

Paragon
-
Posts
166 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Posts posted by Paragon
-
-
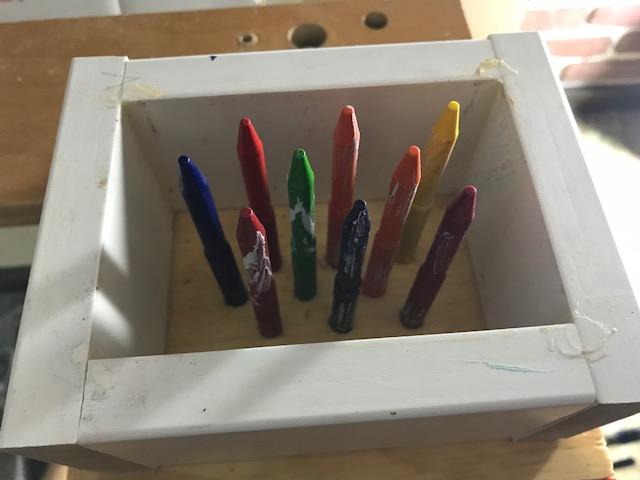
I necked down the crayons on my burner block. Narrow side is at the plenum. Still full crayon diameter at the flame face of the block. This is one of the test crayons.

In theory it should help keep a higher velocity by the plenum so no back burn. Downside is that there is more restriction so need better blower pressure. Gas pressure is all relative to what size orifice there is. I can run mine 1PSI (probably lower) through a 1/16" orifice but I only have a 9-hole burner block. .. Again, no other blocks to compare it to. It was my first and I was curious how it would be.
If I can get a better blower and get the forge to weld temp then there won't be a need to modify. Thought was that I could just drill it out straight through with a carbide bit if it was an issue. Mizzou seems to be extremely hard so I'm not sure how clean the inside of the hole would be.
-
On 5/19/2019 at 2:17 AM, Frosty said:
If the propane supplier won't swap out of cert tanks FREE find another propane supplier, I haven't run across one that wouldn't. On the other hand Blue rhino charges enough more it doesn't hurt them, they can't fill an out of cert tank. Why pay extra for a replacement tank?
Some places charge a nominal fee (ran into this today.. was something like $12-$15) and is just an inspection they do and then re-date the tank. Was told 10 years after the creation date then the re-cert is good for 5 years before it needs to be redone. They actually told me to just go swap the tank at a store (Amerigas or Blue Rhino) as it will be cheaper and then they can refill it after that. Tank swaps will only have 15lbs in a 20lb tank. Places that refill should fill it up all the way. I just swapped a tank and it has a few recert stamps. Last one was 2017. There will be a sticker on the tank like a price tag sticker and that will be a date code when the tank was last filled (the tanks get trucked off to a large facility that fills them then redistributed.
My other tank says 12 years until re-cert is needed so I don't know if it changed.

-
In my garage. Came with the house. You can typically find it at your local hardware or builder center in the metal stock area. Can get it online from McMaster-Carr and metal supply places as well.
Regarding the detached flame, I can get mine to detach and seems to be too little gas or too much air.
-
I don't know for sure. Far from an expert as I am still tweaking my first. I have read that propane does not mix with air as readily or something of that sort so I went overboard with stuff I had on hand. I would think it would work OK as I'm sure many have similar setup to what you have but I do know some have put a regular solid spiral inside and it has helped mixing. I used perf sheet to help induce turbulence to mix it
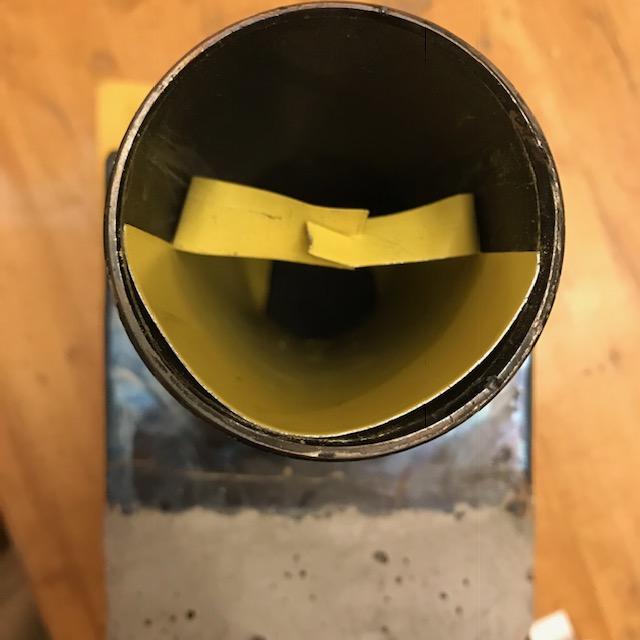
The spiral is per sheet metal. I heated it with an OA torch to get it to twist easily (otherwise it just wants to fold on the diagonals with the holes) The yellow baffle is still just a test to help divert the air to all holes evenly. I have added more holes than what is in the photo to even it out. Eventually the plan was to use a can with holes as an insert.. eventually (the simple yellow sheet is working very well.
You may just have too much air velocity or not enough gas (basically need to find that balance - Previous post from above link is when I figured it out and previous to that was the lifted flame).. I don't remember what the key thing was to get mine to settle on the burner face but I think it was a combination of the air and gas tweaking.
-
Mine had lifted flames at first testing but after working through the fuel and air, it now stays at the face from start to finish. Flames at the holes will be more stable. You can see your flames fluttering about in the video.. It could be too much air velocity or not enough mixing before it gets to the plenum. I don't recall off hand what the main issue of mine was that fixed it. I tweaked a few things at the same time and ended up with a stable flame.
The face of the block is going to get far more heat from the radiation of the rest of the forge than it will from the flame base touching it. The backside of my burner is only warm to the touch after an hour at an orange heat. The air mo ving through it will help cool it. I leave the blower one for a while after shutdown so the heat doesn't work into the plenum.. just trying to get longevity out of the burner.
-
Cool forge. Were you able to tweak your air and fuel to get the flame to contact the burner head?
I think I need to find one of those blowers for mine.
-
Figured I'd post an update. Have had the forge on & off a few times now. The PA23 brick seems to crack easily. Both roof bricks have a crack showing but are holding together with the metal frame. No issues that need to be taken care of yet. The PA26 brick seems ok, even the carved one where the burner is. I put a baffle in to shrink the interior to the size of the Mizzou base.
Burner seems to be holding up so far. Flame coming out of it is great. Can run it on 1-2 psi out of a temporary 1/16" orifice. Only issue now is the lack of air to get to higher temps. The blower fan I'm using is not made pressure (squirrel cage) so it is having an issue keeping up with higher gas pressure around 3-4psi. I don't think it has gotten to a yellow heat yet.
I'm hoping a better blower will solve the temp problems. Orange heat seems to drop off quickly but the tongs I was making reheated in approx 15 seconds so not the end of the world (made from 1x1/4") The thicker 1.25x3/8" was feeling like it could use more heat..
.. I may try without the screen but I think a different blower would be the best option (at least easier to change than having to disassemble everything.

-
Hi Moose. I have seen some of the fab jobs people have posted. It's pretty much like putting a new nut inside an old box.
Here is what it looks like cleaned up. Square thread. Last photo you can see the surface texture on the backside of the threads. Looks similar to what I have seen on tapped threads but I guess it could be from the process if they were wrapped.





-
To elaborate, the foot looks like the 11lb cast iron anvils found if you search google for '11lb anvil' but the casting, or at least the paint, on yours looks smoother. There are some photos of a 24lb anvil with the smooth finish. the current photo of the 24lb on the grizzly site has a rough finish so yours could just be either from an earlier production.
-
For a jewelers anvil it will be fine for what you need. Looks like a new china anvil.
-
I will get a photo of the screw and box tomorrow.
doesn't look like anything in the area with a machinist program.
I should be able to do the fitment by hand.. would just take a lot more time. Might be able to do some stuff at work on the mill like roughing a tenon on a screw rod or roughing down a nut (limited tools.. no rotary table so would be sketchy holding anything round in the vise)
-
Read about the babbitt method. The alloy seems interesting. I'll have to test to see what materials are as that may dictate what can be done. I didn't get to that point before the storms rolled in.
The screw is only trashed for the first portion of thread and could be cut, flipped, and reattached. I have seen the blueprint about forging a bar around the screw to take the thread form and brazing it inside the box. Might be a possibility. certainly the cheapest
Thread appears acme instead of square, and I think they were cut (will have to inspect further)
Acme nuts in 1 3/4 - 4 tpi are available. Could grind it to obtain the helix thread and braze that inside. Would still have to flip the screw (if lucky and same as the nut thread) or replace the screw with new
or go to 1 1/2 in 4 or 5 tpi and have a bit more for the possibility of welding around the outer edge of the box.
The one vid I saw where someone use new acme rod just mig welded both the box nut and screw which from what I have read is not ideal for cast iron but did also read on one site that welding on edge was not as critical as repairing a crack at the center of a casting.
Will report what I find out
-
I may try to repair it. There isn't much thread left in the box so that should be easy enough to clear out by hand.
Is the box and screw typically cast iron or steel on these? There are 2 seams across each other on the box so it looks to be sand cast. The screw threads look to have been cut by looking at the surface finish.
-
If anyone is interested in this vise, shoot me a message. I don't have a need for such a large vise or the means to repair it at this time and would love it if someone could put it to use.
I prefer local but can meet someone a reasonable area around or stick it on a pallet for pickup.
Can send additional photos if needed.
-
22 hours ago, Mikey98118 said:
Your burner is putting out very nice flames.
Hello Mickey! Thanks! I was pretty pleased with how well the burner was doing. Time will tell if I had the refractory mix too wet and it cracks. I'm pleased with how even the burn is. With the info on this board and engineering schooling, I think I was able to get the propane to fully mix.
On 1/11/2019 at 9:17 AM, Gibson said:Hey Paragon,
This is a great looking design! Any updates? I'm planning out a similar build for later this year and was wondering how this approach is working for you.
Hello Gibson! Welcome to the board. Please go in your profile setting and put your location in so we can better help you!
Regarding the forge, thanks! I built it for a hobby. How much I will get into it, I don't know, but how many people do you talk to that has one
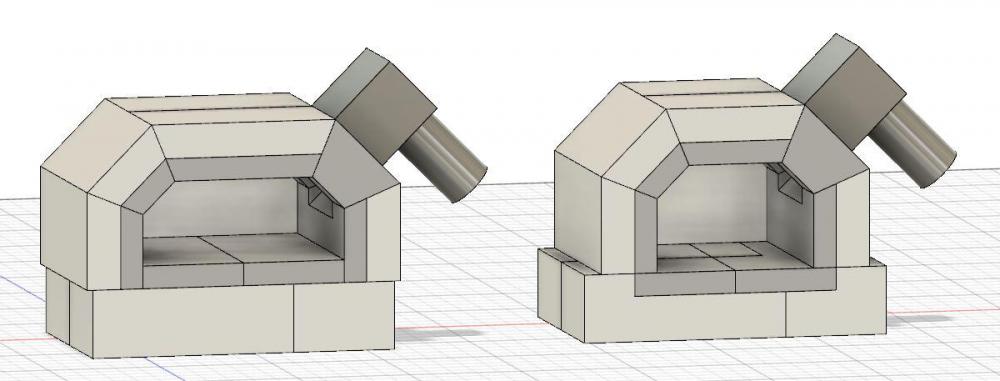
 . I didn't want to get into casting a forge just yet. Had local access to IFB to avoid shipping charges so I figured it would be just an easy brick forge but ended up evolving. Dealing with the angles was fun. Would be easy if you could just run the blocks on a power saw but I did everything by hand.
. I didn't want to get into casting a forge just yet. Had local access to IFB to avoid shipping charges so I figured it would be just an easy brick forge but ended up evolving. Dealing with the angles was fun. Would be easy if you could just run the blocks on a power saw but I did everything by hand.
It is likely bigger than what I need for the most part but I should be able to put spring coil in there to straighten if I even find the need otherwise keep is small and efficient for the majority of the time. It will likely end up close to the width of the hard base inside the forge in this photo with an IFB block that will slide in and block the left side off.

I fixed the air diverter (air flow control) at the start of December but realized I didn't have enough time to make tooling and gifts so I had to change gears and buy gifts. I have not fired it up since November
 .
.
I need to make the internal baffle to shrink the volume down (most of the work will likely be small and the start will be tongs). I also have not implemented the final burner baffle (still using the yellow sheet aluminum with holes in it however I have drilled more than what is pictured above to even out the flame. I will be using the sunscreen can as mentioned above for the final one. I also need to make the final gas nozzle (although the mix looks pretty good already)
Time will tell how robust the bricks will be. These are different than the KA brick others use (they are PA grade) but the Mizzou base I molded takes the brunt of the flame.
Let me know if you have any questions. I plan on taking more photos of the air mixer when I make the permanent nozzle as well as the burner baffle.
-
Ran the forge for about an hour yesterday. Much better around the plenum. Cool to touch and warm only by the block.
Still need to make a baffle block and fix the blower diverter. I think I figured out the adjustment issue.. :facepalm:
-
cold rolled is likely 1018. It may mark up with a stray hammer blow but the nice thing is you can easily smooth out the surface if it gets to that point.
-
I was going to thin down the bricks for the sides and top but opted to keep them full thickness as they are holding some weight on the sides and need to withstand the span for the top. If a thinner brick cracks it is more likely to collapse. The 3' will hold itself up better if a crack appears.(well.. after. a crack is inevitable with IFB)
The only upside to thinning it would be to lessen the thermal mass or back it up with lesser temperature IFB which is what I had planned (I didn't want to go through all that work with my geometry). Your better off using IFB full thickness for the top than hard brick.. less mass and IFB insulates better. Hard brick does not insulate so the whole mass wants to get hot.
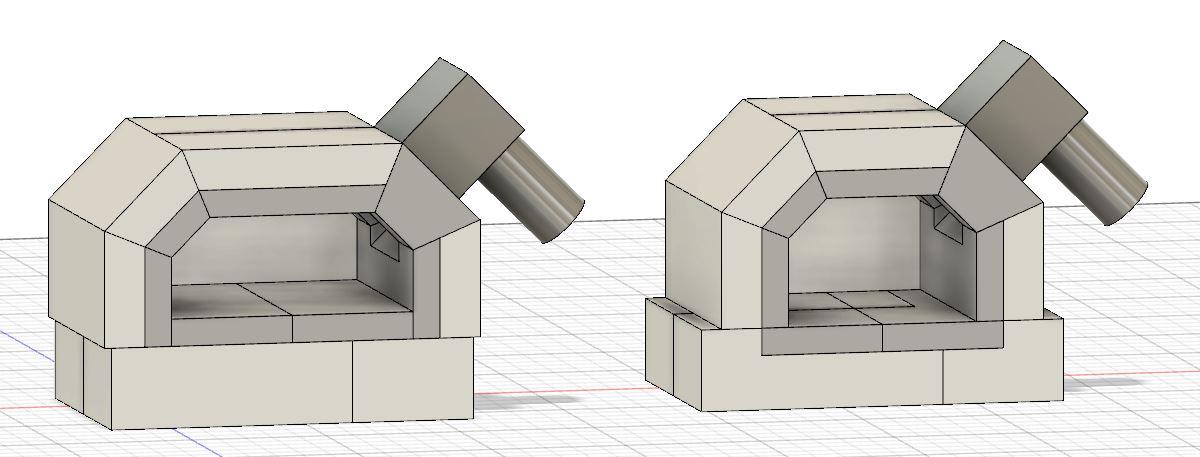
Take a look at my forge here.. I would suggest just keeping the geometry simple with straight walls like you are. It took a lot of time to fab mine. The few pics of it heating there is a casting of Mizzou on the floor under the steel to protect the IFB. It is 5/8" thick. Had the forge running for approx 20 minutes before I shut it down. The underside of that block was glowing.
-
Hopefully this will be better.. moved the wool to the front edge. Left the back open so it won't trap the heat.


Do I need to seal that wool or is it trapped enough? It is squeezed in there pretty good.
I may try some ITC or Plistix coating on the interior.
-
Well.. tons of progress. Not as many photos of the final stuff yet but some of what I went through. Few questions at the end.. Thanks for coming along with the ride.
Internal baffle for the plenum.. This is before modification which is the burn pictured above in previous post (too much velocity at the end nozzles). Modified it with more holes, some larger that what is seen here. The holes are where it extends inside the plenum over the burner block. There is currently an upper shield with no holes (not seen in the second photo) to stop too much velocity at the ends. Seems to work good. The material used was old aluminum blind material I had a stack of in the scrap pile. Easy to modify and have plenty if I went the wrong direction.

The final version is planned to be a Cylinder. The Coppertone 5.5 oz sport spray bottles fit nicely inside the 2" pipe nipple.
Easy to drill holes to direct the mix where it needs to be. Although I do have the perf sheet so we will see. Thought I would at least share for others.

Mixer. The gas nozzle is still the first temporary one. I believe it is using a 1/16 orifice. The final one will have a tube extending all the way to the other side of the Tee with 4 orifices approximately 1/32 holes near the center 3rd of the pipe. Inside the pipe is a swirl stick. I had some perf sheet that I used. The OA torch helped a lot to twist it evenly. Ball valve and needle valve on the gas. Welding regulator on the tank. Angle iron frame to hold everything together and support the burner. I will be adding a U bracket around the pipe to secure it to the side of the cart. There is a lot of leverage with the 18" pipe and T and gas.. I don't want to take any chances.


Overall pleased with the improvement on the flame. This was running around 1-1.5 psi but needle dialed down. I had a wedge cutoff in there as a temporary baffle to shrink the volume. The permanent one will mimic the angle near the ceiling. The ceiling and wedges next to the burner are PA23 brick and the rest are PA26. There is 1" of PA26 on the floor over a layer of PA23. I can easily place spacers along the edges to gain height or even sink the floor down an inch into the base bricks.




I had it running for approximately 20 minutes. Decided to shut it down before I get too ahead of myself. Need to clean the area before I get too into things.
The burner plenum was getting pretty warm right where the block was inside (3/4"). I assume some heat will be normal. Not sure if I should carve a little bigger opening for the block and fill the gap with kaowool. I do see that there is a gap on the sides that I missed
 . I assume that will contribute to some heat up there.
. I assume that will contribute to some heat up there.
Qs.. I'm thinking I should have like a 1/8" gap all around the block and not have block direct on the fire brick? Stuff the gap with wool properly this time.. I assume the wool will shield from drafts better than a block to brick gap.
Also, should I coat the wool I'm using for sealing or is that little bit of no concern?

-
whoops!
My local source i got IFB from didn't have shelf so I just cast a quick plate with the Mizzou I used for the ribbon burner using the top to a plastic storage container. About 3/4" thick and should work fine for protecting the soft brick. If it doesn't hold up well I think I can get 3/4" hard brick from them. I was afraid of not mixing enough for the burner so I went over and my calculations for what I needed were actually spot on.
If you have soft brick or can get it, I have seen where someone used some iron flat stock or angle and threaded rod and clamped the brick lightly together so it held together over the span. They had a large area that they could brick in an area depending on the size of the job they were working on.
What internal size are you looking to build?
-
Success! tweaked a few things and we have contact!
made a quick gas inlet. 1/16" orifice for now. cut a slot in the pipe between blower and mixer and inserted a piece of sheet metal to choke off the air more along with a board on the inlet of the fan. drilled a few holes in the temporary baffle inside the plenum (baffle is removable for easy tweaking
) and I was able to get the flame on the face.
if I back off on the gas it starts to lift so I think I need to slow down the air more. I'm going to look into a rheostat to dial it down and I have an idea for a better plenum baffle (I think y'all will love it!) as well as better mixing before it hits the plenum. I think once I set it up as is with a 90 bend before it hits the mixer it will also help.

Question.. I currently have an 18" pipe between the mixer and the 45 elbow to the burner. Should I decrease that at all? I can swap it for a 12" or something. I read that 18 was Ideal for mixing ebfore the burner so figured might as well get an 18 pipe piece.
I may change from the 45 to two 90s before the burner to help with mixing and taming the air flow. Thoughts?
...now to start on the forge!
 I think the volume will be around 280 cu in. thinking 9 deep.. 7-9 wide.. 3.5-4.5 tall. Any suggestions?
I think the volume will be around 280 cu in. thinking 9 deep.. 7-9 wide.. 3.5-4.5 tall. Any suggestions?
-
Casting seemed to be OK. Some air pockets from the initial dry mix that was on bottom.. I forgot to tamp it down. I did neck down the crayons slightly for an inch or so. Worked out the crayons with a drill being sure not to get into the casting with the bit then cooked it in the oven slowing raising up with a dwell at 250 then another at 500-550 and seems to have taken care of the crayons quite nicely.

First burn seems that the flame doesn't want to sit on the face. Possibly too fast air flow? or is it just no back pressure from the forge walls? I do need to tweak the internal baffle inside the plenum to get an even flame across the face. The end nozzles seem to be getting the most air. This was around 1/2 psi iirc. It is straight pipe from blower to mixer T, 18" pipe to 45 elbow to the burner head. Gas is currently from needle valve right into the mixer T using 1/4 pipe.
I did thread the inside of the 1/4" nipple to accept a 1/8" pipe that will extend into the T but it is not installed in this burn. The 1/8 pipe is plugged on the end. I plan to drill 4 holes 90° to the airflow (pointing to T walls) to help distribute the propane. Is 1/16" diameter usually used for the orifice? 4 holes 1/32 will be about that.


I need to finish warming up and grab some food. (this cold weather stinks.. too cold too soon) Any feedback is greatly appreciated. I know I need to get it into a forge but I at least want to know if I have any major issues at this point. Thanks for the help!
-
Rigidizer on the wool?
Control Valve
in Gas Forges
Posted
Simplest is to just cut a slot in your pipe (I am using PVC from blower to gas inlet) and drop in a piece of sheet metal. basically a simple gate valve.
You can also try a motor controller. If it is a basic brushed AC motor, should be able to try that. Harbor freight has a cheap one sold as a Router motor speed control.
I have a leaf blower I'm trying to use but even with the 2" pipe blocked down around 90% it was still too much air for my burner. Could not get the forge lit and that was on lowest setting.