j.w.s.
-
Posts
642 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by j.w.s.
-
The previous thread was getting a little cluttered with large images etc. In case you missed it, the build thread can be found HERE. Here's a quick video of the finished press in operation. J
-
Here's a quick video I shot of the press in action. J
-
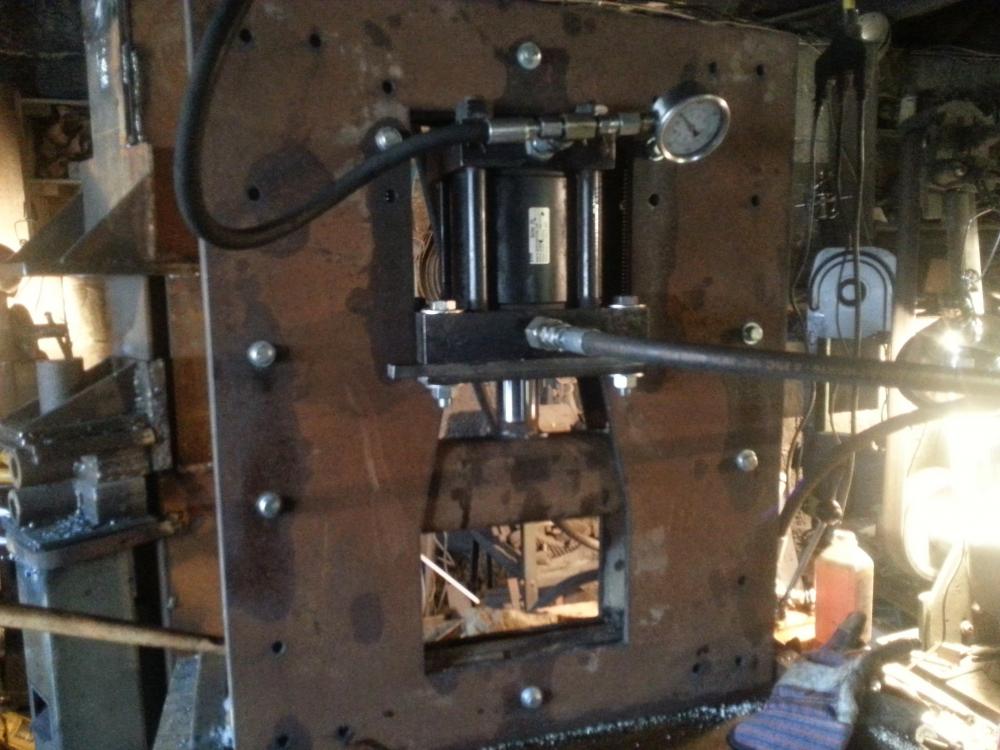
... And she's working! Made a set of drawing dies this morning, still need a set for setting welds, but I ran her through some billet work today and this little press performed a lot better than I thought it would. There's something to be said about encasing the frame in plates. I guess it's just like putting plywood on a building frame - it's all shaky and then suddenly sound enough to live in! Cutting them out of a single piece is the key, I don't know that my design would work if the panels were welded together from pieces because everything is relying on the front and back plates to distribute the forces and unless you're capable of doing some serious stress relieving on those welds, and even then, I wouldn't put much faith in it. Anyway, here's some pictures - broken in and dirty just like everything else in my shop. If the wife lets me go play in the shop tomorrow I'll try to shoot a video.. J




-
The greatest thing about eBay/Etsy is that they are open 24/7 to take your customers money even when you're not. As an added bonus all you have to do is print the label, pack and ship. Much simpler than messaging back and forth with customers or taking cc info over email/phone. If you're like me, you've got a PayPal business card and when an item sells, that money is there to be used.. its all about convenience. J
-
Today I finished up the die mounting system and took the play out of the bar. Fired up the pump and ran it through a quick stress test.. Heard some creaking as everything trued itself but even at full power under load everything worked great. I cut a bunch of die plates today, made one quick one up, but I'm not super happy with it. In the morning I'll make a drawing/ flattening set and give her a good run just to see if there's anything else that need be addressed immediately. If I can get caught up on actual work, I'll try to shoot a video of it in operation. Maybe I'll even paint it.. Nah! J
-
In my experience, Etsy gets a lot of of people who admire your work but seldom buy. We get some sales through it, but we get a handful of custom orders. eBay moves a few knives a week for me, but it has more than it's fair share of people looking for bargains. It's also yielded a few custom orders but not as much as Etsy. Both sites I would say that for every 15 items >$90 they yield one sale over that but you'd also have to look at your market. I'm competing again Chinese and Paki imports on eBay and against other crafters and listing algorithms on Etsy. Neither is bad, neither is great, but I use social marketing to drive 90% of my to either site and the fact that there's a million people could stumble over my work is a bonus that's not going to happen on a personal website - it's just enough to keep me floating between shows and teaching classes but I would never expect to support a family on it. J
-
First off, you were supposed to be at Stans earlier this month so I could pick your brain.. lol You were missed. I don't have a copy of Batson's book. I know it used to be available through the ABS and I know Amazon has it for a ridiculous price, I'll definitely pick it up for a read next time I have a chance. I basically looked up material strengths that met my requirements and went a few thicknesses higher - I could have made it a bit lighter but I don't intend to move this press around so there's no reason - plus I applied learned lessons from previous builds over the years. There's more gusseting and bracing that was added to the interior frame that I did not get pictures of, I just wanted to overplay my hand a bit. I've been working with two different hydraulic companies here in Manheim regarding the pump/motor requirements, fittings, hoses etc. I'm running all 10000 psi rated hoses 6 wire hoses, but I was thinking of picking up some Partek wrap just as a precaution. Right now I need a good way to keep the bar that the dies will get mounted to from being able to skew inside the frame when I put a workpiece in off of center. There's about 0.1875" of play on either side, I thought about making some L shaped pieces to drop down on either side of the bar from the top and tacking them in place. In the morning I'll work on the dies and hopefully get them finished and performing well because I've got a custom order to do tomorrow that would go so much easier with a working press. J
-
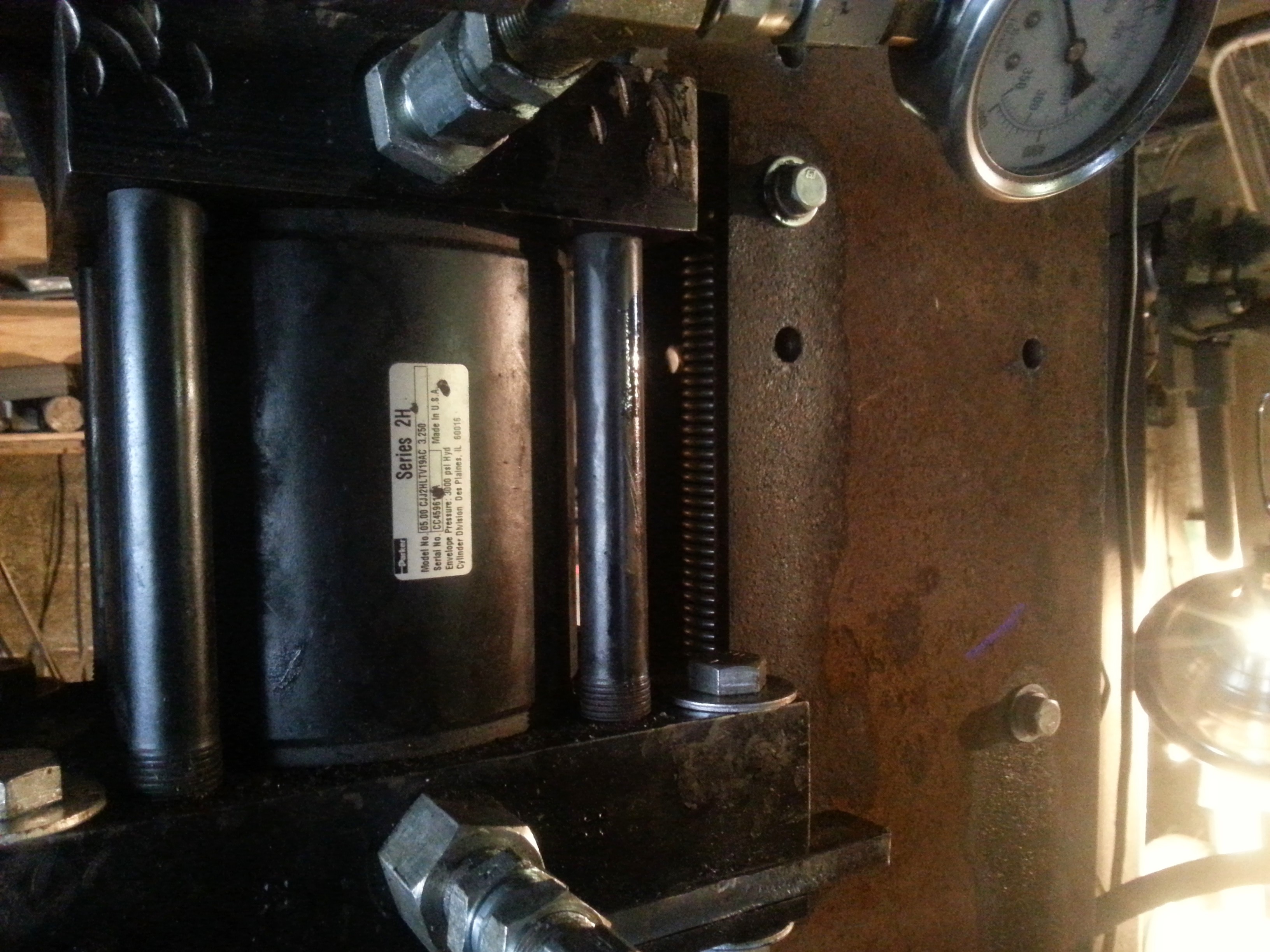
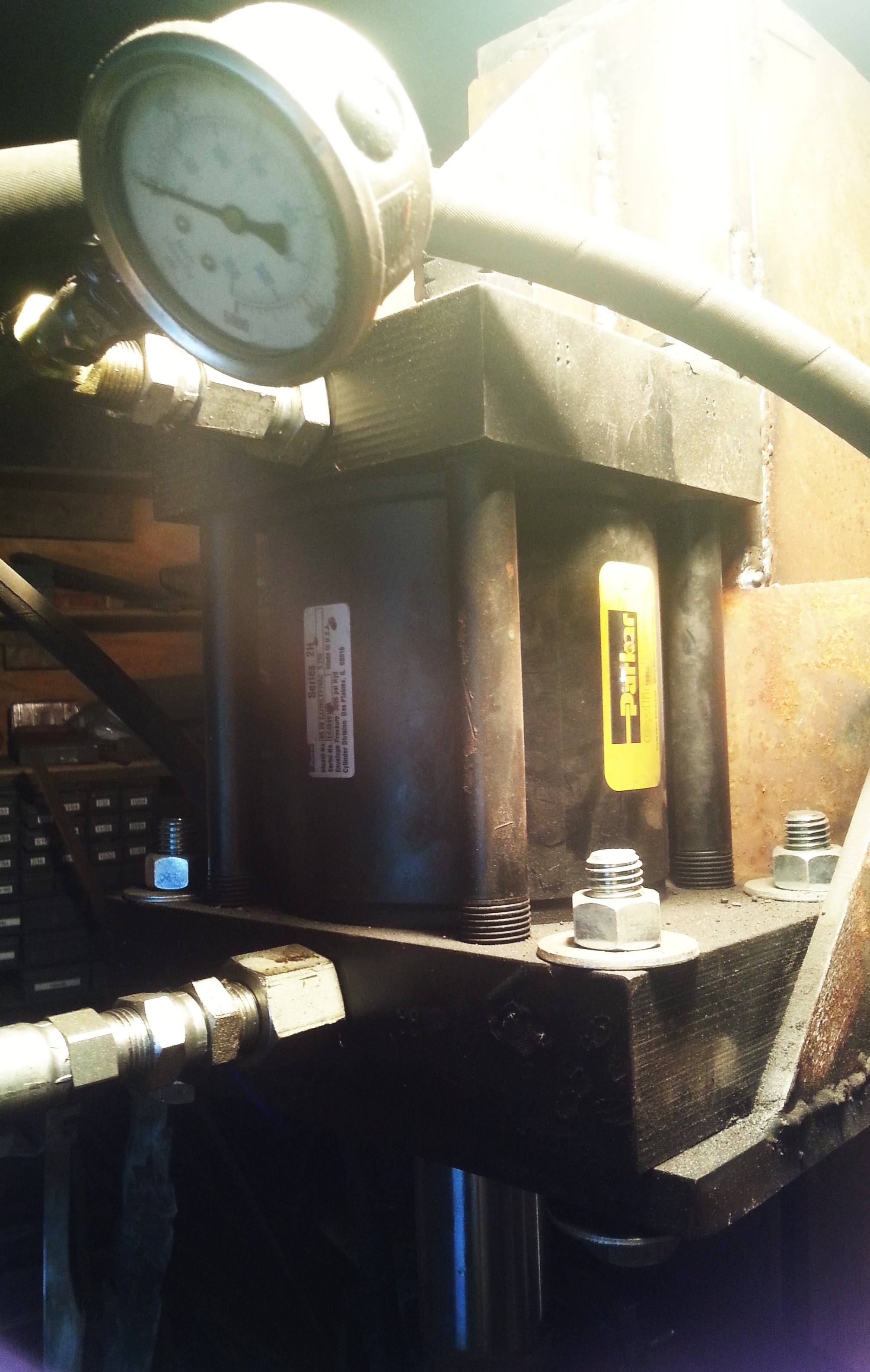
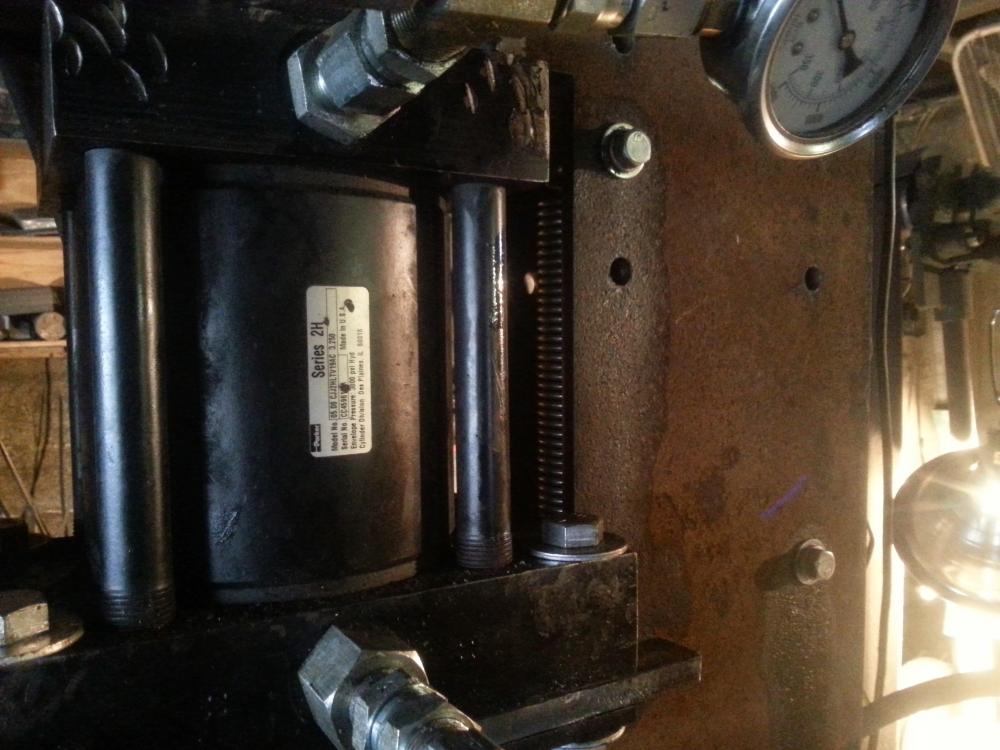
The whole press is 26" wide and 32" tall, so it is indeed compact. The pump's plate is a little worn, but when I looked it up, off the top of my head I want to say it was 5.5 or 6.5 gmp at 3200psi. I'm probably slightly or completely wrong on this, and I just sat down at the computer so I don't feel like running back to the shop at the moment. lol Either way, I got the pump, tank and a 3 ph 5hp Marathon motor for $160 at my local treasure trove. I traded in the motor and a handful of cash for a new 240v Leeson 6hp 1750 rpm motor. The tank had 20 gal on hydraulic fluid in it, so I think I got an ok deal, and upgrading the 3ph motor to a slightly more powerful single phase motor cost me around $400. I picked up a log splitter valve, some fittings and new hoses and I think that cost me around $170. The cylinder itself I found at my treasure trove again for about $120, and it's a 5 inch cylinder with only a 3 inch stroke, but for what I do, I'm very happy with that. All said and done I think the actual force it's putting out is around 58.9k lbs - so while I call it a 30 ton press, it's more like 29 tons, but that's close enough in my book. lol There's still more work to do, but I'm slowing down a bit in the cold and I have to go feed the horses soon, but I'd like to get some work done on affixing the rod to the bar, I'm just sitting in the warm side of the shop contemplating just how I'm going to go about that. Anyway, here's a picture of the pump and tank I'm using and a quick video I shot on my phone showing the speed (if it lets me attach it). J 20150226_150410.mp4

-
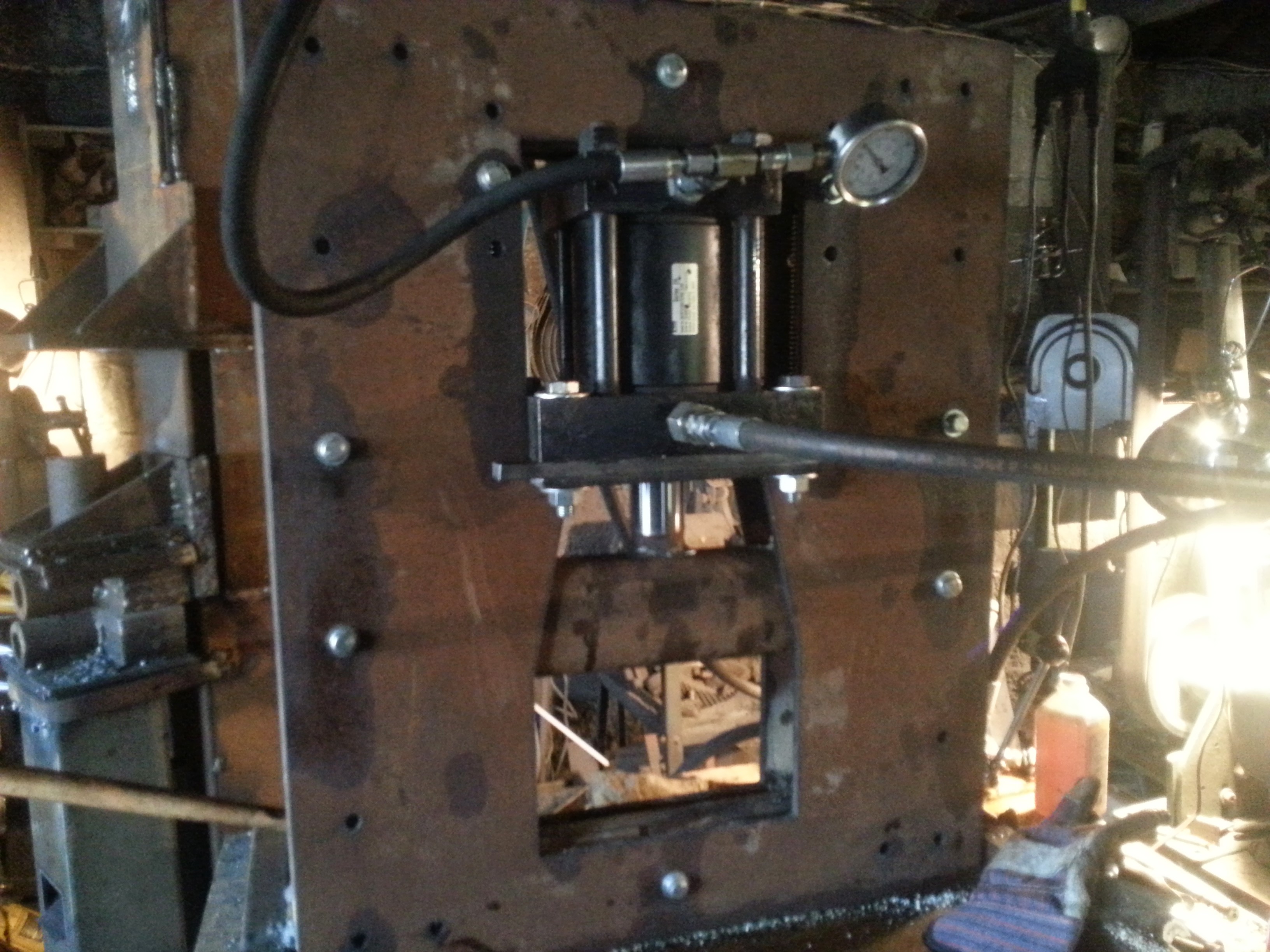
Coming down the stretch. Cylinder is centered, Bar for mounting the upper dies is in place and has springs attached. I still need to figure out how I'm going to attach the ram to the bar. In a previous life this cylinder was welded in place and the cut to remove it was slightly off - I suppose I could make the needed shim and a receiver for the ram to keep the bar level and in place, Or I could just get it level and weld it like someone else obviously did. Ideally I'd find a 1.5" 12 tpi bolt to place in the female threads and weld the bolt head to the bar, but my trip to the local "has just about everything" hardware mecca turned up nothing, only 6 and 7 tpi in stock. So far so good though. I need to cut a few triangles to weld to the outer panels to hold the cylinder down and a shim for on top of the cylinder, which as luck would have it, needs to be 0.625". Well, back to SheetCam! J


-
Thank you! The lack of comments was making me think that no one was interested. J
-
After attaching that image I couldn't write a description on my phone. So, the above picture is 1 of two riser plates that slide under the cylinder from either side above the single piece 0.375" plate that the cylinder will be fastened to. These will lift the cylinder 0.625" providing a little more die clearance and provide enough clearance from the ram seal rings so the cylinder can be centered in the press. Everything is partly assembled but I had a little fluid leak when I disconnected the hoses and I didn't feel like mucking up my phone to snap another picture. Tomorrow I'll make the remaining parts and do a test run under 1/2 pressure. J
-

-
4140 Cracked when hardening
j.w.s. replied to Ancientsword's topic in Heat Treating, general discussion
From my experience, as a shop that uses 4130 by the ton every single year, as much as I was told that 41xx was oil hardening, I've never gotten better results than with water hardening. We do several hundred theatrical combat swords a year ranging from 3/16th down to 1/8th and have been quenching in warm water for the past 4 years with awesome results. These are pieces that get used and abused by actors in stunt shows, we offer a lifetime warranty, and we get back maybe 2 or 3 pieces a year that have broken, most of them older pieces from when we used to send them off for ht, or a rare brittle weld at the crossguard or pommel. That being said, I've done 2 - 4 lb hammers out of 4140 the same way with equal results, but for a block that size, I'd make sure I had a lot of water! J -
*Something went wrong with that post
-
I got my cylinder liberated from my other press. opened everything up to finish the internal reenforcing and decided to do a quick test fit. So far, so good. I'm going to cut a two piece 0.875" riser that will get inserted under the cylinder from the front and the back, with slots to accommodate the four bolts, and then shim it against the top beam. Tomorrow I'll finish up with the internals and hopefully the die mechanisms. I don't want to jinx myself but I may just have a working press again by Thursday or Friday. J

-
The guys on this site are good!
j.w.s. replied to MAD MAX's topic in Blacksmithing, General Discussion
I haven't tried it with the new site, but I primarily post from the shop with my phone.. Get your son to show you how. J -
The guys on this site are good!
j.w.s. replied to MAD MAX's topic in Blacksmithing, General Discussion
Laissez les bons temps rouler! I don't speak it, but I google it really well.. lol J -
Dang, snapped my 29/64th on the 9th hole.. *sigh* had to step a way for a bit. A thought did occur to me though and perhaps I could get some input from someone else. How I'm designing this press, the more thoughts I have about this and that.. and knowing that sometimes unexpected moments happen, I'm really starting to think that having the front plate removable may be better. I'm sure I will lose a fractional amount of rigidity, but I could always weld the seams of the back plate entirely to the frame. The bolts I'm using are 7/16th and once I get all 24 in place I just can't see it being much of a problem, after all, it's the frame that's taking most of the force, with the front and rear panels there to pretty the whole contraption up and lend support. I'm generating around 59880 lbs of push, the frame is 0.5" walled 2"x4" and the panels are both 0.375".. numbers numbers numbers.. this is what happens when you start getting lost in your own planning.. lol. Anyone care to play with some physics simulations in their head along with me? J
-
Got the right drill for the job, low speed - high torque. Cobalt drill bits are just going through this like butter, making nice long spirals! Yay! I have to finish drilling the holes, but here's how she's shaping up so far. Next step, I'm welding some base supports on and switching up to horizontal drilling. Fingers crossed. At the moment we're weighing in at around 180lbs. which is just about my comfort zone as far as moving by myself and I'd rather not lay it on the shop floor again if I don't have to. For the moment the face plate is just bolted into place until I get every other aspect planned in my head. After the base and holes are drilled I'm going to mount the cylinder and focus my attention on the dies. J


-
I got the gussets in place and cleaned up for one side. I positioned the back plate and tack welded it into place. Next step is drilling 40 holes - yay! - I had to put everything on hold today because I can't seem to remember which box my corded drill has been tucked away in. I think I might be better off going to Harbor Freight and buying one of their low speed drills. I think 550rpm will be plenty for this operation with the bits I have and everything I've read says that despite its brand it's actually a tough drill capable of some heavy action. I'd love to just use my drill press but the switch died on me this week so I'd have to replace that and the frame is already weighing in at around 200lbs which I'd have to move by hand and support it rather precariously on the table of my drill press and the arbor press which sits beside it.. Rather than move the unit 20 times I'm really leaning towards doing it by hand. Anyway, it's definitely starting to take shape. Here's a quick snap of the body/frame and one of the cylinder which is going to be mounted in it. J


-
Lol.. right! Years ago you helped my partner settle on 4130 for our stage combat weapons and we still go through a few tons of it a year.. Lance still talks highly of your conversations to this day.. and that was probably 15 years ago or more! I remember getting pieces of yours to sell on occasion back in the mid 90's - you were one of my inspirations for getting into this business. So thanks for coming back and good luck with the move! J
-
Welcome back. And nice work, looks like you've done this before. J
-
Is that a thermocouple there? Assuming it is, thermocouples turn off the gas if there is no fire, but if there's no fire you're not going to get gas. Is there a button to push to make it manually flow? That tiny pin hole is there to help regulate the flow of gas. I'd start researching the parts you have there and learning more before attempting to hack together a burner from parts like this. Better yet, go buy a pre-built burner. Building a gas forge is great but it requires a working understanding of the entire workings, otherwise you're just building yourself a bomb. J
-
So here's the inner frame so far, please ignore the ugly welds, I swear I'll pretty them up later but for the moment I'm dealing with flux core wire because I'm out of welding gas and didn't feel much like running anywhere as it's in the single digits here. Each corner was welded on either side of the frame before placing the gussets. The gussets are 0.375" with two channels that are being filled by a multipass weld. Three bolts will pass through each as well. The tubing is 2"x4"x0.5". Tomorrow I should have the gussets in place and smoothed out and will start drilling the holes for the front/back plates, I wish I could use my drill press for this, but I think I'm going to have to do it by hand. The more I think about it, I will probably end up welding the plates to the frame and ignore my previous idea of being able to access the interior - I may put two springs in, but they're not needed as my cylinder is is powered in both directions and I can't see them actually performing any sort of job. Anyway, it's time to get out of the cold and head home for the day. J


-
I lucked out. I bought a 6.5gpm pump with a 25 gallon tank already filled attached to it.. $150. I sold the 3ph 5hp motor that came with it and purchased a single phase 6hp to replace it. Scrapping companies can be wonderful. I like the larger size tank, even if I upgrade the pump some day I don't think I'll have to get a larger tank :) J