jlpservicesinc
-
Posts
5,754 -
Joined
-
Last visited
Content Type
Profiles
Forums
Articles
Gallery
Downloads
Events
Everything posted by jlpservicesinc
-

What did you do in the shop today?
jlpservicesinc replied to Mark Ling's topic in Blacksmithing, General Discussion
Billy 60Hrc where? edge of face, center of face? John, your getting better.. Nice seeing steady improvements. -
great job. the alignment issues you speak of are normal and the reason why I mentioned slowly tightening the bolts.. If the upright venturi or stack blower is centered in the hole you might be able to angle it some towards the blower with a spacer at the tuyere elbow on the firepot. this would give you the needed 1/2" or close. And yes on the spacers behind the blower.. Firms up the connection between the blower and housing. I"m not really sure how they got away with such misalignments at the factory.. I guess that is why these downdraft units had to be special ordered.
-
JLP Blacksmith Teaching Center.
jlpservicesinc replied to jlpservicesinc's topic in Building, Designing a Shop
My friend Eric called a few weeks back offering a hand and a visit so things came together and he came down yesterday for a wonderful day.. What a huge help. We were able to get the air handlers hung and one space sided. Was a good pace.. Was tired last night and can feel it today..


-
The lead based putty is a no go. That stuff was amazing. Use it to stuff all the long flat joints. The system uses vacuum and then all the gases are pressurized. Any gap spews smoke. Looking to seal up every crack, seam or hole possible.
-
Well that is very generous.. Thank you.. Something to keep in mind.. These forges were put together without the fine tolerances we think of today.. Basically some parts were drilled while held in place or in jigs that were lack luster.. So just be careful when putting it back together. The person who fixed the forge before I got it put the firepot in backwards.. Why?? Not sure.. I watched how things aligned and did the round and round as I tightened fastners checking for binding. In the way back they used a lead putty that would stick together with pressure from the flanges.. When I did my trial run there was smoke pouring out from every hole I missed.. Do you have a recommended RTV for flat seams?
-
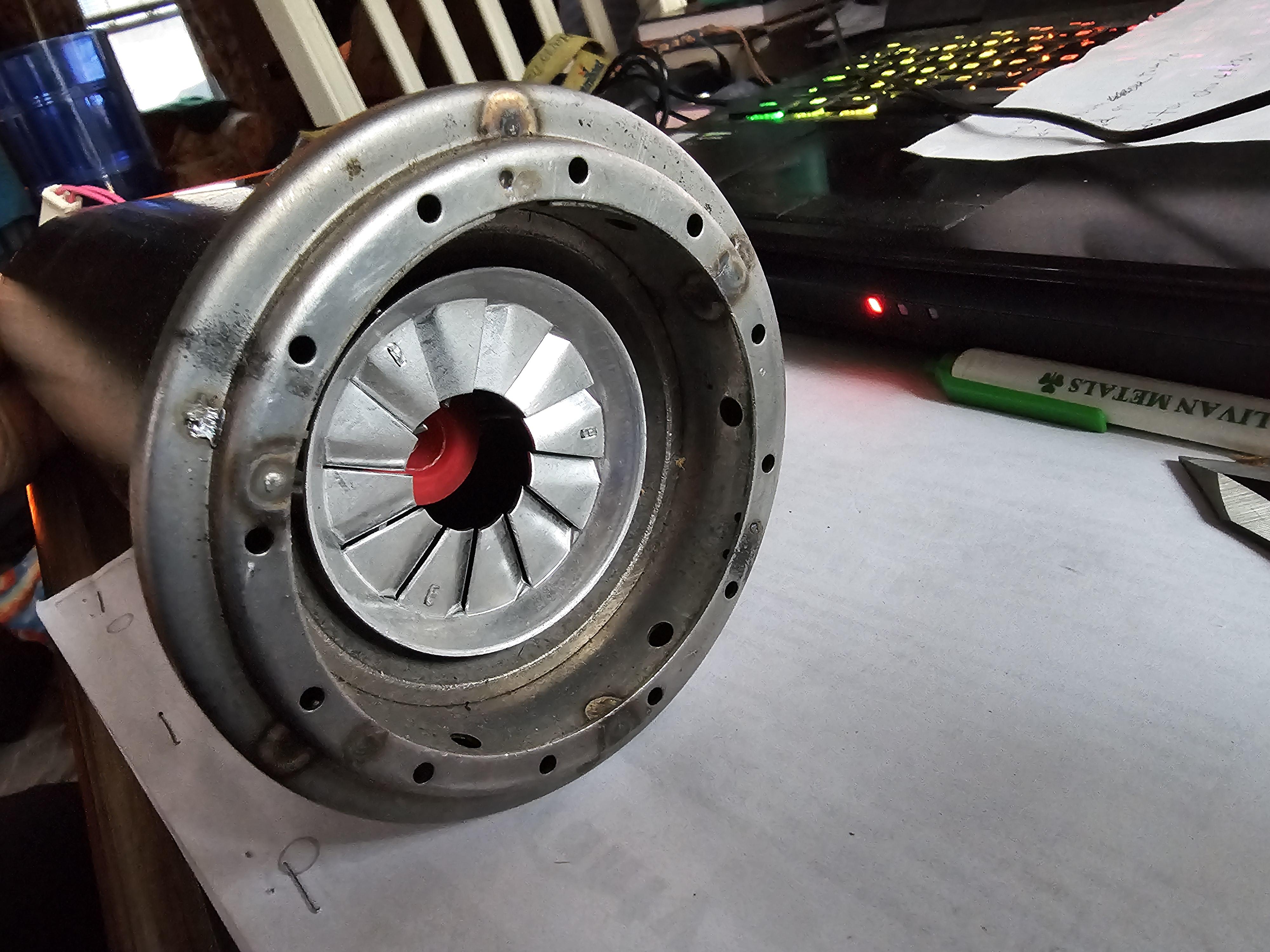
Wow thats awesome. I'm not sure what those 2 extra holes are for either..
-
Buffalo 248E with 6660 downdraft hood.
jlpservicesinc replied to jlpservicesinc's topic in Solid Fuel Forges
You did a great job to boot.. Sounds like one of your fan blades is hitting the inside of the blower.. Very nice forge.. -
It makes me wonder what those extra holes were for? Your forge looks like it lived a good life.. These forges often times end up living outside or in a barn with the roof falling in. Here is the post of the forge I have. Posting all the photos here might have been more useful..
-
Here.

-
Wow, thank you very much.. That is great.. Now I can make up the parts I need.. On my unit there are bolt holes on the bottom as well.. Does your back wall have the extra bolt holes? The gloss black will turn matt over time.. Looking really sharp though.. I like the gloss.
-
Nah, the paint looks great.. Paint is excellent for keeping rust at bay.. In the old days, the paint was great stuff and they slathered it on.. Often times it looked like creosote dip.. There would be puddles of dried paint and large runs. I was told by a guy who painted tractors and heavy equipment that runs don't rust.. Your photos did not come thru originally.. I can see them now.. Nice looking forge. If you are making gaskets commercially I'd buy a set.. A lot of the seams need to be plugged with calking. do you have some idea of what you will use? When you put it back together be sure and install all the bolts and pieces together loosly.. Then start tightening the bolts in a "round loosy" kinda deal. Some photos of those pieces would be fantastic.. When you have time..
-
No worries on age of this thread.. What hood series do you have a 660 or a 6660? I'm still looking for some photos of the upper shutters and the air diverter that is supposed to sit just under the upsidedown V
-
JLP Blacksmith Teaching Center.
jlpservicesinc replied to jlpservicesinc's topic in Building, Designing a Shop
Frosty, I guess working on the portable heater paid off.. It's been mid 40's here.. Today was 50F.. I am making progress and will go as the 200K heater.. Not an exact copy but close enough for my work using nearly off the shelf parts. The tin around the barrel is for setting air into the burner. It will be held via hose clamp. I need to finish off the rear cap (make it a little smoother) drill the holes for the screws and connect the electrode nipple.. Added a KA75 hammer to the school too..






-
What did you do in the shop today?
jlpservicesinc replied to Mark Ling's topic in Blacksmithing, General Discussion
Billy, your work has gotten so clean over the last few years.. So great to see.. That candle holder is gorgeous. Very classic style. -
What did you do in the shop today?
jlpservicesinc replied to Mark Ling's topic in Blacksmithing, General Discussion
Well said and explained John.. We in America have moved away from the "hot set"/"cold set" lingo in favor of Handled cold chisel or handled hot chisel.. There are a lot of things definitions wise having fallen to the way side since the boom of blacksmithing. Interestingly.. A "Set hammer" used to be just called a "Top set"... And the matching bottom tool was a " Bottom set".. There is also a "shear set" both in top and bottom tools.. and a "Side set".. also a "shear side set".. or offset shear set.. Again, much of the lingo has changed.. 40 years ago I picked up a book on "Chisels and their uses"... It was a great book based on "Chisels" as the the only cutting tool.. Well a chisel and hammer. In this one book there were 1000's of chisels and they showed how they were used with all the names.. At this point. I'm starting to forget, more than I remember.. -
What did you do in the shop today?
jlpservicesinc replied to Mark Ling's topic in Blacksmithing, General Discussion
JHCC, wow 5 years ago. That was a cold day. You were such a trooper. Fun to boot. I forged a new handled cold set. I like my blade thin,thin and shaped like ().. Most would mistake it for a handled hot set.


-
What did you do in the shop today?
jlpservicesinc replied to Mark Ling's topic in Blacksmithing, General Discussion
The red is rusted metal bleed thru. At least that been my experience. clean rust free metal even with hot rolled steel does not do this.. -
What did you do in the shop today?
jlpservicesinc replied to Mark Ling's topic in Blacksmithing, General Discussion
At one point I was forging 2 a day.. So that really made a difference dialing them in.. Always Sunobe. by the way I just looked up the meaning of sunobe to make sure we are on the same page.. A sunobe as I'm referencing is the sword billet before its edge geometry is forged in. This unit in its pure form has all the finished measurements and thicknesses built-in.. To finish all that is needed is to forge the ends spine, sides and edge are forged.. But the sunobe dictates thickness, overall shape from the very beginning. I found that going this way gives very consistent results especially once, one sees how this raw sword blank transforms seamlessly into the final shape. Nothing worse than having a bleb that needs to be fixed because of an error and then having to forge this out raw. If I'm preaching to the choir just let me know and I'll stop.. -
What did you do in the shop today?
jlpservicesinc replied to Mark Ling's topic in Blacksmithing, General Discussion
Sorry to hear it's kaput.. Way back in the day when I was forging these blades for use 1 out of 10 would shatter in hardening. I felt very good about the average.. Ninja-to were between 18 and 24" blade length. with a longer handle and sq tsuba.. I've never broken one in use.. -
What did you do in the shop today?
jlpservicesinc replied to Mark Ling's topic in Blacksmithing, General Discussion
Great work. thanks. By the way the coat hangers are cool.. I might copy your design. Wide shouldered hangers are tough to find.. -
What did you do in the shop today?
jlpservicesinc replied to Mark Ling's topic in Blacksmithing, General Discussion
Chad be looking forwards to seeing your tongs.. Surprised you did not show progress pics. Very suspenseful.. I went down to Mystic Seaport Museum and demonstrated for the Connecticut Blacksmith Guild on forge welding. Got to work in the historic blacksmith/shipwright/whaling shop. It's always interesting working in other people's shops and while it's good.. learning and picking up on the little nuances. It gives me an appreciation for what I've set up in the way I like based on how I work. Matthew Parkinson a very popular bladesmith (AKA instagram SwordMatt ) did a lecture on welding as well coming from a bladesmith perspective.. I love hearing about where people are in their journey, his lecture was very good.. He talked about some of his observations over the years.. The session was really for newer type people and while the basic forgewelding topic was covered pretty well. There was some more in-depth stuff I would have liked to talk with Matt with.. Sadly 4hrs went by very quickly and like that, the day was over. I love going to different groups.. There is something about each group that is slightly different.. Different focus, different vibe, etc, etc. Was a bunch of fun..









-
JLP Blacksmith Teaching Center.
jlpservicesinc replied to jlpservicesinc's topic in Building, Designing a Shop
Frosty, I like doing stuff like this.. I've been enamored with oil burners as a mystic art since childhood. As with everything I do, I research and learn, then try to implement what I've learned. Kind of like treasure hunting but with tidbits of information. Finding good information on oil burners was a real problem.. That was solved when I discovered NORA (National Oilheat research alliance). Besides it's a good distraction from what I should be working on.. The possibility of getting it running just the way I want through a little innovation and redesign is super exciting. -
JLP Blacksmith Teaching Center.
jlpservicesinc replied to jlpservicesinc's topic in Building, Designing a Shop
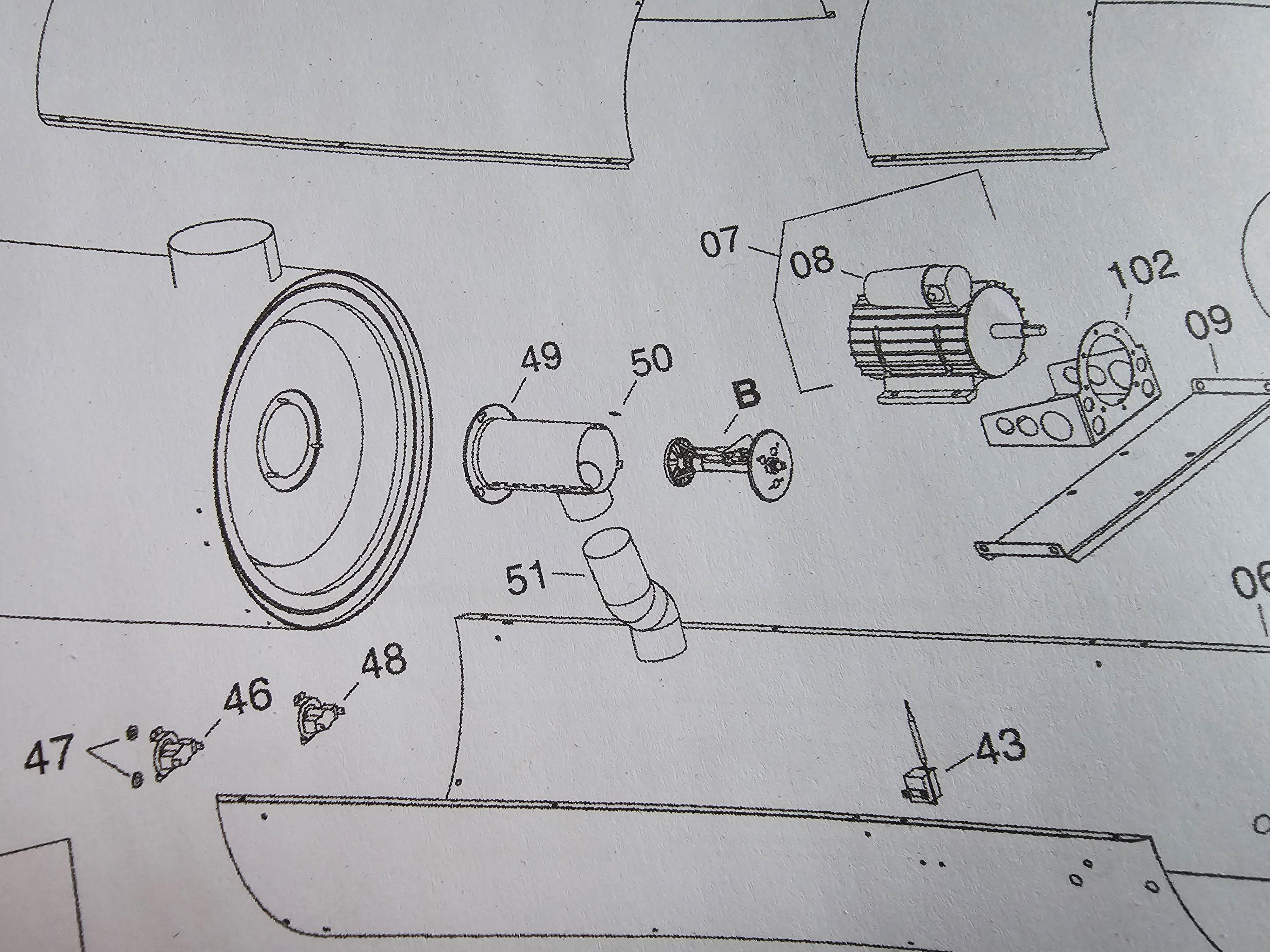
here is the 400k unit.. YOu can see the pipe system for the burner air.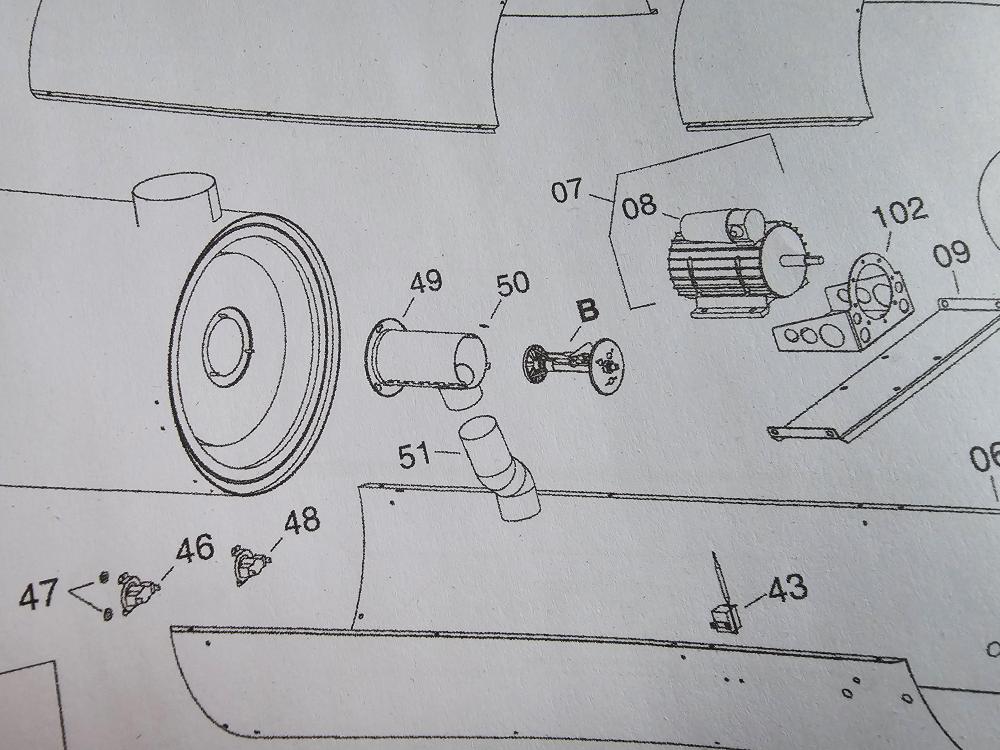
-
JLP Blacksmith Teaching Center.
jlpservicesinc replied to jlpservicesinc's topic in Building, Designing a Shop
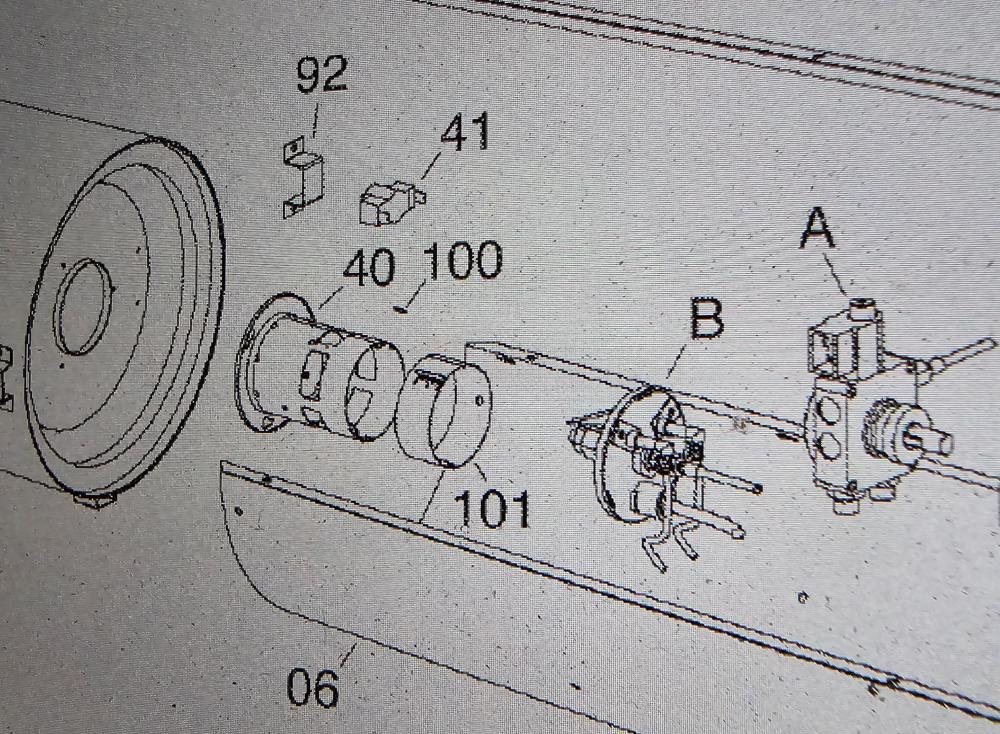
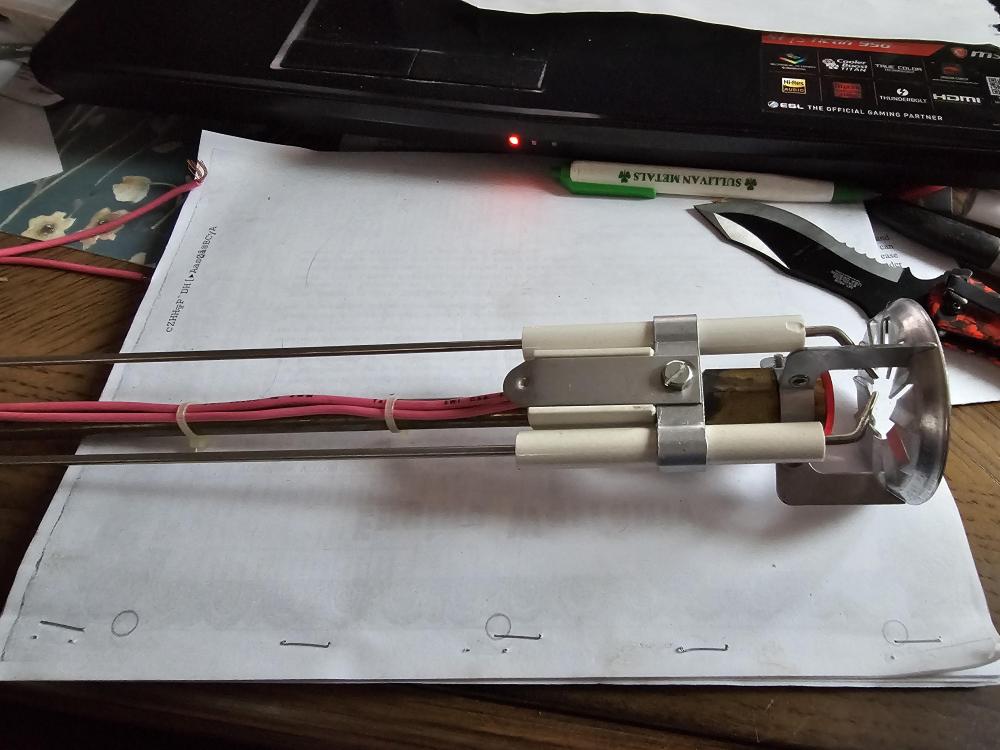
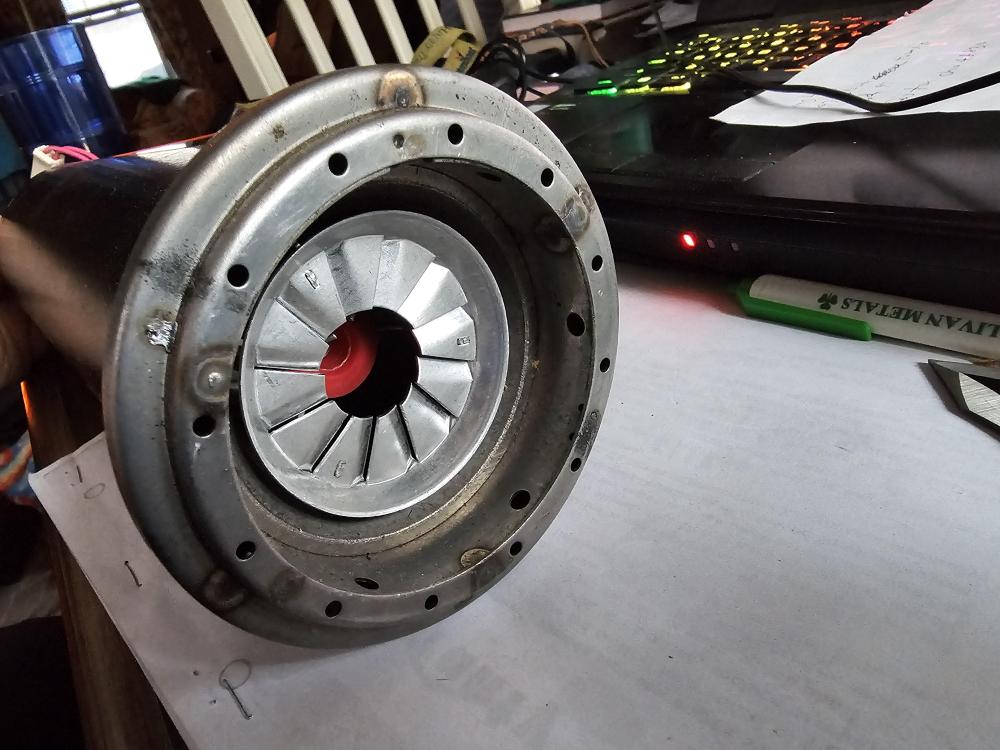
So got it apart without to much destruction of the original mounts and pieces.. I will leave the original tabs intact. Interestingly there is no reinforcement in the sheet metal and the nozzle just poked thru. Also interesting is the modern burner air tube fits right in the hole like it was cut out for it. + I will create a flange and plug weld it to the outside of the sheet metal face. this flange will have studs that will hold a ring over the new air tube sandwiching it in.. The diagram of the 200K model shows 3 flange bolts nearly like the ones on the original Aeroil mount. Because this new air burner tube does not have a mounting flange and because the sheet metal on the back of the burn chamber is thin I'll do as mentioned. Interestingly as well is the chamber looks pretty clean inside it.. But the secondary heat exchanger shows liquid oil This tells me the fuel oil did not combust all the way and recondensed in the secondary heat chamber. Happy with the progress so far.. Because of how this burner is setup from the factory the options are limitless as to how it is setup.. Could be like the 200K with using the fan as the burner blower or like the 400K with a separate blower for the burner.. Either way the burner face flange will have to be done. The last photo is of a standard Beckett burner tube.. The Carlin burner tube is a little narrower. but the air tube diffuser is the same size..







-
JLP Blacksmith Teaching Center.
jlpservicesinc replied to jlpservicesinc's topic in Building, Designing a Shop
Frosty, love a visit.. Might go the other way to boot.. Once I'm done with the school build, I'm planning on taking my show on the road.. So might end up in your neighborhood. I'm frugal and kerosene is crazy expensive here compared to diesel or gasoline. Which kerosene used to be cheaper.. Ah.. So I ordered the parts which I think I can retrofit to the Areoil unit and have the results I'm looking for.. Carlin oil burners use a sliding adjustable burner nozzle/flame retention head.. Found a complete new one on Ebay for 80.00 delivered. I'll have to make some parts and will remove the spiral fins from the aeroil unit saving the assembly to put back in for the future owner. I'll document the assembly with photos and notes.. The Carlin EZ burners have adjustable burn rates with an adjustable retention head.. Much like the Weil Mcwellan burners QB180 which were some of the first with the adjustable nozzle/burner retention heads. Heat wagon on their 400K unit use a separate blower and duct to air the burner.. The smaller models use What is shown in the photo below.. I'll make something like this as the internals with the fan are about the same as my unit. The nice thing about the adjustable nozzle/air tube is nozzle size is adjustable. This one is for .75 to 1.05gph. This one has an oil heater all ready.. Nice.. This will preheat the fuel oil coming down the tube. With the air grate in its for the lower firing gph nozzles.. With it pushed out some is for the larger gph nozzles.