Don Shears
Members
-
Joined
-
Last visited
-
Super Sucker Side Draft Plans M3F, bluerooster; across the street at the anvilfire site you can find a nice plan/example. Scroll down the main page while looking for 'The Master's Plan File'. Select that and then you'll find a plan listed. I used that and some of Jock Dempsey's notes for designing and constructing mine. Cheers, Don
-
Arkie; Thank you. Now seeing the pics you've loaded, and going back to Frosty's description, things have gone 'CLICK'. The use of angle iron now also makes sense; not everyone has access to heavy bar stock and a power or band saw (nor the desire and/or arm endurance for a long hacksaw cut.) Regarding aircraft and airfields, when I lived in Winnipeg Manitoba during the early 1980's, the Minnesota and North Dakota Air National Guard would bring F-4F's (or G's IIRC) and F-106's to the City's Airport for exercises. When doing full afterburner take offs from the south end of the main runway the 106's were LOUD!!!, but the F-4's made indoor conversation impossible, even with windows and doors closed. At that time I lived a little over a half mile from the south end of the main runway.
-
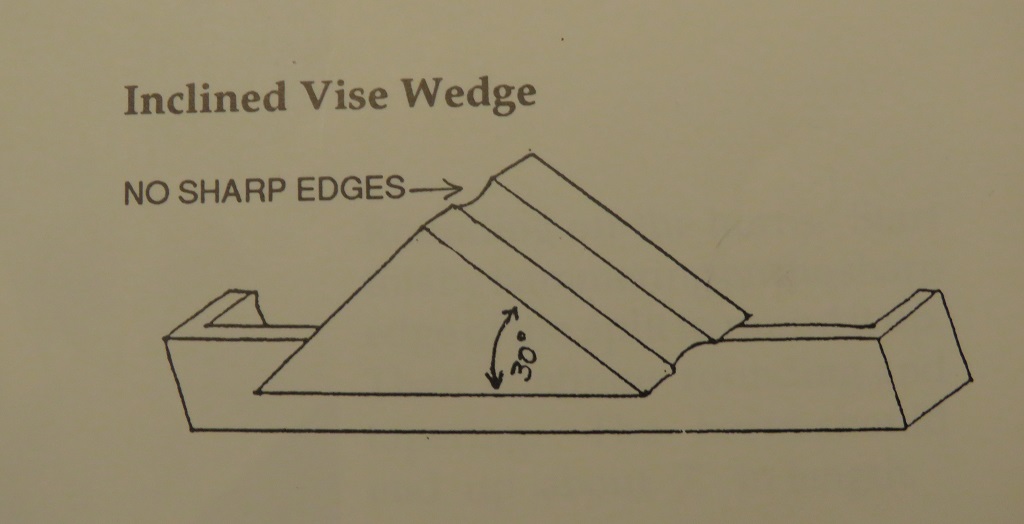
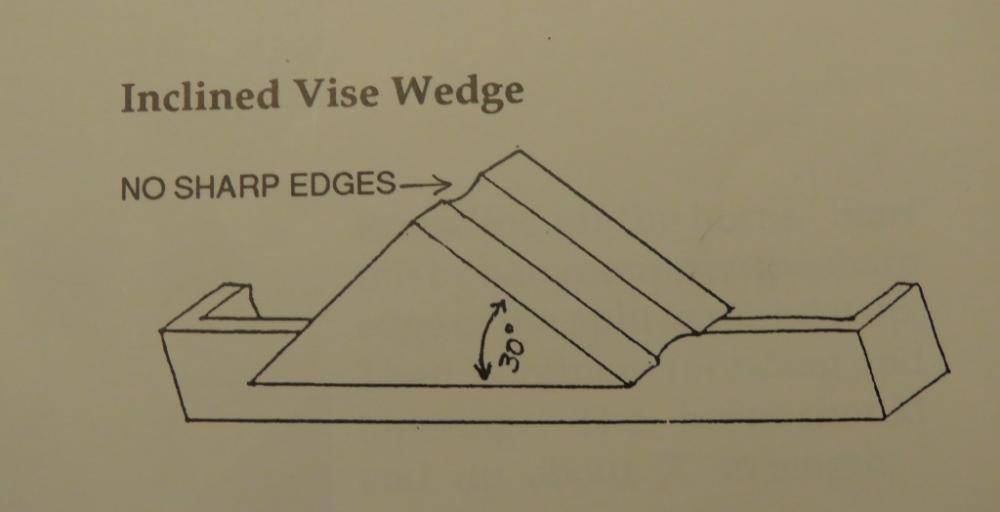
Frosty, Shana; I just couldn't visualize Frosty's description of the vice tool. In the IRON MENAGERIE by the Guild of Metalsmiths, the introduction has various tools illustrated including a vice clamp/support. I'm hoping this is what Frosty's referring to. Don
-
Simian; there's an Austrailian You-Tuber, Niel Pask (channel is "Pask makes") who's posted a video of himself making an interestingly designed quick change tooling jig for one of his fly presses. I liked his presentation style and the design of the jig he built. Cheers' Don Shears
-
Purple Bullet; thank-you. Frosty - check out the movie "Men With Brooms." As for myself I learned to curl in Grade 7 gym class, back when straw brooms were used. Never played in a league, but at Unit/Sqn sports days would surprise co-workers by using a straw broom (if I could find one) and making it 'slap' when I swept for a stone. Cheers.
-
Thom and others; thanks for the updates on Thomas. Would someone be kind enough to private message me a mailing address for Thomas. I'd like to send a small parcel. Don
-
My prayers and best wishes for Thomas and family. It was Alex Ivey's post on Anvilfire that alerted me of this. Thank-you to Thom and others for keeping us informed. Thom, again my thanks to you, and please pass on my thanks to the other Minions who've been helping Thomas, Jo Ann, and their family at this time.
-
Thomas; my condolences. Don
-
Dax; the hole under the heel (most certainly with others under the horn and on the bottom) are for the porter bar(s) show that your anvil was forged, very high probability (99%+) the body is wrought iron with a tool steel face. I can see what appears to be the weld line in the first picture, with the steel face being a little less than 1/2 the heel thickness. The stamped weight marks also are considered a strong indicator of a forged anvil. The feet don't have the flat ledge that usually appear on Peter Wrights. The double pritchel holes are unusual, could either be a custom order, small pattern run or a modification by a previous owner. The angle of your first picture makes it awkward to see the profile, but I'm leaning towards the possibility of it being a Wilkinson. Compare with the profile shown in this tread and decide for yourself: Wilkinson Anvil's? - Anvil Reviews by brand - I Forge Iron The stamped letters 'IS' or 'LS' pretty much stump me. There were dozens of anvil manufacturers who came into and went out of business from the mid 1800's to the 1930's. I suggest you try shining a light across (or along) both sides at a shallow angle to see if there are faint traces of other stampings before trying any more aggressive methods (i.e. wire brush, wire wheels, mild acid). I'm certain there are still other tricks/techniques that may reveal more of the markings. Hopefully there are are those with more experience and knowledge then me who'll chime in. Cheers and good luck, Don
-
Frosty and Charles; thanks for your input. I hadn't thought of it being die forged, nor for stone working. Don
-
Came across this tool at an antique shop. Like several other pieces it seems to be from the "I don't know what it is/does, so I'll put it in the blacksmithing stuff." It appears to be cast, in the first image there's a mold seam visible below the rivet or pin. The wood handle goes all the way through and is cut flush with the top. Both ends are the same with no evidence of being struck. both ends have a not quite centered hole about 1/2 inch dia. by an inch deep. For scale there's a Canadian $2 (toonie) coin with a 28 mm dia. in both images. I suspect it was for use with some sort of short lived piece of farm equipment.


-
Work from yesterday, I volunteer at a local historical site/conservation area. A couple of years ago I was asked to make a trivet for open hearth cooking. I couldn't quite come up with a pattern that my skills were capable of until lately. When Thomas posted his find at a scrapyard, I took a guess on its' size and used that as a starting point. I used 1/2 inch square wrought iron by 14 inch lengths salvaged from a diamond harrow. The WIP image shows how I set up for my second weld. I lashed the third piece in place with safety wire. That gave me less to worry about than a dropped tongs weld. The finished picture shows the trivet sitting next to a printout (8 1/2 by 11 sheet) of Thomas' 27 March post. I didn't realize until I'd finished that there's a boot heel print (by the lower left leg) in the image Thomas provided that now provides a better idea of the size of his found trivet.


-
Hello; went to a Ham Radio swap-meet yesterday in Smith Falls, Ontario (brought home a bunch of vacuum tubes and a set of electronics alignment tools). On the way home stopped by whim at an antique (junque) shop. I ended up buying the only BS tool I could find in the place! An unused ATHA 1/2 Fuller for CDN$15. Also, it's been stamped with the Canadian Military Broad Arrow. Don



-
Just some light work in the shop to keep in practice, along with making a new wedge for my portable leg vise (my apologies - no pic of that). Made three heart key fobs, two from 1/4" round by 5" long and the large one as an experiment from 5/16" round by 6" long. The large one is too big to be a manageable key fob. My spouse has suggested using it as either as a wall ornament or a Christmas decoration. Cheers, Don

-
Two weeks ago I noticed what was called a 'Cobbler's Anvil' at a local Auction Hall's on-line event. The one picture for the listing had a neutral background and didn't have anything to indicate size. On a whim I put in a bid of $20 CDN. I was e-mailed last Tuesday that I'd won at $18 total cost. I haven't weighted it yet, so could still be running 4 to 5 dollars/lb. On pick-up, I found it to be a fabricated anvil, Top plate's an inch thick, 6" long by 3 " wide. Height of 6" from face to the base with a spike going into the wood stand. Face to bottom of stand 27". The stand even has brackets to secure it to a solid floor (wood or cement, no gravel). The welds are failing on the right side, Ill have to get my son to redo them. It's relatively small compared to my other anvils, but should be useful for small work.