CGun
Members
-
Joined
-
Last visited
Everything posted by CGun
-
-
I wouldn't count it out just yet. The arc furnace I built LOOKS like it should be complicated, but it is basically just a little $8 microcontroller that I programmed to turn a $22 stepper motor and rod on a homebuilt carriage. The rod moves an electrode holder up and down. The coolant system pumps water through the rod holder (plumbing parts soldered together), through the bottom anode (about $15 of plumbing parts) through a fan driven radiator ($10 eBay) and back into a holding tank ($20 of PVC and hose barbs). Unless you are using a constant voltage source (MIG welder or SMPS, in which case current fluctuates), for electric arcs, shorter arc=lower voltage/higher amperage, long arc=high voltage/low amperage. Since most DC stick welders are constant current, the only thing that varies much is voltage. The trick is to get an arc length that maximizes the Wattage (Voltage x Current). so it is usually somewhere in the middle. Then you program the microcontroller and essentially tell it: "if the voltage is too low, back the rod up x number of steps, if the voltage is too high, turn the rod down x number of steps, if it is in the optimum range don't do anything." Then the microcontroller does this for you hundreds to thousands of times a second through a stepper motor controller ($19 on amazon). Because of this it will start the arc for you since it starts out at open circuit voltage (about 80V for my setup) and then dips to nearly 0V when it makes contact with the metal in the crucible (arc start) then backs up to the proper voltage, drawing the arc out. I have found for steel and arc about 1/2"-3/4" is about optimal as it is stable and isn't super loud but also dumps heat into the pool pretty quickly. As the metal melts, the voltage changes and the microcontroller automatically adjusts for that, maintaining or restarting the arc as necessary. Mine has a lot of other functions I wanted on it, like the upper and lower limit switches (so the arm doesn't bottom out at the top or bottom of travel), the arc length and step size control knobs, the screen that gives you a real time readout, and the pre-heat function. But none of those are necessary to get the thing to start and maintain an arc automatically. If you already had a welder, I would estimate you could build the rest of it for about $100-$150. Also, surrounding your crucible with a kaowool/high temp insulating refractory will go a long way to reduce the time it takes to melt anything given less heat loss. don't give up on it! Once you get it running it is so exciting and then you just get to watch it do its thing and melt your metal for you. The other thing you might look into would be an induction furnace. That is a much more complicated (read fancy, expensive electronics) build, but ultimately more efficient and less contamination to the steel. Also much faster if you have a big enough one.
-
-
The next project with this furnace will be to introduce a decarburizing port into it. I am probably just going to use the Bessemer method and a small inflator pump. this will be part of the crucible housing and once the pump is started, it shouldn't need the arc to stay molten as the air will burn iron and increase the temp of the pot (hopefully), then pour with a slag ladle to keep slag from going into the mold. The end of the decarburizing tube will be a porcelain grill element tube like this:

-
How much metal are you trying to melt? My electrodes (3/8" gouging electrode) last probably an hour or each on DCEN. I have a bottom limit switch on my furnace that bumps the carriage when it hits the bottom of travel (electrode too short) and stops the furnace until I change the electrode. Mine is a computer controlled furnace and I am running it at about 120A most times and am trying to melt up to maybe a few pounds of metal at a time, not much more. Large furnaces figure about 200Wh/pound of metal, but that is economy of scale when you are melting 300 tons at a go in a $275,000 crucible lined with magnesium-Carbon bricks and 1.6GJ or power. I figure If I can melt 4lbs in 45 minutes to an hour at about 4,000-5,000W I am doing pretty good. Water cooling the bottom anode helps a lot, but I need to add another radiator. The one I have on my furnace was the right size when all I was doing was cooling the electrode armature, but with the bottom electrode in contact with the molten pool, it takes a good bit more cooling now. It is always a balance of trying to dump as much heat into the pool as possible but also needing to actively cool the components, which sucks heat from the pool.
-
Hi Wow, I didn't even realize this thread was still alive and that anyone else was interested in melting steel with a desktop arc furance! I would love to see some pictures of it! As to using SiC to make the electrode, are you talking about the electrode descending into the pot or the anode at the bottom of the pot. How are you bonding the SiC into the shape you want? That is an interesting approach and have never thought of making my own electrodes as the refractory nature of them makes this difficult. SiC has a much higher electrical resistance than Graphite which will mean less of your energy is going into the metal and more is being dissipated by your electrodes as masses of heat that could be used to your advantage if you could figure out a way to do it! The crucible in my furnace is SiC/Graphite and keeps the steel relatively clean and doesn't add much carbon to it. The reason industrial arc furnaces use a steel anode instead of any other metal is that it doesn't really pollute the steel in the pot with added chemicals, as all it would do is add steel. That being said, because mine is water cooled, very little of it actually melts. In fact, last time I emptied the pot to clean the electrode, none of hardened molten pool was even stuck to it. But since the crucible is SiC already, maybe I should just use it as the anode and go from there and water cool the conductor at the bottom of the pot. As to coating the electrodes in copper, I wish I could take credit for that, but they are just bought that way as gouging electrodes. I am re-thinking my armature though and may go up to a larger electrode size to get it to last longer. As to the electrode contaminating the metal, I don't think it does much. Graphite electrodes are used in industrial arc furnaces. The carbon that sublimes off of it does so as Carbon Dioxide (in the presence of air) I believe, and very little of it enters the pool. Otherwise, they wouldn't need to add carbon to the metal, they could just run the furnace for a bit and the electrodes would add it in. I am interested in your SiC electrodes though, they should last longer in air at the arc temps I am running at (probably 10-20,000k) but most of the heat goes into the pool as you well know, running DCEN like my furnace does. Those are all good ideas! I need to experiment a little more with mine. It has been put away for a little while as I have temporarily moved on to other projects. Thanks for following up on this thread. I am probably going to pick your brain as I go forward with my redesign. That's the problem... I am never quite done with the furnace even when it works well like it does now. I always am thinking of ways to add more power, to make it more efficient, to make it prettier and more ergonomic to use... plus the fact that I want to computerize the whole thing so it can be operated remotely from a safe distance.... All addendums that someday I will address. Let's see some pics of your arc furnace, I always love to see other peoples approach to a project and since there are like 5 guys in the Continental U.S. who have built one of these... even more so!
-
I think girls have a innate ability to shoot because "man ego" isn't part of the equation. My wife can shoot my my old smith 39-2 9mm I bought when I was an armored car guard, and she could have qualified with the best shots of the guys I worked with after about 40 rounds downrange. Guys spend a lot of time trying to show off how manly they are with their guns... women just see them as a tool like a wrench and approach them like that.... Anyway, yes I think an ancient soldier would be much more proficient with his weapon than a modern soldier is with an M4 because his main jobs were to master it and follow orders... and he did it for 10-20 years, week in, week out. Not 1 week in boot camp with a bi-annual 1hour requal.
-
I know that you can actually throw a throwing dart from a sling as well. They tend to carry if they are slim and made of tungsten. Still, the official world record was made with an oblate stone at a distance of around 450 yards. This was done by a hobbyist modern slinger... that probably means in ancient times, someone who was practiced could likely engage archers before they could return fire. Given that the established range for an english longbowmen, with their superior bows, 1,500 years later, was effectively 250-300 yards, it seems probable. The sling stone was also pretty much invisible due to its size and speed so it tended to hit without warning before shields could be raised. The atlatl throwers I've seen videos of are truly impressive. I think the challenge of the atlatl is duplicating the flex in the dart everytime so that the throw hits home. Similar to the archers paradox. My guess is that where you think the dart will go instinctively and where it actually goes are two different things and can only be learned by many many throws.
-
The water is distilled and has about 5% anti-freeze mixed with it (ethylene glycol) making it non-conductive, or at least tremendously resistive. Otherwise, the current could travel through the waterlines and short back off the case through the aluminum radiator which is hard fastened to the case and thus the ground. Also I didn't try to mop anything up while touching both the cathode and anode lines... I shut it down first... I just let it run while coolant was dripping, then shut it off and mopped stuff up. I think I have plugged most of the leaks at this point. I am not in the habit of playing with wet electrical connections. That just seems like I would be begging for a Darwin award. Thank you for your concern though... I have a young child and I cannot imagine leaving her without her father, so I am overly cautious about things that could be dangerous... not so much when I was young and it is a miracle I still have all my fingers from all the "fireworks" I had made by raiding my dad's reloading supplies... I'm a little wiser now... I hope.
-
So I couldn't wait so I set up the crucible with its water cooling system and took a crack at running it. Bottom view under crucible housing where the water cooling comes in for the anode: View of the top: This is temporary to find any issues before I ratchet everything down. And it works! This was just on the preheat cycle so I didnt let it get too hot. Had a few water coolant leaks but other than that it works great! Now to test how far down the anode will melt....




-
It's really shocking how much extra velocity you get by adding just 18" to your throwing lever. I used to play with slings when I was younger and had a better throwing arm. Never got around to building an atlatl... but I used to be able to hurl stones 180-200 yards down my dads shooting range with abysmal accuracy. Always had better luck there with a rifle, but the sling was much more fun. Anyway... I hit his 25 yard backer once which was made with 5/8" CDX plywood. To my amazement that 2 oz. rock went right through it and buried itself in the mud behind. I remember throwing 1" pipe couplings using that greek style and as the sling unfurls on the tangent of the swing, it imparts a high speed spin to the projectile, which on a random shaped rock gives a "bzzzzzzzzt" ricochet sound follwing the whip snap from the cord of the sling, but on a balanced pipe fitting, you could see through the hole in the middle all the way down range. Gyroscopic stabilization 2000 years before rifling was invented. now you got me thinking about an atlatl... I might have to build one. Unfortunately the NYS Dept. of environmental conservation won't let me hunt with one, but could be a lot of fun nonetheless.
-
Pretty much that is all a sling is. A way to increase velocity based on the length of the lever... it is just flexible, unlike an Atlatl throwing stick. the nice thing was that a sling was easy to make and carry and ammunition was pretty much everywhere. I believe it was Cretan slingers were not allowed into the army until they could hit a loaf of bread at 50 paces repeatedly. Sounds like the experts are not so much.
-
Unfortunately, A lot of modern documentary's "experts" are just as ignorant... probably because they just search Wikipedia for their information. I remember seeing a test as to whether a sling stone was a dangerous weapon... The "experts" considered it to be inferior to almost everything they used, probably with the exception of a dry-rotted pokey-stick... Then when you watch the "experts" try to use a sling, you understand why... Wildly whipping the thing around over their head and clumsily letting the stone fall free like a drunk squirrel dropping a walnut. Yup... Ancients clung stubbornly to a vastly inferior missile weapon even when bows were easier to learn to use, because it didn't work. for the record, the most effective was considered the "greek" way to use a sling is in this video, ignore this guys capris and short shirt: A good slinger could hit 200+mph with a lead 2 oz. lead sling bullet and a hit even in the arm or leg could break bone.... Good thing we have "experts" to tell us this just wasn't possible. Just like the experts who claim aliens built the pyramids because they can't think outside of "I need hydraulics to move anything heavier than 500lbs." But the experts say the ancients were dumb... Its amazing ancient man could get out of bed in the morning without hurting himself...
-
oh I thought you meant where did the phraseology come from... like why do the shot sizes go from B to BB to BBB to T and then to TT and F? There probably is some unified British shot size standard developed by Westley Richards in 1852 that standardized them.... I don't know myself though.
-
-
-
That seems like a recipe for Disaster. Handle holding AC welding clamps in each hand (most of those welders will put out 80+V OCV, which is enough to kill you if your hands are a little sweaty and you happen to be holding the contacts in both hands so the current can pass through your heart). I mean... I can just put a bunch of black powder in a soda bottle with a fuse and make it go bang... but that doesn't make me Lawrence Livermore Laboratories.The steps seem to be, and mind you, I started this way so I guess I can't make too much fun without sounding dumb myself but... well... here it goes: 1. Get a welding power supply... ( doesn't really matter, Microwave transformers will obviously do) 2. Touch the stinger and ground to your tounge... if you get shocked, you know it is working (this is the quality control, you don't want to build the whole thing to find out it doesn't work. ). 3. Control the current of your homemade transformer using a DEATHPOOL (Design Encompassing A Total Hack-job Proliferation Of Online Lore) conductive water resistor (for the record... no welding machine EVER has controlled current directly using a variable resistor because it is a very dumb way to go about it.... making one you could inadvertently stick your hand into, is Darwin award material). BTW, PWMs are cheap and infinitely better in this regard. 4. Spark the ends to get the uncontrollable arc to light. 5. Hope that your metal melts before your 2,300F Insulating Refractory brick under the heat of the 13,000F arc. 6. Make a video about it and your smug, yet ignorant, confidence that nothing could ever go wrong with having a puddle of molten metal in a container not designed for it, being heated by a DIY electrical device with no fail-safes and propose publicly in your video that for a minimal investment you too could make this deathtrap!
-
-
So I was talking to a friend of mine yesterday and he suggest I make one of these to sell once I get it working and reliable for multiple melts of steel. Do you guys think something like this would actually be sellable? Is there enough interest in ceramic shell casting of steel at home or would people simply buy a larger induction furnace if they were into this? Thoughts? I would probably offer a furnace like this initially for like $1,500 complete, or potentially a kit where I provide the micro-controller and the control system (electrode holder, cooling system, etc. basically the entire upright assembly and crucible in the videos) and the buyer provides the welder/power supply. Thoughts?
-
I dont know about the faraday effect... there probably hasn't been any research done on the subject "the effect of electromagnetic flow profiles through an entropic mass of copper plated bb gun bbs." There!someone is free to use that as a PhD. Thesis if they would like... I would just like credit for the title.
-
It's funny you say that. I just found some copperhead bb gun bbs that I am going to use to cover the anode. This will allow good electrical contact and the copper plating on the bbs is no thicker than the copper on TIG rods and shouldn't mess with the chemistry too much. That may be the startup procedure from here on out, add about 30 -40 bbs to the bottom of the crucible, then scrap steel on top, then preheat till the whole mass is glowing orange (1500-1700°F), then run the normal program while incrementally increasing current to the max for this furnace... about 60A.
-
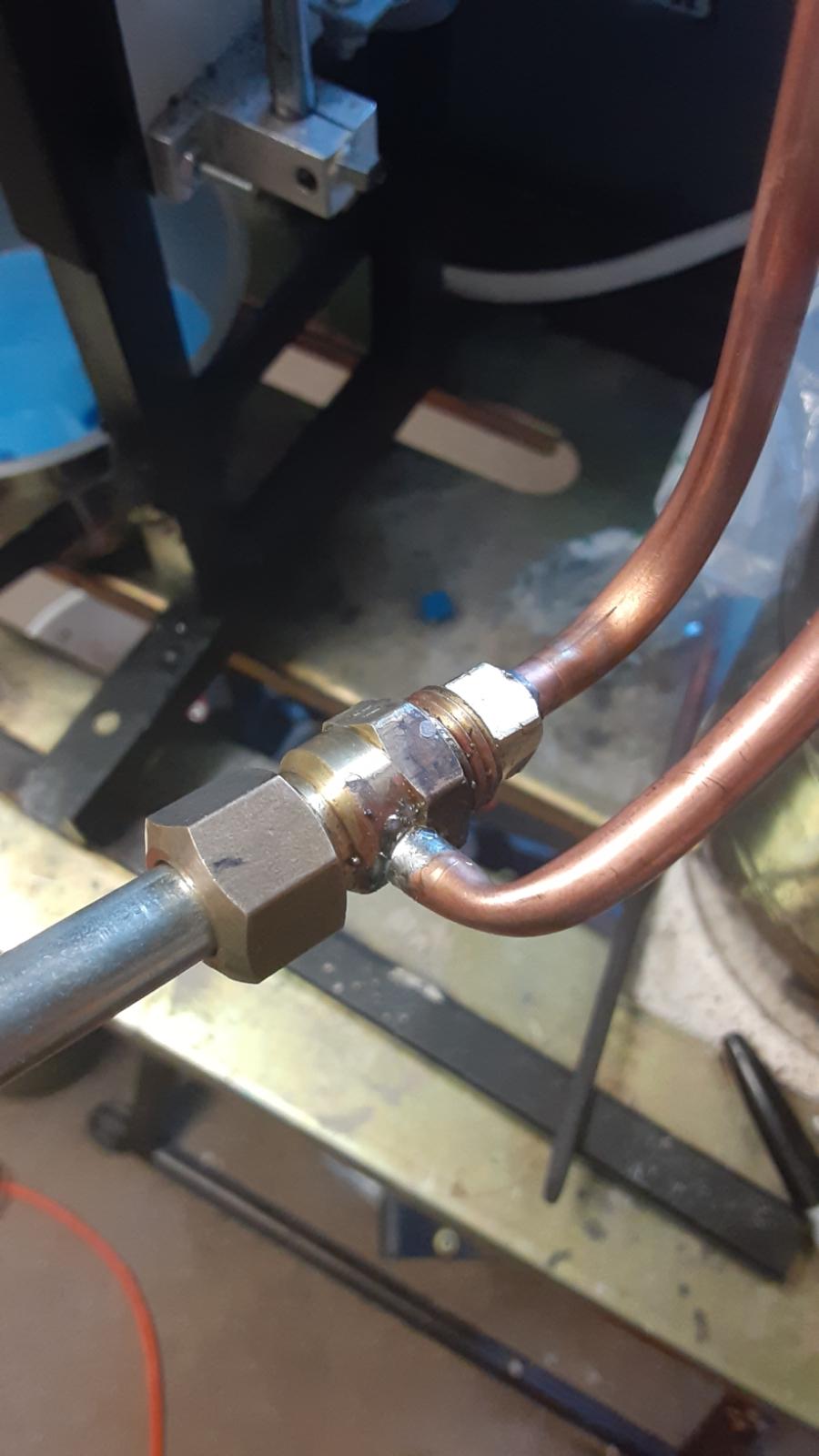
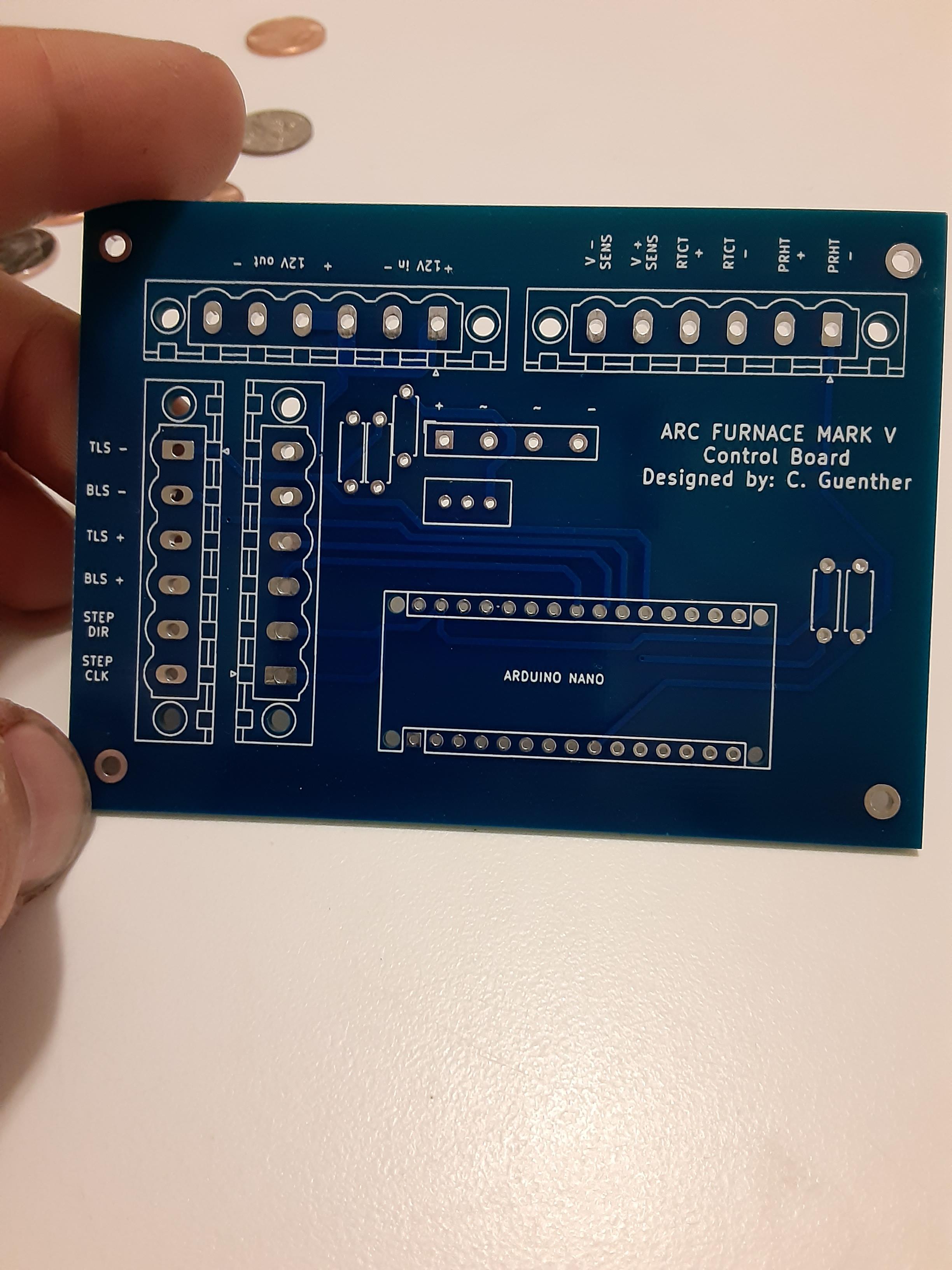
So just coming back to this after the alumina crucible catastrophe. So watercooled anode it is... here is the new anode which will be mounted through the bottom of my new 1.6kg silicon carbide crucible it is made of steel and mounted into a water jacket.i fully expect it to melt flush with the bottom of the crucible when in use but if a small puddle is left each time I pour, it should last a good long time. A real arc furnace anode is made from copper sleeved steel. The copper being useful to both conduct current from the molten pool as well as carry heat away from the steel portion of the anode, keeping it from degrading too quickly. It must work as they claim a service life of about 1-2 years. Anyway, I just finished refractory for the crucible housing: Once that sets and dries I am going to slowly cook it in the oven, gradually raising the temp up to 450°F to drive off water. I am going to do that 2 times to ensure all the water is gone before firing up the new improved furnace. I got my new PCB in the mail. This one has inputs for the preheat function which starts an arc for a moment, then draws it up and extinguishes it, then delays for 100ms, then repeats until the preheat switch is shut off. This allows gradual heating of both the steel and crucible to reduce the "boring through" cycle and minimize the chances of the arc operating right over the anode and the crucible bottom. Arc temperature decreases hyperbolically from the arc contact center. There the arc can reach 13,000- 20,000°F when running at 100 amps. Reference here: https://www.google.com/url?sa=t&source=web&rct=j&url=https://app.aws.org/wj/supplement/WJ_1976_08_s222.pdf&ved=2ahUKEwj_5qKDlI_qAhXGZc0KHX68AggQFjANegQICBAB&usg=AOvVaw3MwRLCe3xxUJalRaiNIiMf This decreases several thousand degrees just a few millimeters from the epicenter. So the whole goal here is to keep the arc only in contact with the steel and nothing else. We will see how that goes. In any event, silicon carbide in a graphite matrix (I know, graphite in contact with liquid steel is a no-no) should be able to deal with the thermal shock and the extreme temperature better because it is about 3-4x as thick as the alumina crucible and it is more refractory than alumina. Anyway, that's where the project is currently at. I have a ceramic shell mold made for the arrowhead... now I just need to build kiln to fire it into dead and set it...

-
So I ran a test with my new Alumina crucible. It cracked almost immediately. The crack wasn't big enough to allow molten metal to escape so I continued with the test. I had about 5 oz. of steel to run in a quick test. Below was the crucible, loaded and ready to be put under the arc. So I ran the furnace for a couple minutes and began to smell a faint sulfur odor. I just assumed it was the refractory drying out and curing so I continued. Total run time was about 5 minutes. What had happened is that the electrode had bored through the steel, and been arcing against the bottom anode. This had incinerated the anode and the bottom of the aluminum oxide crucible and was evaporating the material... hence the sulfury smell. I knew something was wrong when I looked down into the top and the bottom of the crucible was so bright, I couldn't look at it without a welding mask on (without the arc going obviously). Anyway... I have some Al2O3 glass if anyone is interested in it... .... Back to the drawing board on ferrous metal crucible design...

-
You're probably right. I will see what my local scrapyard has. Thanks for all your help.
-
You are probably right. I should probably just buy steel alloy as shot and melt it from there