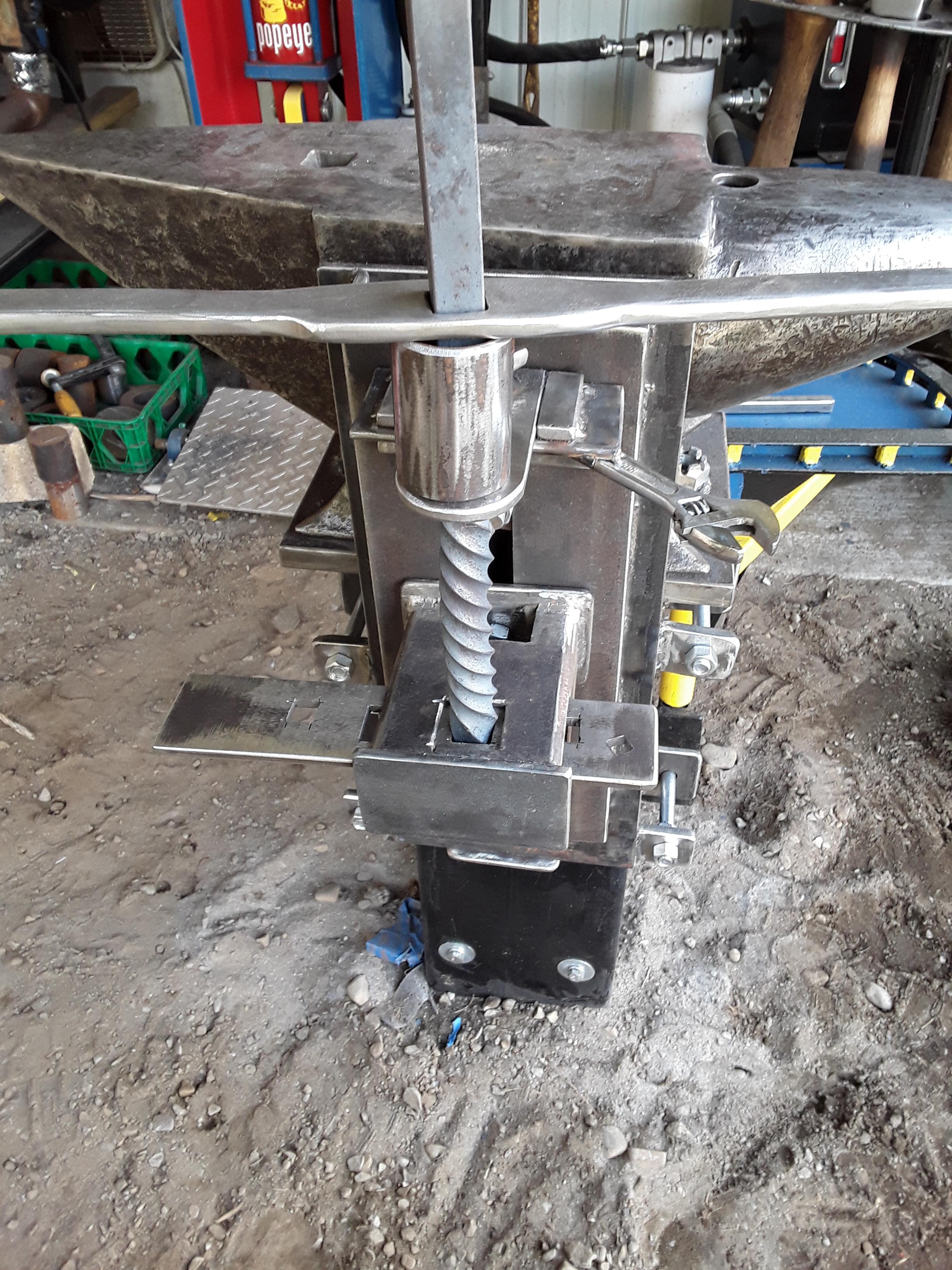
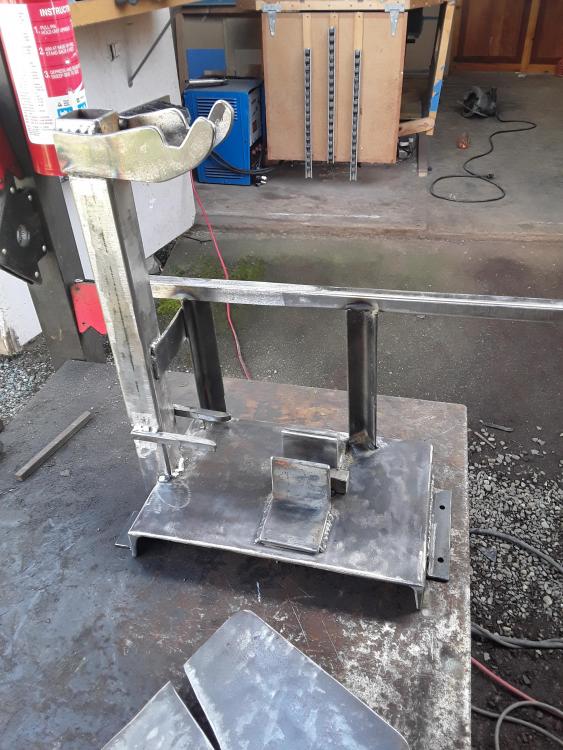
I just cant leave well enough alone! I know I will be twisting Damascus billets in the future. So I took the time and effort to build a jig, and a couple of twisting handle/wrenches. The jig is adjustable along the center. It is also easy to remove, and mount to the stand. I can also use it mounted to a bench. The bar in the jig is 3/4" square stock. It was a breeze to twist. The plate in the "tower " slides left to right to accommodate different sizes of square stock. 1/2",5/8",3/4" and 1".





-
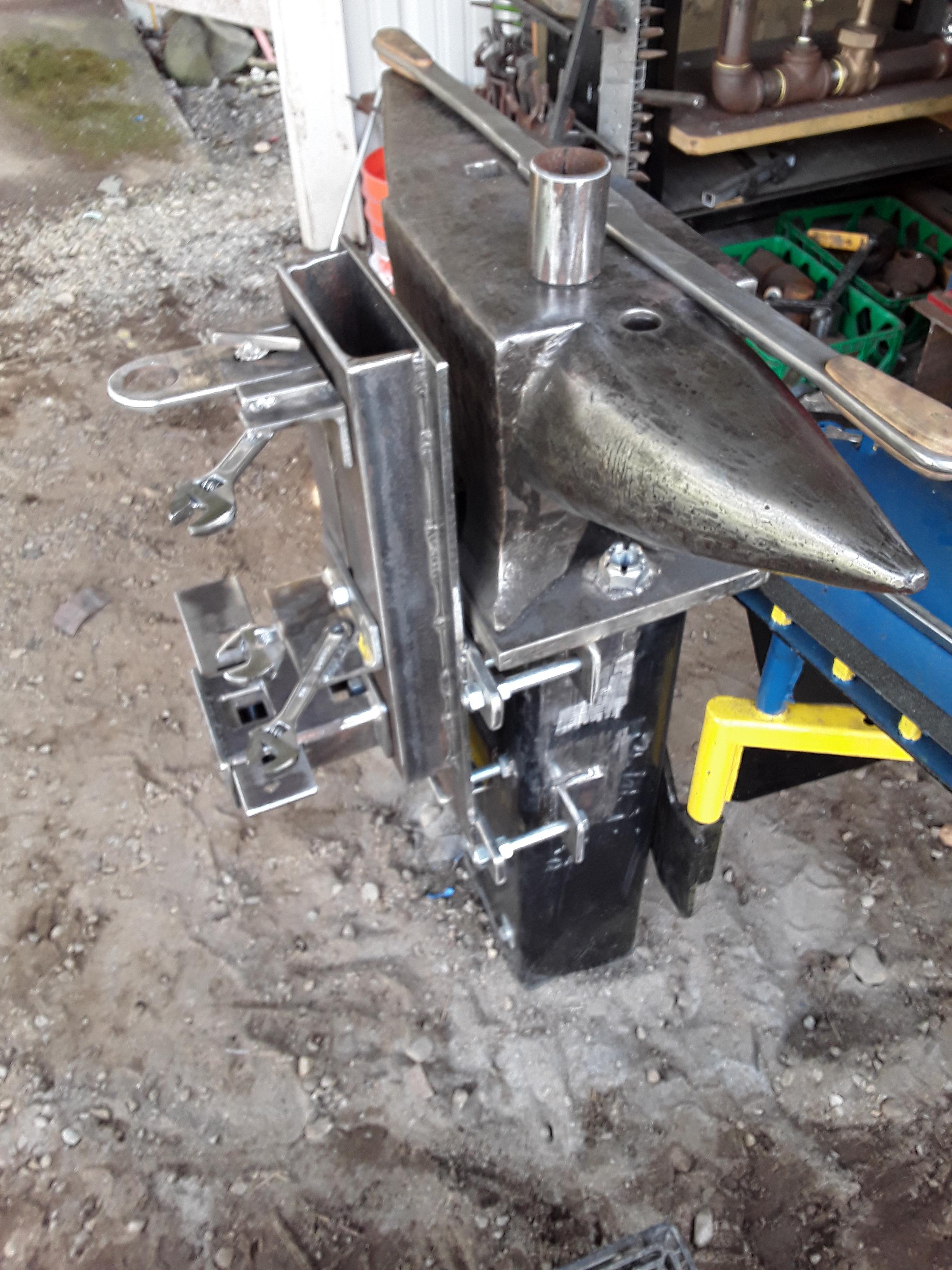
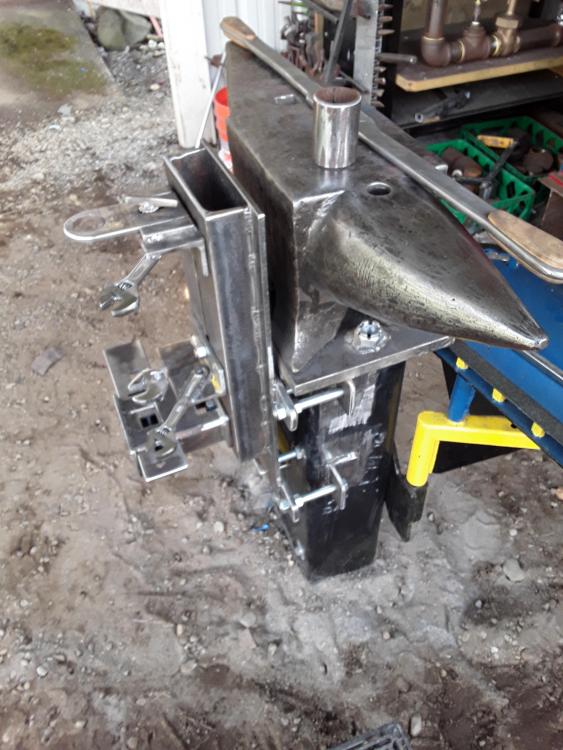
Finished up a twisting jig today. The twisted bar in the jig is 3/4". The jig was first mounted on a bench, but I found it awkward to twist large stock. So I thought I would jig up a mount for my anvil stand. It is easily removed, and can be mounted back on the bench to twist smaller stock in the wrenches.



-
25". Ya think that is long enough to twist 1 1/4" octagonal Damascus billet?
-
Made a couple twisting wrenches today. Large one is for 3/4" tendons. The smaller is for 1/2" & 5/8" tendons.




-
JHCC, You are giving me a headache!
-
The channel is 6" wide, 1.5" tall, by 16" long. I have approx 18 hrs in the build. I work slow Never thought to twist in the forge! Great idea!
-
Finished up my twisting jig today. Small stock (3/8 or smaller) will twist in the crescent wrenches. Larger stock( 1/2 to 1 1/4) will fit down the center. Square tendon holder is mounted in the tower. Just slide the desired size tendon into the center and hold in place with the thumb screws. All the wrenches, and the tower/tendon holder slide the length of the bed. They can be locked down where needed for an assortment of spaces twists. The round hole at the end will reduce the bend in the stock while twisting thicker stock.




-
TY Les, I got the basic idea from a local smith... but had to add my own twist.
-
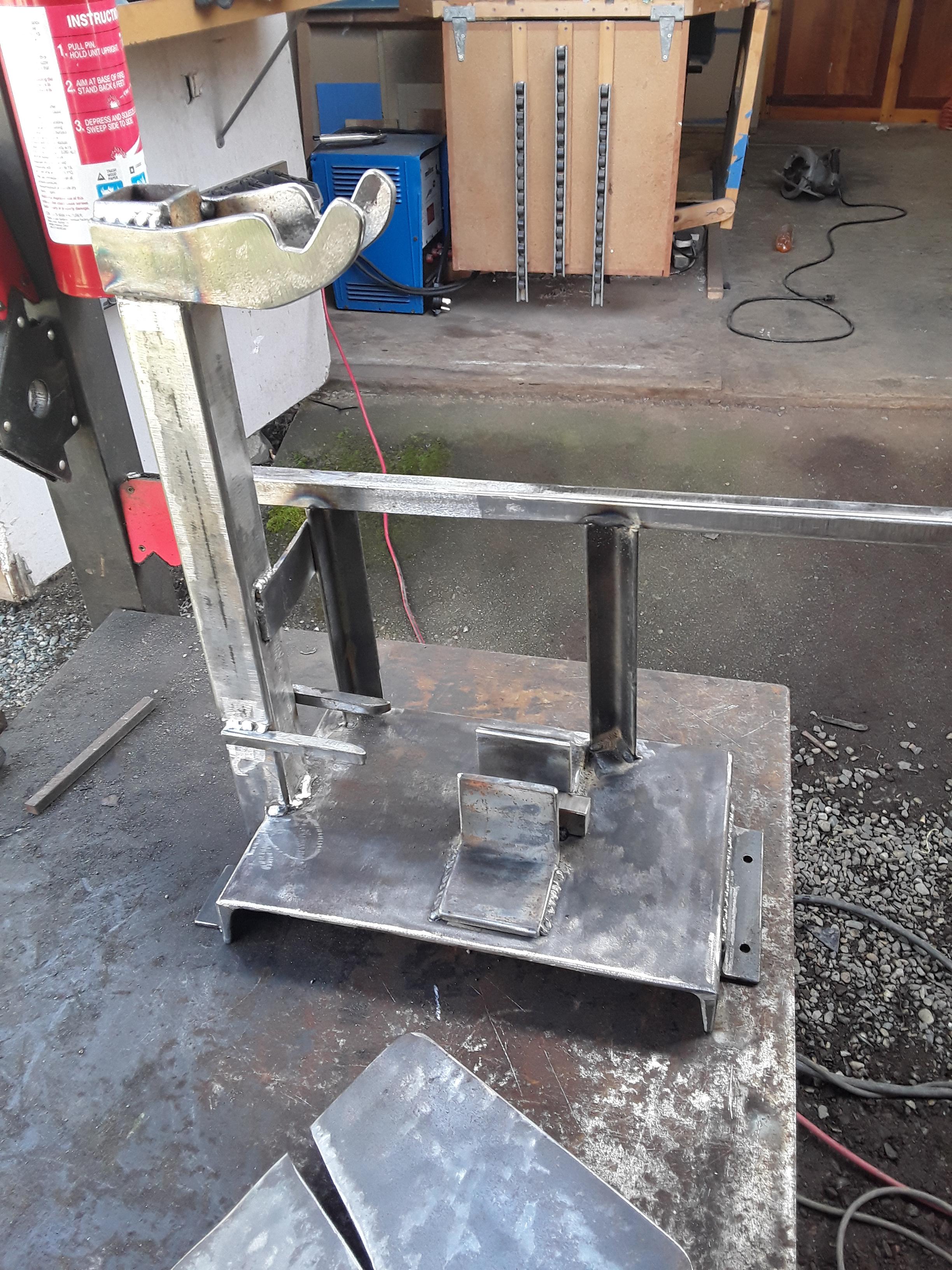
Fabbed up a tooless bandsaw table mount





-
I have 1 porta-band. I use it alot, both in a table mount, and hand held. My original DIY mount was wooden and required me to remove a band clamp , and a screw gun to remove the table. What APITA! A little thought, some material off the storage rack, and some time...this is what I came up with.. Table slides off by loosening the thumb bolt on the bottom of the support arm.




-
Caotropheus, TY, copy all you like. Imitation is the highest form of flattery!
-
Thought it be best I had a quick and easy hold. 1/2" non threaded bar clamp end. A length of 1/2" threaded pipe, 2 , 1/2" nuts. 10 minutes to weld the nuts to the base plate. 1 under the hardie hole, and one under the Pritchard hole. Booooooom!

-
Jlpservicesinc, TY the hardie is 1". But needs some file work on the edges.
-
Swedefiddle, I have yet taken the time to dress any of the edges. Only thing I did was to wire wheel it. Followed by hand rubbing it with 400 grit paper. Then I coated it with some beeswax. Finished with a coat of BLO. The forge is covered but not inclosed. A bit of rust prevention. The trays and the vise mount are easily removed. The trays just lift out. They also swivel independently from each other. They can be swiveled completely out of the way when working my prominent side. TY form the 8nfo on working out the dings on the face.