

Alan Evans
-
Posts
1,990 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by Alan Evans
-
-
4 hours ago, Gerald Boggs said:
True, but starting with a textbook as opposed to getting your information from an unqualified source, will give you a much stronger learning base and curve.
Who qualifies the qualifier? I suppose reference books should be more sought after and/or trusted in their second or third editions, when any errors have been corrected. Unlike literary tomes which attract a first edition premium.
Alan
-
44 minutes ago, JHCC said:
Alan, how do you hold the split bolster together while heading the rivets? In the vise?
Yes, either in the vice or with a snap clamp/Vise grip or Carver clamp resting the blocks on bench or anvil. Should add that the bench in question is a 40mm (1.5") thick plate weighing 1 tonne... so bounce is minimised.
If you are really going for it...the larger rivets are done very rapidly under the power hammer. You can even use a press in a pinch (sorry)
It needs very little to hold the two halves together, the riveting force is down not sideways. It is important to flat bottom drill the holes.
I have the rivet blank inserted but not fully, then I heat the head plus a bit, the first push seats the rivet to full depth and leaves only hot metal exposed for upsetting.
Alan
-
15 minutes ago, Donniev said:
Brass is annealed. Not working it hot. The steel doesn't care if I work it cold or hot, no luck either way. I drilled through a piece of mild steel with an 1/8 hole, but once I get a head on either the steel or brass I can't get it out, it's stuck and I have to drill it out. Tried drilling through 2 pieces of plate next to each other in the vise too- I just can't get anything made
Have you looked at his thread, there area number of split rivet makers illustrated.
Alan
-
I have a couple of buckets of the hard and soft foam disposable ear plugs, and a few various makes and types of passive ear muffs, these are to make sure that I have something that will suit every assistant or visitor....I have some electronic muffs for shooting, useful if at a range or with others so you can hear the RCO instruction, but when forging or shooting solo I prefer the better attenuation from the reusable ear plugs. I have some by 3M EAR Ultrafit UF-01-000SP these have an excellent SNR rating of 32dB I can't remember off hand whether the USA NRR is...one up or down relative to the European system...it will be NRR of over 30dB whatever. I wash the reusable ear plugs when I wash my hands, they clean up great with "Palms" hand cleaner.
The disposable fabric dust masks are basically ineffectual against anything really nasty, and you cannot check that they are sealing against your face so forget them. They provide nothing but an illusion of protection.
If you are using proper face masks with replaceable cartridges......make sure you ask for the pre-filters and housings that clip on in front of the cartridge. For some reason the salesmen never tell you about their availability. The cartridges are rendered unusable when paint spraying not because the filter media is exhausted but usually because the large paint globules have smothered the inlet surface. If you use pre-filters the cartridges themselves maintain their effectiveness for at least 5 or 6 pre filters and 4 or 5 times their un-pre-filtered life. I put on two pre-filters in front of each cartridge and throw away the outer one at the first sign of reduced air flow...moving the remaining one to the front with the new one against the cartridge.
I have a couple of air fed face shields which are very good for paint spraying...again you can buy clear acetate disposable cover sheets which can be discarded and prolong the life of the visor indefinitely.
I use double palm welding gauntlets for power hammer forging, but ambidextrous gloves are more economic for hand forging...I always just use a left hand glove and hold my hammer barehanded. You either need ambidextrous gloves or do a swap of the unused hammer hand gloves with an opposite handed smith!
If you are using rotating machinery...do not use leather or the fabric and leather rigger type gloves. Wear elasticated gloves which can be yanked off if caught in the machine without taking your hand in with it. Test to make sure the glove will come off by just pulling on one finger.
Find some good toe-tector boots, preferably with nitrile rubber soles if you use a coke fire.
Buy good quality comfortable safety glasses and wear them all day. Keep them on a string around your neck and never put them down on any surface in the workshop in order to keep them scratch free. All surfaces have abrasive dust. Have some prescription safety glasses made up if you wear glasses ordinarily.
Hot metal work, wear only cotton and wool clothing...no artificial materials. They can all burn but the natural fibres will not melt onto you.
In fact the single most important thing with any PPE is that it should be comfortable and pleasant to wear. It should be comfortable enough to wear all day...and not be lying on the bench in between activities. Everybody does it, and most people get away with it most of the time.
Be a lucky smith and learn by somebody else's mistake when it comes to preventable injury.
Alan
-
2 hours ago, Gerald Boggs said:
The problem is not differences in opinion, but rather differences in knowledge. One smith can be quite knowledgeable and the other just a good talking. If one wants to understand something, one should go to the reference material. In this case a textbook on metallurgy, not only will the answer be there, the why will also be there.
It is all fraught with danger though...people that write reference books are not always practicing or practical people. They make mistakes. I even know of two well respected practitioners in this field that have made mistakes when it came to putting their knowledge in print.
I agree though it is the best we have got.
Alan
-
3 hours ago, SmoothBore said:
Snip...
Since the making of wooden chairs predates the availability of modern hardware and adhesive materials, ... those early chair makers needed to be particularly clever in their choice of materials and techniques.
Joinery, of the sort mentioned above, ... and the practice of embedding well seasoned components into "green" counterparts, ... ( To effectively "shrink fit" a joint ) ... were some standard techniques.
A chair assembled in this fashion, would actually "tighten up" as it aged.
We have a green Oak sprung and Ash framed sofa made by an old school friend of mine using that technique.
There was a revival of interest in the green woodworking techniques of the old Windsor chair bodgers a few years ago over here. Lots of courses sprung up alongside the survival type Ray Mears outdoor adventures. I made various bits and pieces of pole lathes and froes and the like for friends who became interested.
The main chair making industry centre was not actually in Windsor but High Wycombe. The Bodgers turned the spindles green on pole lathes in the woods and stacked them up to season for a few months after which they were then taken down to the factories for assembly. The big trees were split and seats adzed out, drilled and assembled whilst still green.
My father was a furniture designer-maker all his life. As his eye sight started to fail he moved over to lathe work spindle and bowl stuff which he could feel as well as see...the cabinet joint precision became impossible...in fact I am looking at one of his stools now.

That one has through tenons and wedges in the seat. Wedges always at right angles to the grain around the socket!
He knew some of the old boys involved in the Windsor chair making Industry...or rather its Arts and Crafts revival from the turn of the century.
One of the "wrinkles" I remember him passing on from them, was to use a bit of boiled potato in a failed shrink joint as a glue! It works well. I used it recently to fix the wooden knob on the end of my Lee reloading press lever, which kept coming off mid-press...it has stayed on ever since, at least six months.
Alan
-
I did manage to clamber through to the lathe, it is buried under the interior trim panels of the old discovery I am rebuilding!
The auger has the same cutting edge as OlioReader's, so I guess it was for the same purpose.
I can't get back to edit my earlier post but a bit is missing...re the too small diameter...it should have ended "even for the Windsor spindle back joints"
The augers I have seen used for the spindle backs all had a single flute but included a taper twist screw point to locate centre and pull them in. The tapered screw tips work with side grain but aren't much good for the end grain boring that these lathe / spindle bits are designed for.
Alan

I even found the hollow centre device that it worked through.

-
I do not think they are for metal...the cutting edge is too fine.
I do not think they are for chair making...they are too long and too small diameter.
They look similar to the augers my father used through a hollow tail stock device on his wood lathe to drill things like the cable way for a standard lamp or table lamp...the standard lamps poles were always made in two pieces because the lathe bed was not long enough to do it in one.
The augers kept central...most of the time.
If I can dig through my storage junk in his workshop I will check and photograph one.
Alan
-
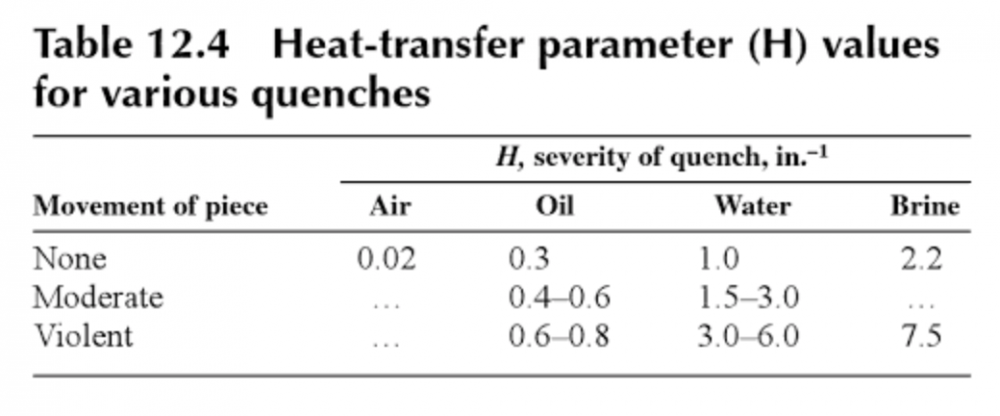
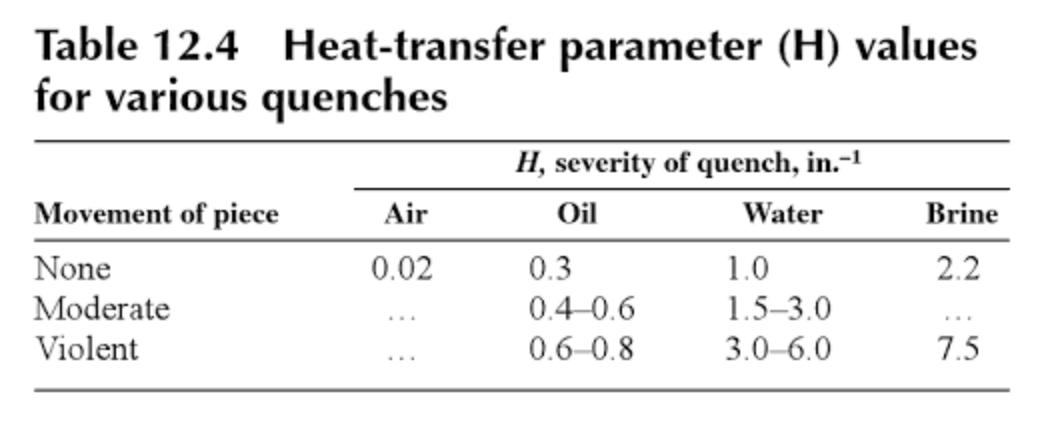
Google is our friend...here is a screen grab from page 125 of the very book with the very topic!
I had remembered the agitation effect correctly...that is a relief!
Alan
Steel Metallurgy for the Non-metallurgist
-
Absolutely.
Maybe the agitation just enables the quenchant to work at its optimum rate....maybe agitation is the norm and gives the constant property of the coolant and leaving the object static yields a more variable outcome.
I suppose I have read it somewhere, but I think my understanding was that it could overlap the effects...for example, agitating a similar object in water could be faster than no agitation in brine. Even though like for like, brine would be faster.
Probably the relationship of volume to surface area is more likely to affect the outcome as well. A thin flat like a knife blade relative to a larger cylindrical form like a Ø50mm (Ø2") punch and drift.
Lots of interdependence, lots of variables....
Alan
-
I have taken my shirt off at night to find a few crinkly bits of rotary wire brush sticking out of me like porcupine quills on occasion.
Alan
-
I hesitate to enter this erudite fray...but is not the vigorous movement, or otherwise, of the workpiece in the quenchant likely to have a greater effect than the salt content or the boiling point of said quenchant at whatever altitude?
I understood that the constant movement (and/or constant supply) of fresh quenchant in contact with the workpiece prevented, or at least helped to reduce, the formation of the steam blanket...or is this another of weird Uncle Ted's ideas?
Alan
-
It is amazing the amount of energy a bit like that can bring to bear on human tissue! And the damage and discomfort it can cause!
I am always amazed how many splinters and thorns (over forty on many occasions) I can tug out of the dog's backs when they have been hunting through the brambles and blackthorn...they seem so oblivious to them. Me on the other hand...if I get just one splinter in a finger, I just have to stop work until it is out.
Maybe we as blacksmiths need a lack-of-physical-sensitivity gene that we could borrow from Springer Spaniels!
Eyes and mouths seem to heal a lot faster than anywhere else I find...glad you are are feeling an improvement already.
Alan
-
When I said "do not work in the dark" I meant it metaphorically...but as Thomas rightly points out, it is true literally as well!
Alan
-
5 hours ago, bobasaurus said:
What is Progen? Google isn't helping me here.
Thanks for the welding tips. That was maybe the third thing I'd ever welded. My helmet is so dark I can't see for crap before starting, and even during the weld it's really dim. I'm still getting used to the setup and settings on the welder. I have a Millermatic 141, and I'm pushing it past the max rated thickness for sure.
If you do not have an electronic mask/helmet you need to practice the" mig nod". Pivot the helmet up. Set up the workpiece, put the torch in place, holding it with both hands as described above, do a dry run, go back to the start point and nod the mask down into place.
The golden rule of any handwork, you must be in a position to see/hear/feel what the tool is doing in order to be in control of it...forging with a hand hammer is classic...you look at the marks the hammer is making on the workpiece and not at the hammer...that way if it is hitting too hard on the left you can adjust the swing in the quarter of a second before the next strike.
In this instance contort yourself in order to be able to look at the arc and the weld bead to see what it is doing...do not be obscuring it with the back of the torch shroud....do not work in the dark!
If you do not have an electronic mask...treat yourself. They are so inexpensive these days. I have the Swedish Speedglass, which has now been taken over by 3M. My first one was well over £300 twenty five years ago...you can get serviceable ones for around £30 now.
Alan
-
@ Bobasurus and Stockmaker...Provided you keep the work piece hot, mild steel tools do fine for most things...even when forging tool steels and stainless...and are safe. Most of my power hammer tools...swages fullers and taper blocks are mild steel...some of the fullers are from Progen but they are left normalised. The mild steel ones stand up fine, are easy to make and repair if they wear.
Punches, I oil quench Progen and blue temper it. I would rather any tool bend than break, even if it means I have to dress it true every now and then.
Springs for spring tools are all from mild steel flats, wide to maintain alignment and thin to be flexible without work hardening...you do not need them to do anything other than maintain the top tool in position. they do not need to spring up or down. The workpiece holds them up and the hammer or press brings them down.
@ Stockmaker Your problem with alignment can be easily over come by welding the blocks after bending the spring...I usually butt weld the ends of the spring to the end of the tool blocks rather than lapping them over the top and bottom, so that I am striking the tool rather than the spring.
The other way of making swages (especially when you have access to power hammer or press) is to forge them...this is very fast and automatically provides you with a soft lead-in which means you do not have to grind or sand the sharp edges off as you do with a drilled hole. No nips or cold shuts along the length of your tenons with out trying! Alignment is taken care of also obviously... plain blocks are welded to the spring and heated, the appropriate rod is held between and rotated whilst the blocks are driven together.
The welding problems you both seem to be having appear to be that you are not able to actually see where the weld metal is being deposited. The fillet is going to one side of the joint and you are not correcting it. With the mig try using both hands to control the torch...right handed, use your right hand to operate the trigger and your left to steady the torch with your little finger resting on the bench or on a block...obviously opposite if left handed. Make sure that you start with the torch to your right and are pushing the torch nozzle towards you...so that you can see up the end of the nozzle and that the shroud does not obscure your view of the weld pool. If the weld requires you to drag the torch...again drag it away from you but still with the nozzle toward you...so you can see what the weld pool is doing. I usually do a dry run to make sure I am in a position to see the weld pool for the entire length of the bead...it is so easy to be caught out by bringing the torch across in front of you and so lose sight of the weld pool part way along the weld.
You might find it an advantage to tack weld the assembly and then to prop it up so that the joint is vertically below the torch...if the torch was distributing mayonnaise it would flow into the joint Vee with a horizontal top. i.e. let gravity help.
Alan
-
7 hours ago, Steven Lancaster said:
snip... Does it actually matter? snip...Thanks!
Nope!
Use whatever you need or whatever you have to hand to get the job done. The tool is not the important thing...the piece at the end of the process is.
Alan
-
If you are having glasses made it doesn't cost much different to have them in safety frames...probably cheaper than some designer frames.
I thought optics were relatively cheap with excellent service in the USA. Much less costly than over here. My varifocal prescription safety glasses were £150 plus a second pair at £75 three years ago...due another set now.
A few years ago (25 actually) when we were on a sightseeing trip after an ABANA conference, Lesley's specs got knocked off by the automatic seat belt thingy of the hire car in Flagstaff...on Friday night. On Saturday morning not only were we able to find a place to make a new lens...he measured the bits of the smashed lens and reproduced the prescription in under three hours, including fitting it in the frame and charged 35 dollars...we were really impressed.
When we got home she went to a high street optician to order a spare pair...they wanted over a hundred and fifty dollars equivalent and three weeks to make them!
Alan
-
1 hour ago, Michael Cochran said:
Snip My biggest problem with regular safety glasses is the distortion they give me. Things look like I'm looks through a fish eye lens when I'm wearing them. snip...
That is why you should have your prescription made up into the lenses of your safety glasses.
I can wear regular (non-prescription) safety glasses if I don't need to focus on anything close, strimming / brush cutting / hedge cutting and chain sawing (just) ...but making things in the forge I always need to!
Alan
-
1 hour ago, Michael Cochran said:
I have gotten a new pair of goggles that'll sit better over my prescription glasses and thought I might've been getting carried away when I decided I was going to get a good magnet to clear the top of my face before removing them. I don't feel bad about that decision now thanks to Thomas.
")
Last night I woke up in the middle of the night kicking myself for not having the Dr take a picture of that sliver sticking out of my eye.
Goggles are ghastly devices! They are just the sort of thing I meant by things being so uncomfortable you are likely to leave them off.
I had my prescription made up into varifocal safety glasses when my arms got too short to focus....I always find goggles most uncomfortable, hot and sweaty....especially when forging. For a prolonged grinding session I would use a face shield over my safety glasses.
If you wear glasses all the time it is really a no brainer...have them made up as safety glasses and you will never be tempted to not put them on whilst "just doing that five second job".
The only time I use goggles is for oxy-acetylene welding and cutting, and then because I have not found anything better.
Alan
-
Your point is well taken and made...PPE is no good in the drawer.
Always buy the best and especially the most comfortable you can...that way you will not resent wearing something uncomfortable. Before the advent of presbyopia and varifocals I bought aviator style safety glasses and wore them all day...I had them tied on with a shoe lace so they did not end up on the bench getting scratched if I did have occasion to take them off to wipe my brow.
I don't know if this will make you feel better or not...I have managed to get a similar bit in my eye twice over the years. The first was whilst wearing safety glasses, but it was before the days of the side guards on safety glasses. A bit from my colleagues rotary wire brush in an Ø8" grinder hit the inside of the lens and bounced into my eye.
The second bit was most bizarre I awoke in the middle of the night with it...the splinter must have got caught in hair or eye lid and awaited its moment to attack. Getting stuck in the eyeball and scratching the inside of the lid. I only ever had arc-eye once and the discomfort was pretty similar. Nauseating.
If it is any consolation I had the same rusting you mentioned on both occasions, and received a similar warning, but my sight has not been affected.
Alan
-
34 minutes ago, BIGGUNDOCTOR said:
Snip... We chemically polished the parys we made, and it looks like polished gold when done. Snip....and for a bright polish just run out up to where I used to work, and have them dip it which will literally just takes seconds to polish it. I believe the spikes I made took 30 seconds to polish.
Tell me more about chemical polishing please!
I know phosphoric acid will brighten aluminium, and I have frequently had Stainless Steel electro polished, but your process is new to me.
Alan
-
 I had an interesting experience with them when I was making some bearing housings...not unlike this one...
I had an interesting experience with them when I was making some bearing housings...not unlike this one...
I had bored the hole a fraction too tight and having pushed the bush in could not get it out...unfortunately I had not welded the housing to the backplate. I did the welding with the bush inside and was horrified to discover afterwards that the cavity in the bush was almost full of oil. Could not believe there had been so much contained in the bush which basically looked like solid metal. I thought bother! I will go and make a pot of coffee and order up a replacement bush...by the time the coffee was brewed virtually all the oil had been sucked back into the bush. Phew!
Alan
-
Thanks for your thoughts...
Your last sentence is pretty much on the button. Tallow would be good and food safe for the bore hole! All omnivores here.
But [if] "... you feel a lubricant is needed" is probably at the heart of my musings above. The indexable Carbide tip tools on the lathe I usually use without suds, whether mild or stainless. The guy doing the cladding on the portal frame structure last year did not use any lubricant at all and I thought that was with a HSS cutter. He claimed to have been using the one cutter on every job for a couple of years. Mind you an 8mm thick I beam flange is a lot more friendly to cutter teeth than 20mm bullhead rail web.....
With the mag drill I have usually just squirted Rocol RTD or the Molyslip MWF around the cutter and rarely have used the built in reservoir system. In fact somewhere around I have the three quarter full bottle/applicator that came with the machine 25 years ago!
The rails I am going to be drilling are in 7metre-ish lengths around 350kg (780lbs) and banana shaped. I was going to drill them where they lay. But if I were to turn them through 90 degrees and have the arc vertical, the flanges would contain any coolant...so maybe that is the way forward. And while I am handling them I could get them further away from the bore hole.
Hmmm again....more options
Alan


can we agree to disagree?
in Blacksmithing, General Discussion
Posted
No, just trying to make the same point. Healthy scepticism. We should not blindly accept something simply because it appears in print, however worthy the tome.
From a position of ignorance how do we know what sources are correct? If the writers of the reference or textbook consulted the wrong practitioner or incorrectly recorded the researchers' or practitioners' experience, how can we know?
Philosophically we know that in "physics" a model is constructed which fits the observed phenomena and that is taken as the hypothesis until evidence is found to the contrary, when a new model which takes account of the new evidence is devised to replace the previous one.
All we can do is keep an open mind and build our individual world view from the information we acquire, and subsequently accept or reject.
This thread is a case in point....if you follow the various bits of quenching and quenchant information arriving in sequence it is only after a fair bit of conjecture that a consensus was formed. If you stopped reading early on although the information was not incorrect it was certainly incomplete.
Alan